
仪表截止阀阀座密封面精加工装置
2018-10-26 06:11江苏海纳机电集团有限公司扬中212216蔡纪星王成虎
金属加工(冷加工) 2018年10期
■江苏海纳机电集团有限公司 (扬中 212216) 蔡纪星 王成虎

扫码了解更多
2015年我公司自主开发了BWJ系列核级波纹管仪表截止阀,该阀门主要为了满足高温、高压及零泄漏等恶劣环境,为了达到阀门零泄漏的密封性能要求,很大程度上取决于阀门阀座密封面(见图1)的加工精度,因此对阀门阀座密封面加工精度要求较高,阀门阀座密封面精度的影响因素主要有3个方面:表面粗糙度、角度精度和锥表面的硬度。通常加工阀门阀座密封面的方法是用金属切削机床靠刀具切削加工阀门阀座密封面,阀门阀座密封面靠金属切削机床的走刀形成,加工的精度和表面粗糙度都不太理想,更主要的是金属切削加工不能提高工件加工表面硬度,改善加工表面状态。针对上述现有加工方法的不足与产品的实际加工要求,我们采用冷挤压的工作原理设计了一种既能降低阀门阀座表面粗糙度同时又能提高其表面硬度的精加工装置,满足了产品加工精度的要求。
设计的仪表截止阀阀座密封面的精加工装置如图2所示,包括与阀门阀座密封面接触的滚柱以及1个可旋转的并可沿轴向进给的主轴,在主轴上设置一环形支架,各滚柱的中心轴在同一锥面上,滚柱由支架支撑仅能产生转动,滚柱的外缘母线形成的锥面与待加工的阀门阀座密封面的锥度相同,滚柱为圆柱形滚柱或圆锥形滚柱,为了便于加工滚柱通常采用圆柱形滚柱,且滚柱的中心所在的锥面与待加工的阀门阀座密封面的锥度相同。采用滚柱冷挤压研磨的方式对阀门阀座密封面精轧加工,常温状态下对阀门阀座密封面施加压力,使阀门阀座密封面表面层产生塑性变形,修正阀门阀座密封面表面微观几何形状,同时可使阀门阀座密封面表面层的金相组织发生改变,形成有利的压应力分布,提高了阀门阀座密封面的耐磨性和硬度。
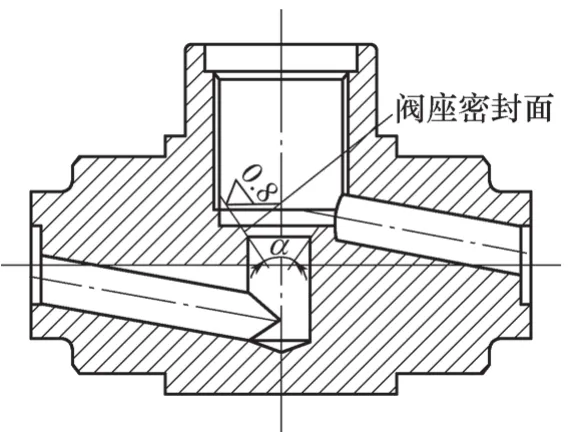
图1
仪表截止阀阀座密封面的加工方法:在待加工阀门阀座密封面粗加工后,将所述的待加工阀门和本精加工装置的主轴分别固定,沿待加工阀门阀座密封面轴向进给所述精加工装置的主轴,当滚柱与待加工阀门阀座密封面贴合后,使待加工阀门阀座密封面和所述精加工装置的主轴产生相对转动,通过所述精加工装置的滚柱对待加工阀门阀座密封面滚压精加工,加工时,主轴的转速为100~1 000r/min,滚压深度t=0.01~0.02mm。产品加工现场如图3所示。
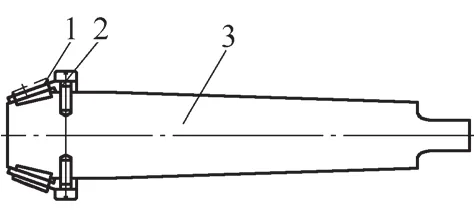
图2 1.滚柱 2.环形支架 3.主轴
本阀门阀座密封面精加工装置结构简单,加工时间短,操作方便,阀门阀座密封面粗加工后,用滚压头一次精轧,10s左右可以完成,滚压深度0.01~0.02mm,加工时间是研磨加工的1/10~1/20,可省去研磨工序,降低成本,加工后的阀门阀座密封面的表面粗糙度值Ra从6.3~3.2μm降低到0.8~0.1μm,精度大幅提高,角度尺寸保持一致,加工后的阀门阀座密封面表面硬度可提高40HV以上,改善了阀门阀座密封面表面状态。同时,本阀门阀座密封面精加工装置可以方便的在普通的大、中、小车、镗、钻、铣等机床上进行。较好地解决了核级仪表截止阀阀座密封面精度高难加工的问题。

图3 产品加工
猜你喜欢
内燃机与动力装置(2022年4期)2022-09-30
机床与液压(2022年8期)2022-09-19
机械制造(2022年6期)2022-09-01
南方农机(2022年14期)2022-07-20
航天制造技术(2022年2期)2022-05-17
制造业自动化(2022年1期)2022-02-11
科学与财富(2021年33期)2021-05-10
中国设备工程(2019年13期)2019-08-06
智能城市(2019年11期)2019-07-16
制造技术与机床(2019年1期)2019-01-14
