
浅析安塞天然气液化站10000m3LNG储罐施工工艺
2018-11-06 10:28李素
中小企业管理与科技 2018年21期
李素
(陕西延长石油天然气有限责任公司,陕西 延安 717403)
1 工程概述
本项工程为陕西延长石油天然气有限责任公司安塞20万吨/年LNG项目,地处于陕西省延安市安塞县工业园区。项目主体为一座建设20万吨/年LNG液化工厂,其中关键控制点工程即为承建1台10000m3LNG储罐。
2 罐体结构及基本参数
该工程所述的10000m3LNG储罐结构形式为内罐吊顶、外罐拱顶的双壁单容罐,内罐存储LNG,外罐仅用来承装保冷材料。储罐主要由内罐、外罐、保冷层、平台梯子等组成。外罐主体材料为16MnDR,内罐底板及壁板主体材料为S30408,吊顶主要材料为5052-O铝合金板,储罐总高度30.377m。所有设备开口均在外罐顶部,顶部分布有若干钢结构。储罐基本参数如表1所示:

表1 10000m3LNG储罐的基本参数
内罐壁与外罐壁之间用珠光砂填充绝热,内罐底与外罐底之间采用泡沫玻璃砖绝热,同时为保证内罐底及泡沫玻璃砖基础均匀受力,在泡沫玻璃砖绝热层下面及其顶部分别铺干砂的找平层。内罐由底板、铝吊顶及10带壁板组成,外罐由底板、顶板及11带壁板组成。储罐结构如图1所示:
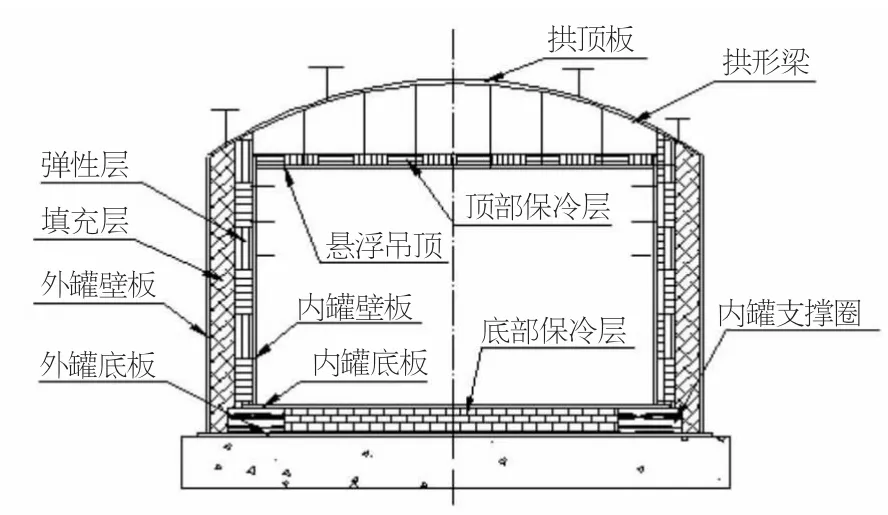
图1 低温储罐结构形式示意图
3 LNG储罐施工工序
由于LNG储罐为双壁单容罐,外罐采用倒装法施工,而内罐采用罐壁内挂钢平台正装法施工,该罐的施工难度主要在于低温钢板的焊接和保冷材料的填充,本文仅对低温钢板焊接工艺做一简单探讨,其施工工艺如图2所示:
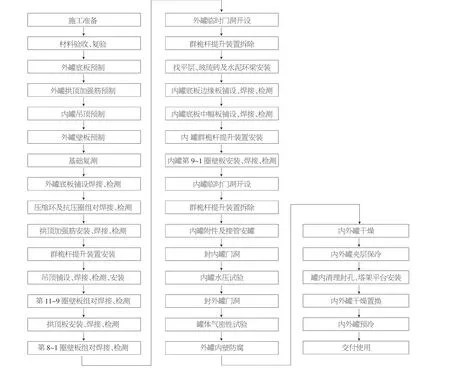
图2 低温储罐施工工序图
4 储罐焊接
现场制作LNG储罐的重点及难点主要是内外罐的焊接,在下料、组对、坡口和焊接时都应严格按照焊接工艺评定执行。
4.1 材质
其中内罐材质为S30408,外罐材质为16MnDR,这两类钢材均有着良好的焊接性能,虽然工作条件为-162℃低温,但通过精密措施控制好焊接热输入,采用尽可能小的焊接线能量保证焊缝及热影响区的抗低温韧性,就能够保证焊接质量。
4.2 施工次序及焊接方法
施工时,应首先应进行底板和环形板的焊接,其次进行中幅板、边缘板焊接,随后再是壁板与加强圈的焊接,再是吊顶和拱顶的焊接,最后是相关附件的焊接。
外罐拱顶板、加强筋制作均用二氧化碳保护焊。除以上所有焊缝均采用氩弧焊打底,手工电弧焊盖面。
4.3 焊接工艺简述
4.3.1 底板的结构形式
底板的结构形式见下图3:

图3 底板的结构形式
4.3.2 底板环形板的焊接
内、外罐底板环形板焊缝均为对接形式,由于板材较厚,一般采用双面焊。为便于清根,反面开Y型坡口,正面清根。施焊时,为减小热影响力及保证焊接质量,一般由数名焊工分别隔缝、对称,由边缘向中心方向施焊,使用分段退焊或跳焊法,先用电焊固定,再焊短焊缝,最后焊长焊缝。
4.3.3 底板中幅板、边缘板焊接
①中幅板和边缘板焊接前应先进行组对点焊,组对点焊应使相邻板贴合紧密。电焊固定后,再焊接A类焊缝,将中幅板拼为若干长板条;最后焊接B类焊缝,将各个长板条焊为整体。
②对于B类长焊缝,为确保焊接质量,应至少有两名焊工对称由中心向两边采用分段退焊方法施焊。
③A、B类焊缝至少焊两道,焊接完成后需进行热处理,以防止热应力不均匀影响焊接质量。
4.3.4 环形板与边缘板的焊接
环形板与边缘板的焊接分两步进行,第一步是边缘板和壁板之间角焊缝的焊接,其次环形板与边缘板间的角焊缝。角焊缝焊接完成后之后,一般要利用渗透和超声波方法检测焊接质量。
4.3.5 焊缝组对及焊接
储罐施工质量的关键就是焊接质量,而保证焊接质量的基础就是板材组对时焊缝间隙的控制,工程中一般采用间隙片控制焊缝间隙,焊缝间隙还可用焊缝检验尺来检测,间隙的大小按照设计或焊接工艺评定的规定执行。
①环焊缝、壁板与底板环形板的焊接:为保证环焊缝、储罐壁板与底板环形板的角焊缝能够自由收缩,最大幅度减小底板的变形,降低焊缝所承受的应力,焊接时,应由数名焊工均匀分布,向同一方向施焊,采用分段退焊的方法逐步施焊。
②对丁字焊缝和需手工焊补焊的位置及厚板打底焊,焊接工艺与纵缝施焊工艺相同的钨极气体保护焊。
4.3.6 罐壁抗风圈、加强圈的施工焊接
①抗风圈、加强圈安装前,应复测罐壁椭圆度,调整合格后方可安装。抗风圈、加强圈应分段预制,划线点焊限位板(利用加强筋板)。然后先焊接加强圈的纵向或径向焊缝,再焊壁板与加强圈之间的环焊缝,由数名焊工沿圆周均匀分布、对称、隔缝同时施焊。
②抗风圈、加强圈在安装前,按设计文件划出其安装位置线,抗风圈、加强圈离环缝的距离不应小于150mm,抗风圈、加强圈遇罐壁纵缝处,应开半圆形豁口,豁口两侧50mm范围内不进行焊接。
③为了减少高空作业和加快施工速度,在壁板安装前,在单张壁板上安装加强筋,在立缝处预留1.5m长的小段不安装,待该圈壁板安装完、立焊缝完成后,再安装预留的小段加强筋。
4.3.7 吊顶和拱顶的焊接
①吊顶的结构形式与外罐底板相似,焊接要求相同;拱顶的焊接要求与底板中幅板的要求相同。
②铝吊顶底面角焊缝和拱顶下表面角焊缝均为断续焊,焊接长度为100-300mm、间距100mm、角焊缝的焊脚高度为6-8mm。
综上所述,LNG储罐的焊接是整个施工程序中的重中之重,施工期间,一定要严格按照《设计说明书》及《施工组织设计》的要求认真实施,焊接完成后需要根据设计要求对焊缝质量进行无损检测,随时掌握焊接质量,实行可追溯性管理,只有严格相关程序,才能使整台储罐的安装质量得到全面控制。
猜你喜欢
农村百事通(2022年7期)2022-07-14
民用飞机设计与研究(2020年1期)2020-05-21
新商务周刊(2019年10期)2019-12-21
制冷(2019年2期)2019-12-09
商品与质量(2019年38期)2019-04-18
制造技术与机床(2018年10期)2018-10-13
智富时代(2018年5期)2018-07-18
智富时代(2018年5期)2018-07-18
科学种养(2017年11期)2017-11-28
现代装饰·理论(2016年9期)2016-12-26
