
针织圆纬机牵拉张力闭环控制技术
2018-10-30 07:35彭来湖吴英刚王罗俊胡旭东
纺织学报 2018年10期
彭来湖, 吴英刚, 王罗俊, 胡旭东
(1. 浙江理工大学 现代纺织装备技术教育部工程研究中心, 浙江 杭州 310018; 2. 浙江理工大学 浙江省现代纺织装备技术重点实验室, 浙江 杭州 310018)
在针织圆纬机编织过程中,织物牵拉是整个编织过程的重要环节,直接关系到织物密度的均匀性和整体产品的质量。根据实际生产经验,牵拉卷取装置对织物产生的牵拉张力过小会使织物折叠变皱[1],张力过大会使织物拉伸变形,损坏织物。目前国内外研究的牵拉卷取装置主要是机械传动控制方式和开环电子式控制方式。其中,开环电子控制方式较为先进[2],福建泉州凹凸精密机械有限公司和意大利圣东尼公司都有直流电动机牵拉卷取装置。机械传动控制方式中虽然牵拉辊与针筒线速比稳定,但在更换产品的种类时,需要工人停机后手动调节织物牵拉力度,机器调试效率低,重现性差,自动化程度低。开环电子式控制方式可实现牵拉参数在线不停车数字化调节,分为定线速比跟随型和定扭力输出控制型。定线速比跟随型是指牵拉辊速度实时跟随针筒转速,需要使用编码器实时采集针筒位置信号,由于编码信号存在量化误差,特别在机器加减速度、启停过程中,速度跟随的滞后问题凸显,造成布面张力不稳定;定扭力输出控制型使用力矩电动机驱动牵拉辊,通过实时控制电动机输出扭力实现对布面的牵引,在电网电压波动时,电动机输出力矩会跟随波动,亦造成布面张力不稳定,所以,开环电子式控制方式无法达到布面张力恒定控制的精细要求。
针对针织圆纬机牵拉卷取机构的机械传动控制方式和开环电子式控制方式的不足,本文提出了一种可以对织物进行恒张力控制的闭环控制系统的设计方案。系统以高性能ARM芯片为控制核心,集人机交互、张力采集处理、电动机驱动、通讯等模块于一体,并结合模糊PID控制算法,实现了针织圆纬机在编织过程中布面张力恒定控制的要求。
1 牵拉张力闭环控制原理及机构优化
控制系统实时检测并控制织物张力,是牵拉张力实现闭环控制的基本要求。设计方案通过桥式压力传感器间接检测和反馈当前织物张力,再由主控制器将反馈的张力和人机界面设定的张力进行比较,若二者的差值超出误差范围,则主控制器根据模糊PID算法计算的电动机转速来控制电动机速度,从而控制织物张力维持在设定的范围内,实现牵拉张力的闭环控制。
为实现转速传动,原有牵拉辊组3根辊体间存在横向作用力,中间辅牵拉辊下侧虽包覆半圆周布面,但无法传递布面张力,为解决这一问题,本文在原有的牵拉卷取机构的基础上增加张力检测辊。改进后的牵拉卷取机构侧面示意图如图1所示。主要包括主牵拉辊、辅牵拉辊、卷取辊、张力检测辊、桥式压力传感器等。张力检测辊安装于主牵拉辊和辅牵拉辊下方,两端通过安装座固定于桥式压力传感器之上。主牵拉辊的旋转牵引织物从2辅牵拉辊间隙中向下,绕过下方张力检测辊后从主牵拉辊和一辅牵拉辊中间出来,最后绕到卷取辊上。主牵拉辊和卷取辊为主动旋转辊,张力检测辊和中间辅牵拉辊为被动旋转辊,右侧辅牵拉辊为自由辊,起压扁布面的作用。当布面牵拉张力发生变化时,会引起压力传感器所输出的电模拟量信号发生相应变化,这样即可实现布面牵拉张力的实时检测。
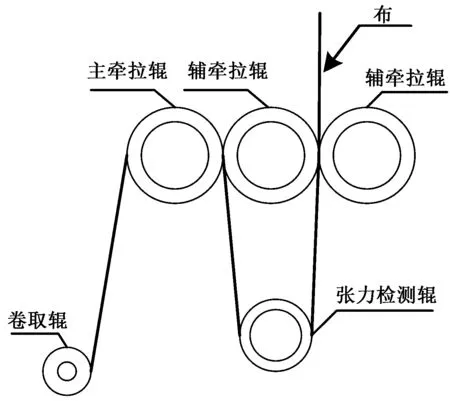
图1 牵拉卷取机构侧面示意图Fig.1 Sketch map of drawing and rolling-up device
2 硬件电路设计
2.1 总体硬件设计方案
根据牵拉卷取机构的控制要求,系统选择ARM为控制器核心,通过编程实现复杂的算法来提高控制精度[3-4]。硬件驱动电路的整体框图如图2所示。其中:微控制单元(MCU)采用Cortex-M4内核的ARM芯片STM32F407;液晶驱动模块配液晶屏和触摸屏实现数据交互和显示;张力检测模块对压力传感器所测的微弱信号进行放大和滤波,并送入MCU的模数转换器(ADC)通道;电动机控制模块主要控制主牵拉辊和卷取辊的速度;电源模块为其他模块提供所需的电源;通信模块为可扩展模块,包括RS485和CAN。
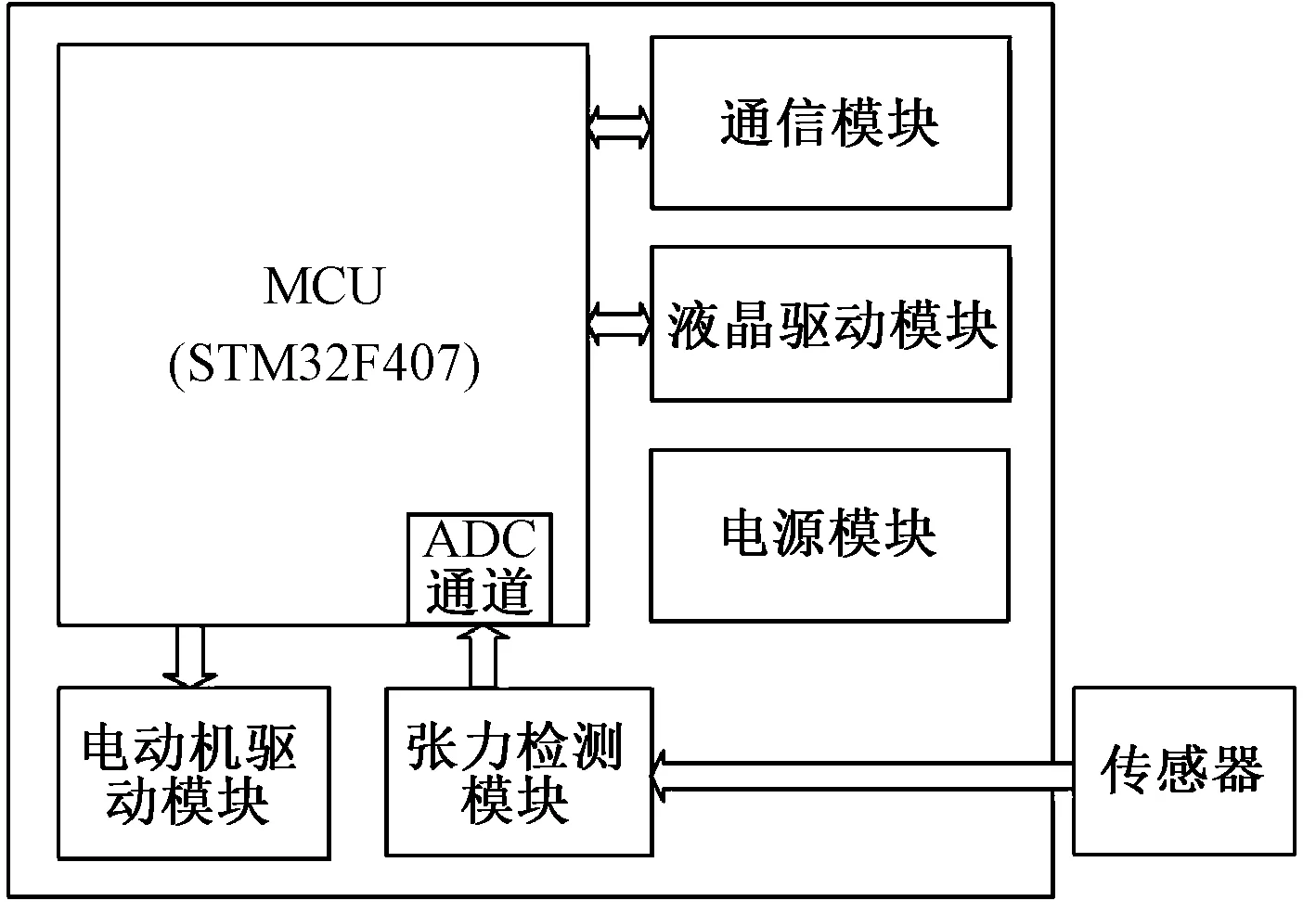
图2 电路总体结构图Fig.2 Block diagram of hardware circult
2.2 织物张力实时检测电路
设计方案选择桥式应变片式电阻传感器进行张力检测,其灵敏度为(2±0.1)mV/V,量程为10 kg,供电电压采用5 V,所以每1 g质量的变化会引起压力传感器1 μV的电压变化。张力检测电路简图如图3所示。为方便MCU对传感器微弱信号进行ADC采样,设计方案选用三运放仪表电路对微弱信号进行放大,再送入MCU的ADC通道。仪表放大电路拥有差分式结构,对共模噪声抑制强,适合对微弱信号的放大[5]。考虑到MCU的采样信号电压为0~3.3 V,以及织物张力大小和张力检测辊的质量,放大电路的增益设定为1 000。
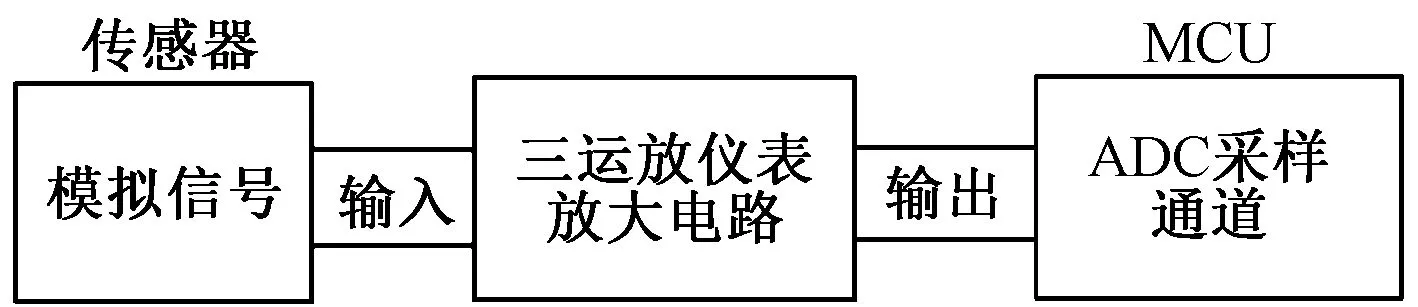
图3 张力检测电路简图Fig.3 Simple circult of tension detection
2.3 电动机驱动电路
根据实际牵拉卷取过程,驱动主牵拉辊的电动机速度和方向都要方便调节,驱动卷取辊的电动机要能在一定负载范围内保持被卷物张力均匀。通过对各类电动机的机械特性比较,本系统采用步进电动机来驱动主牵拉辊,采用卷绕特性的交流力矩电动机来驱动卷取辊。
对于步进电动机的驱动,MCU将控制步进电动机驱动器的方向、脉冲管脚引出,接到双通道高速光耦TLP2116的前端,以实现信号隔离。同时由于步进电动机驱动器对步进电动机采用差分控制[6],所以光耦TLP2116后端的控制信号先经过差分芯片AM26LS31CD转化为差分信号,再连接到步进电动机驱动器上。
力矩电动机驱动电路简图如图4所示。该电路原理是通过改变力矩电动机的供电电压来改变输出力矩大小。MCU首先通过交流电过零检测电路[7]来捕获交流电过零点时刻,然后输出同步控制信号到双向可控硅电路,从而控制力矩电动机的供电电压。

图4 任务交互流程图Fig.4 Flow-process diagram of task interactions
3 控制程序设计
3.1 基于多任务调度的软件设计方案
uC/OS-II是一个实时性强、任务多的内核,提供任务管理机制[8]。本系统通过移植uC/OS-II,将不同的工作分成多任务进行处理,主要任务如图5所示。包括LCD刷新显示任务、张力检测及处理任务和电动机驱动任务,MCU初始化后,各任务间通过消息邮箱进行数据传输。

图5 力矩电动机驱动电路简图Fig.5 Simple driving circuit of torque motor
3.2 LCD刷新显示任务程序
emWin是由SEGGER公司研发的图形化软件,适用于各种嵌入系统[9]。本系统移植emWin进行人机界面设计,可实现参数的输入和数据的显示,如进行布面张力大小、浮动范围的设置,以及张力检测值的显示等。
3.3 张力检测及处理任务程序
方案设计目标是实现牵拉张力闭环控制,因此织物张力需要实时检测。张力检测及处理任务流程如图6所示。MCU将ADC通道采集的传感器放大信号换算成织物的实时张力,并通过消息邮箱的通信方式发送给LCD,刷新显示任务和电动机驱动任务。

图6 张力检测及处理任务流程图Fig.6 Flow-process diagram of tension detection and handle
3.4 电动机驱动任务程序
电动机驱动任务主要是通过调节步进电动机的转速来维持牵拉张力的恒定。电动机驱动任务流程如图7所示。MCU将LCD屏上设置的张力值和张力检测及处理任务发送的织物实时张力值进行对比,判断二者差值是否在浮动的范围内,而后决定是否需要执行电动机动作。若超出浮动范围,则结合恒张力闭环控制算法调节步进电动机转速。

图7 电动机驱动任务流程图Fig.7 Flow-process diagram of motor drive
4 恒张力闭环控制算法实现
4.1 模糊PID算法的引入
对于非线性且时变系统,传统的PID算法无法满足系统的控制需要,所以在设计张力闭环控制系统时引入了模糊PID控制算法[10]。模糊PID控制流程如图8所示。传感器实时测量织物张力并反馈给MCU,MCU将检测到的张力值和设定的张力值进行比较,计算出误差e和误差的变化c,并通过模糊控制器进行模糊推理[2],得到一组新的调节参数kp、ki和kd,再用此参数调节电动机速度,从而逐步改变织物张力达到设定值。

图8 模糊PID控制流程框图Fig.8 Flow-process diagram of fuzzy PID control
4.2 模糊PID的自整定实现
模糊控制器选取e和c为输入变量,kp、ki、kd为输出变量,各变量的隶属函数选取计算简单的三角形隶属函数,论域设定为[-3,3],模糊子集语言变量取值为{NEB, NEM, NES, ZO, POS, POM, POB},依次代表负大、负中、负小、零、正小、正中、正大[11]。根据模糊控制的基本规则,kp、ki、kd3个参数对系统的影响,以及织物张力的自身特性,得出3个参数模糊规则表,如表1所示。

表1 3个参数模糊规则表Tab.1 Fuzzy ruleTable of three parameters
在模糊规则建立后,要想精确地得到输出值需要进行去模糊化处理,采用的是工控中应用广泛的重心法,以比例系数为例,重心法的计算公式为


5 实验测试和仿真测试
5.1 压力采集测试
信号放大电路的性能和ADC采样精度对张力检测的准确性起很大的作用,为验证放大电路增益和ADC采样的准确性,本文实验为压力传感器加载不同质量的物体,然后将压力传感器转换的模拟量送入放大电路,放大后的信号由MCU采集和换算,得到加载物体的质量。实验结果如表2所示。可看出,放大电路的增益与上文确定的值相符,MCU所测质量与实际加载质量接近,从而验证了本系统张力检测的准确性。
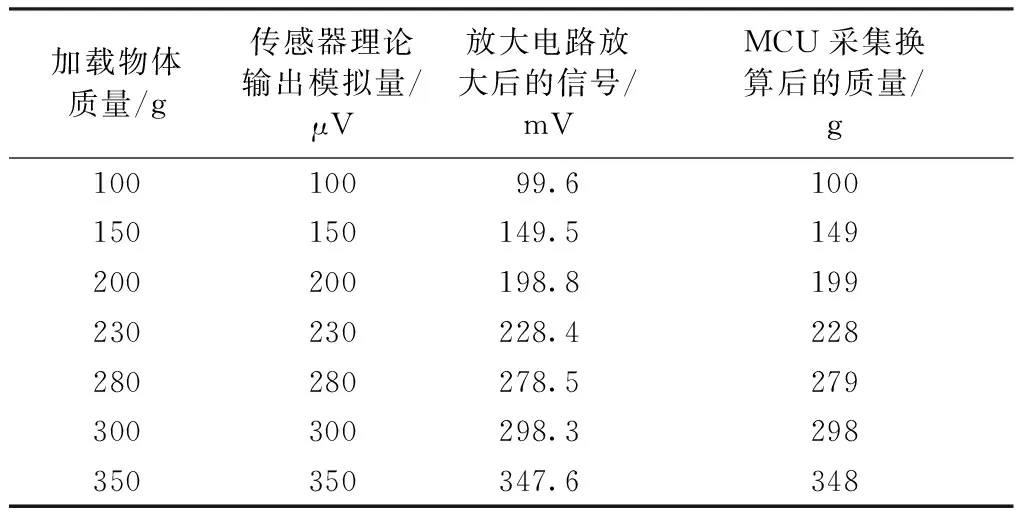
表2 压力采集统计表
5.2 步进电动机驱动测试
系统采用差分的方式控制步进电动机的速度和方向,图9示出控制步进电动机的差分波形。经实验测试,在改变控制脉冲的频率时,步进电动机的转速会相应改变。

图9 步进电动机控制波形图Fig.9 Waveform of step motor contral
5.3 恒张力闭环控制算法仿真测试

从图10可看出,织物实际张力对于界面设定的张力具有良好的跟随性能,说明系统的动态和稳态指标好,使用模糊自整定PID控制算法能满足张力闭环控制的要求。
6 结束语
本文针对圆型纬编针织机在编织高端织物时牵拉力不稳定造成布面密度不均的工程问题,深入分析现有机械式牵拉卷取机构和开环电子式牵拉卷取机构的优劣,采用张力闭环控制理论,优化设计牵拉卷取机构,提出一种针织圆纬机动态牵拉力恒定控制方法,研发了一整套包括张力检测、信号处理、实时控制和人机交互于一体的牵拉张力闭环控制系统,实现了布面张力的恒稳控制,解决了圆型纬编针织机牵拉时布面张力波动的问题。通过算法仿真和实验测试,验证了控制系统设计方案的合理性和可靠性,具有良好的工程应用前景。
猜你喜欢
收藏与投资(2022年9期)2022-10-13
青海湖(2022年5期)2022-07-25
北京航空航天大学学报(2022年5期)2022-06-06
连云港师范高等专科学校学报(2021年1期)2021-07-12
中华养生保健(2020年10期)2021-01-18
体育科学(2018年11期)2018-12-07
测控技术(2018年1期)2018-11-25
电子制作(2018年11期)2018-08-04
艺术评论(2017年10期)2017-03-22
军事体育学报(2016年4期)2016-05-11
