漳村矿选煤厂加压过滤机自动控制系统
2018-11-01 03:43王志宇
机械工程与自动化 2018年5期
梁 婧,王志宇
(1.太原理工大学 学生处,山西 太原 030024; 2.太原理工大学 信息与计算机学院,山西 太原 030024)
0 引言
漳村矿选煤厂在选煤的加压过滤阶段配置了两台国产GPJ-120型加压过滤机,可以基本满足选煤厂的洗选要求,但是设备本身自动化程度低,容错率低,稳定性差,对水资源的污染和浪费严重。本文通过对漳村煤矿选煤厂加压过滤机自动控制系统的研究,设计了一套基于PLC的加压过滤机自动控制系统。
1 加压过滤机自动控制系统的结构
加压过滤机自动控制系统包括数据获取(传感器信息采集)、执行装置、数据库(SQL)、控制单元(PLC)、人机组态界面(HMI)五个部分。五个部分相互配合完成浮选精煤的工艺过程。
(1) 数据获取:现场安装的传感器通过自身的功能,采集工艺过程中所必需的数据参量,并把采集到的数据通过一定的通讯协议反馈到控制单元中。
(2) 执行装置:是整个系统的行动装置。控制单元通过读取传感器的数据,对现场情况进行具体分析和判断,然后做出合理的执行方案,最后通过控制单元发布的命令,使执行装置按照预定的执行方式进行动作,从而完成加压过滤机的工作过程。
(3) 数据库:是一种存储机制,用来存放加压过滤机自动控制系统在工作过程中所需的监测监控数据信息。
(4) 控制单元:是整个自动控制系统的大脑,控制单元通过对现场传感器收集回来的工况信息进行分析,得出下一步的执行动作,并发出动作指令使得执行装置完成预定动作。
(5) 人机组态界面:是用户与控制系统的交流窗口,其作用就是进行任务的派送、信息的监控、工况的显示等,从而实现用户与现场的远程互动。
2 加压过滤机自动控制系统设计
2.1 系统硬件结构设计
系统硬件包括PLC控制器(AB-SLC5/04)、RSView32组态软件(HMI)、 Rslinx lite通讯软件、台湾研华公司的IPC-610(IPC)工控机及配套显示器。控制系统控制硬件结构如图1所示。
2.2 系统传感器和执行装置选型
(1) 压力变送器:根据漳村洗煤厂的压力控制范围,选择天津凯士达仪器仪表有限公司的PMC133系列IRIF2P6G1GF压力变送器,足够满足加压过滤机控制系统的正常工作,并且保证了系统工作的稳定性[1]。
(2) 物位变送器:加压过滤机工作过程中需要监测物料的位置,其检测环境对物位变送器的要求比较高,既要能防腐,还要做到长时间精密准确的测量,因此选择DC 11TES-AD11B1BKL1的防腐性超声波物位变送器。

图1 加压过滤机自动控制系统硬件结构
(3) 接近开关:选择了欧姆龙自动化有限公司的E2E-X5F1-Z接近传感器,能够适应洗煤厂这种恶劣的工作环境。
(4) 执行元件:现场执行元件可分为以下三类:①电动机的执行;②执行元件阀门的动作;③自动控制系统的附属执行配件。
2.3 系统软件设计
在硬件结构确定的基础上,根据现场情况分析和功能需要确定的软件系统结构如图2所示。其基本的过程原理为采用PID控制算法,在系统输出误差绝对值较大时系统采取饱和输出工作方式, 这样可以减小系统的时滞性[2-3]。
通过PID算法在加压过滤机自动控制系统中的使用,使得加压过滤机自动控制系统更加智能。最后对整个加压过滤机系统进行了仿真调试,调试结果良好,为下一步试运行提供了坚实基础。
3 加压过滤机自动控制系统的实现
3.1 系统组态人机界面
本设计中控制器采用AB公司的大型PLC,为了能够更好地配合PLC的运行,在选择加压过滤机组态软件时采用RSView32组态软件。
在设计人机界面的功能时,充分考虑到漳村矿选煤厂加压过滤机的生产需要,配置了一个符合生产要求和监控要求的组态。要将GPJ-120型加压过滤机的主机、辅机、管道系统、控制系统分别表示在组态软件中,不仅要体现出部件的基本图形,还要体现出控制部位的工作状态[4]。同时,要把关键的信息如压力、相对位置、周期、运转次数等体现在组态界面上,方便操作员随时查看,还要在界面上将加压过滤机主要的操作控制键放置在显眼易操作的位置[5]。
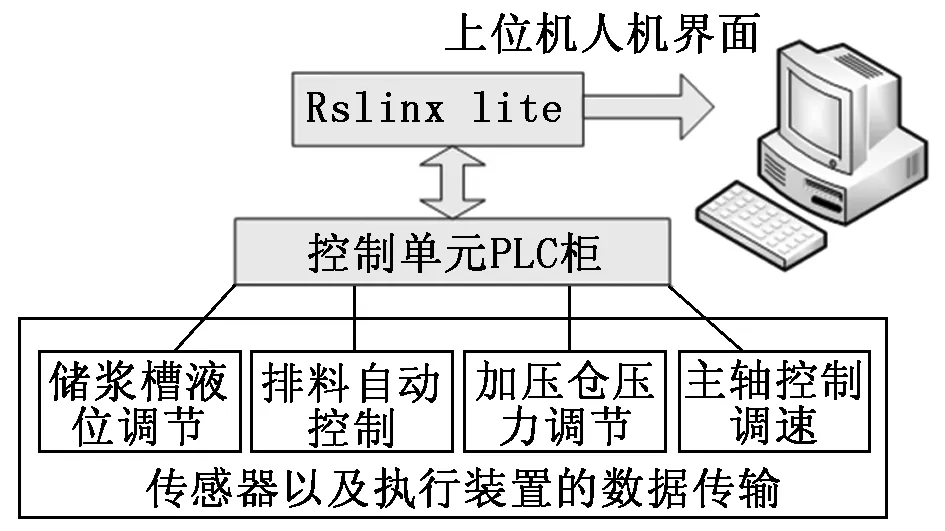
图2 加压过滤机自动控制系统软件结构框图
3.2 自动控制系统试运行
当确定了加压过滤机能够自动完成所有工序后,开始进行加压过滤机的正式生产调试与运行。首次运行时,先由给料口少量均匀给入煤泥水,观察加压过滤机能否正常工作,过滤机内是否有异常撞击声响,高压、低压风机的声音是否正常,闸板能否正常开合,液压泵工作是否流畅,密封充放气是否正常,排料口给出的精煤水分含量是否满足生产要求等。若在试运行60个周期后,以上部分没有出现异常,精煤的水含量也满足生产要求,则开始按照设计产能给料,工作人员继续进行上述观察[6-7]。
若在设计产能的运行测试中设备没有发现异常情况,产出精煤满足生产要求,则可基本确定该加压过滤机的自动化控制系统满足设计要求。
4 结语
该系统在原有的两台GPJ-120型加压过滤机的基础上,选用了适合的传感器与执行机构,设计了一套与之相配套的自动化控制算法,解决了加压过滤机生产过程中工作稳定性差的问题,实现了加压过滤过程的自动入料、废水循环,稳定了产品质量,提高了精煤回收率,同时节省了水资源的使用,降低了成本,保护了环境。上位机监控避免了操作员长期停留在加压过滤机生产现场,减少了员工所受到的噪声污染,减少了现场看守的工作人员,综合效益显著提高。
猜你喜欢
选煤技术(2022年3期)2022-08-20
选煤技术(2022年2期)2022-06-06
煤炭加工与综合利用(2021年7期)2021-08-26
煤炭加工与综合利用(2020年11期)2020-12-16
中国金属通报(2020年20期)2020-12-09
河南化工(2020年1期)2020-03-10
河北农机(2020年10期)2020-01-08
电子制作(2018年12期)2018-08-01
中国设备工程(2016年10期)2016-02-06
自动化博览(2014年12期)2014-02-28