
焊机配套工业机器人的接口技术
2018-10-25 05:42:16朱柏树
电焊机 2018年9期
贺 掬,朱柏树
(1.四川电子机械职业技术学院,四川绵阳621023;2.成都华远电器设备有限公司,四川成都 610207)
0 前言
国外库卡、ABB、发那科、安川等,国内新时达、广数、新松和卡诺普等厂家都在致力于发展机器人或者机器人控制器,焊机更是比比皆是。由于工件的不一致性、作业现场的复杂性和自动化焊接的成本高等问题,使得人工焊接仍然是焊接行业的主流。国内除汽车制造行业普遍使用机器人焊接外,其他行业还是以人工为主,其原因是没有将机器人焊接很好地应用到这些行业。因此,如何将机器人和焊接电源无缝衔接起来并应用到所需行业显得格外重要。
1 概述
1.1 机器人焊接电源及其通讯
机器人焊接电源是专门为配套机器人而设计的焊接电源,是一种基于传统焊接电源并具备机器人接口的焊接电源。机器人接口分为模拟通讯接口和数字通讯接口。传统的模拟通讯接口一般含有以下几类信号:(1)机器人控制焊机的开关量信号:启动信号、送气信号、送丝信号、退丝信号和开启焊道搜索信号;(2)焊机反馈给机器人的开关量信号:焊机就绪、引弧成功、粘丝信号和焊道搜索检测信号;(3)机器人控制焊机的模拟信号:电流(送丝速度)和电压给定信号;(4)焊机反馈给机器人的模拟信号:电流(送丝速度)和电压反馈信号。
模拟通讯的优点有:(1)通讯的实时性极强;(2)通讯的可靠性高;(3)安装调试极为方便;(4)出现通讯故障检修容易。模拟通讯主要的缺点是通讯连线多,几根到几十根,接线复杂,不便于长距离通讯和多个机站组网。模拟通讯是双向的,如果焊机是模拟通讯接口,意味着机器人也得采用模拟通讯接口,或者通过中转设备转接。当下流行的数字通讯有现场总线和工业以太网,通讯信号除了上述的模拟通讯信号外,还包括诸多其他信号,例如:调取焊机的存储通道号、读取焊机的错误代码和修正信号等。数字通讯弥补了模拟通讯连线多的缺点,通常只需4~6根组成的屏蔽电缆线即可[1]。
1.2 工业机器人及其通讯
工业机器人(Industrial Robot)是指工业生产中使用的机器人。日本在工业机器人的研究、生产和应用方面都居世界首位。以日本发那科机器人为例,针对国际主流焊机的数字通讯方式如表1所示。工业机器人应用在焊接行业通常配套的均为国外高端焊机,并配有相应的弧焊软件包,价格昂贵,维护维修困难,机器人焊接系统的维护管理人员成本很高,极大地制约了焊接机器人走入国内中小企业。国内的焊机配套工业机器人,大多单独使用模拟通讯方式或者通用的总线通讯方式(如Devicenet通讯),不管是模拟通讯方式还是通用总线通讯方式,在配套过程中,基本焊接功能容易实现,但是很难实现包括起止点寻位和焊缝跟踪等全部功能。因此大部分国内焊机配套的机器人焊接系统都停留在演示和教学阶段,很难投入到实际生产中。反之,机器人焊接得不到普及,无数焊工仍然处于恶劣的焊接环境中。

表1 发那科焊接机器人的数字通讯方式
1.3 起止点寻位
在焊接开始前,很多情况下,由于工件的摆放、夹持的误差或者工件相互的点固误差,需要寻找实际焊道的起止点位置,并补偿被示教的机器人的路径轨迹,达到校准焊接起止点的目的[2]。工业机器人普遍采用接触传感的方式来实现起止点寻位。
接触传感的基本工作过程为:机器人系统通过开启焊道搜索信号使焊机进入焊道搜索状态,此时焊机在焊接回路的正负极之间输出一个电压差,一般低于人体安全电压,机器人拿持焊枪通过焊丝接触工件,当焊接回路发生短路时,立刻给机器人一个接触工件的反馈信号即焊道搜索检测信号,机器人收到反馈信号后立刻停止,同时记忆该位置[2-3]。在示教时,接触传感器检测出一个工件位置(基准位),再现时再检测出一个工件位置,两个位置相减,即计算出偏差量,根据偏差量,机器人计算出补偿量,并将补偿量反映在该点的执行位置上[4]。由于机器人快速运动地触碰工件,因此焊道搜索检测信号必须及时反馈到机器人控制中心并停止机器人动作,使得焊枪不撞到工件,才能得到准确的空间位置。所以焊道搜索检测信号的实时性尤为重要,采取模拟独立走线的通讯方式。
1.4 焊缝跟踪
焊缝跟踪是指通过传感器来识别或者校准焊接路径的办法,使得焊接过程始终沿着实际的焊缝进行,传感器是其重要的组成部分,一般采用接触式传感器、电弧传感器、视觉传感器和光电传感器等来实现。通常把采用电弧传感器来实现焊缝跟踪的方法称为电弧跟踪,工业机器人焊接工作站主要采用视觉跟踪和电弧跟踪,由于焊接环境复杂多样,电弧焊接本来就产生高强度的光和热,使得视觉跟踪难度大、可靠性低、成本高,而电弧跟踪是较为廉价可行的焊缝跟踪技术。
电弧跟踪主要是在中厚板焊接中所使用的一种功能,该功能使流过焊丝和加工工件之间的电流值保持对机器人进行一定的补偿。由此,加工工件被稍许偏离地设置时,在加工工件中出现偏差时,或者加工工件因热应变而变形时,机器人会自动地对焊接路径进行补偿,进行适当的焊接。电弧传感器的作用,以发那科R-30iB机器人为例:可以进行上下方向和左右方向的补偿;只有在使用摆焊时,可以进行左右方向的补偿,其中,只对正弦型摆焊有效;可以在直线和圆弧路径中使用。
电弧传感器是在焊接过程中实时采样电流信号来实现电弧跟踪,因此,焊缝跟踪的准确程度与机器人得到的电流信号息息相关,对电流反馈通讯的实时性要求较高。
2 集成焊接系统
集成焊接系统主要由FAUNC R-30iB机器人、华远焊机NB-350HD(ROB)、亿伯特焊枪和倍福模块等组成。如图1所示,FAUNC机器人由机器人控制柜、机器人本体和连线等组成,华远焊机由焊接电源、送丝机构和通讯电缆等组成,机器人接线盒由机器人IO接口插座、倍福模块和转接插座等组成。
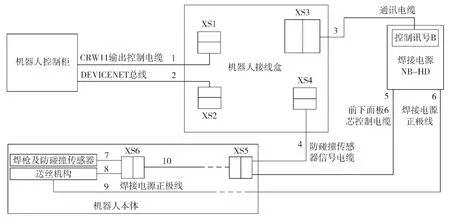
图1 集成焊接系统框图
FAUNC R-30iB Mate机器人控制柜是整个集成焊接系统的控制中心,指挥机器人本体的焊接行走轨迹,并实时控制机器人焊接电源。CRW11输出控制电缆(1号线)是与焊接电源进行模拟通讯的电缆,包括与焊接电源通讯的除电流电压反馈信号外的所有信号线;DEVICENET总线(2号线)与机器人控制盒中的倍福模块相连,倍福模块将焊机反馈的电流电压信号转换为数字信号并以DEVICENET现场总线的方式与机器人进行通讯;通讯电缆(3号线)是焊接电源机器人接口的专用通讯电缆,包含与机器人通讯的所有信号线;防碰撞传感器电缆(4号线)将防碰撞信号反馈给机器人以及输出驱动防碰撞传感器的驱动信号;前下面板6芯控制电缆(5号线)是焊机与送丝机构的通讯电缆,包含电机的驱动信号线、气阀的控制信号线和点动送丝控制线;焊接电缆正极线(6号线)接送丝机构上的焊枪。
由于起止点寻位要求高实时性,选用了模拟通讯方法,通过发那科模拟接口板与焊机进行通讯;由于电弧跟踪的实时性要求以及软硬件的现实配置空间,选用了倍福模块转总线的方法实现,并让最少的模拟信号通过倍福模块转接到机器人的DEVIECENET总线;由于使用的是发那科非指定的国内焊机,在软件配置时通过此种混合通讯的方式与焊机通讯,达到并行不悖,不但实现了基本的焊接控制功能,而且实现了起止点寻位和电弧跟踪功能。
混合通讯应用于在机器人与焊机的集成通讯,既采用了传统的模拟通讯方式(尽可能多地将通讯信号纳入到此种通讯方式中),也采用了流行的现场总线通讯方式(单独将电弧跟踪需要的电流反馈信号纳入此种通讯方式中)。不但解决了多个信号实时性的要求,而且解决了国内焊机以全功能配套国际主流机器人软件配置方面的问题。焊接功能齐备,满足中厚板大多数复杂的焊接现场需求。
3 结论
介绍了一种如何利用焊机配套工业机器人的混合通讯方法,不但实现了焊机(以华远焊机为例)配套机器人的普通焊接功能,而且实现了起止点寻位和焊缝跟踪功能,使得整套焊接设备能很好运用于中厚板生产焊接中,对工件的加工、点固和夹持误差和焊接过程中的热变形均有良好的自校准功能。
猜你喜欢
茶叶通讯(2022年2期)2022-11-15 08:53:56
茶叶通讯(2022年3期)2022-11-11 08:43:50
机械研究与应用(2022年4期)2022-09-15 02:17:04
智能建筑电气技术(2022年2期)2022-02-06 02:30:58
制造技术与机床(2019年9期)2019-09-10 07:36:42
电子制作(2017年22期)2017-02-02 07:10:15
中国科技信息(2016年19期)2016-10-25 08:17:29
焊接(2016年1期)2016-02-27 12:59:40
焊接(2015年10期)2015-07-18 11:04:46
焊接(2015年9期)2015-07-18 11:03:53
