
某模块接管焊口疲劳失效分析
2018-10-25 05:44:56陶凯
电焊机 2018年9期
陶 凯
(森松(江苏)重工有限公司上海分公司,上海201323)
0 前言
某多晶硅项目还原炉模块经工厂检验合格后发货,经过近4 000 km陆路运输到达现场后,经检查发现,此模块共40条支管线,31号焊口开裂,凸台与管线采用支座式焊接,支座上开V型单边坡口,坡口如图1a所示。采用GTAW焊,填充采用φ2.4 mm的ER316L焊丝,保护气体为99.99%氩气,焊接工艺参数如表1所示。

表1 焊接工艺参数Table 1 Welding parameters
管子及凸台材料均为022Cr17Ni12Mo2,管子直径168.3 mm,厚度3.4 mm;凸台直径33.4 mm,厚度4.55 mm。检查发现裂纹沿焊趾处开裂,外观形貌如图1所示。为了查明失效原因,切割此处接管并进行理化分析。
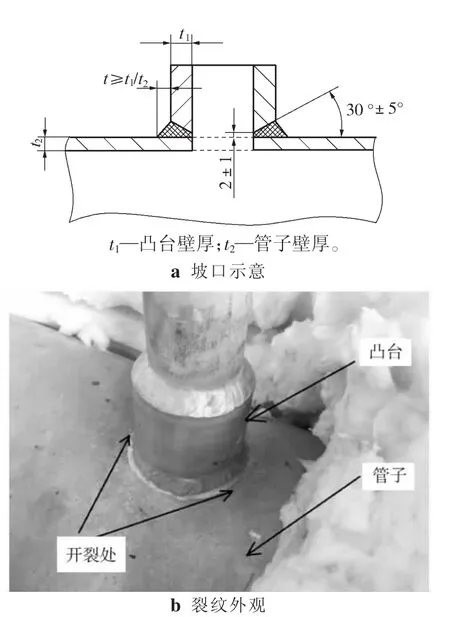
图1 坡口及管子裂纹示意Fig.1 Pictures of the joint groove and pipe crack

图2 裂纹处金相照片Fig.2 Microstructure of the crack
1 理化试验
1.1 金相检验
由图1可知,裂纹沿着管子的焊缝边缘处。将切割后的管子沿裂纹处取样进行金相检验,将样品打磨抛光用10%草酸电解腐蚀后,在金相显微镜下放大200倍观察组织,组织照片如图2所示,金相结果显示组织为奥氏体组织。裂纹起源于管子外壁焊趾处,沿着管外壁往内壁扩展。裂纹为穿晶裂纹,裂纹边缘组织晶界清晰,无碳化物析出[1]。
1.2 化学成分分析
取样进行化学成分分析,采用台式直读光谱仪
1.3 力学性能试验
在裂纹附近处纵向取样进行室温拉伸性能试验,拉伸试样宽度12.5 mm,厚度按原管壁厚,按照GB/T228.1[2]试验方法进行拉伸试验,试验结果如表4所示,满足标准要求。对焊接接头进行维氏硬度检测,数据如表5所示。(型号SPECTRO MAXx)对接管外壁、内壁及凸台进行化学成分分析,结果如表2和表3所示。结果显示,其成分满足标准要求。

表2 管子化学成分Table 2 Chemical requirements of the pipe %

表3 凸台化学成分Table 3 Chemical requirements of the convex coupling %
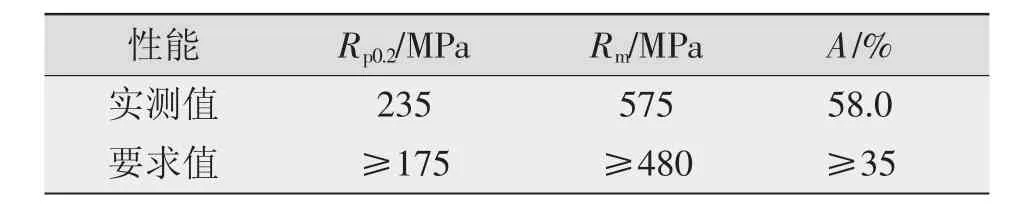
表4 管子拉伸试验结果Table 4 Tensile test result of the pipe
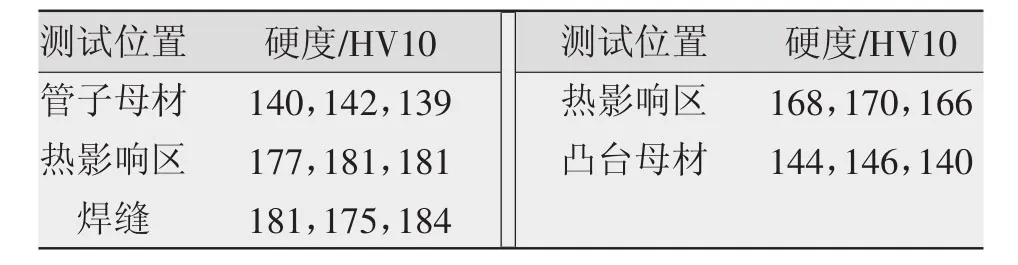
表5 焊接接头硬度试验结果Table 5 Hardness test result of the joint
1.4 断口分析
将断口用酒精清洗、干燥后,使用扫描电镜进行观察,断口宏观形貌如图3所示。观察断口可知,此处断裂起源于管外壁,其起源区、扩展区、瞬断区及扩展方向如图中箭头所示。
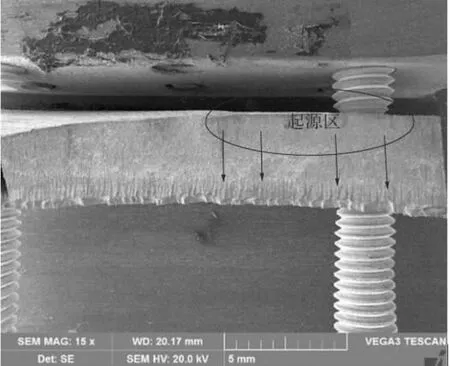
图3 断口宏观形貌Fig.3 Macro appearance of the fracture
分别放大观察起源区、扩展区、瞬断区。起源区放大后照片如图4所示,起裂源附件表面可见较多微小裂纹。扩展区放大后观察形貌如图5所示,微观下可见明显的疲劳辉纹。瞬断区断口粗糙,局部有磨损,断口微观形貌为疲劳断口,如图6所示。
由理化试验结果可知,有裂纹的管子的化学成分、拉伸试验性能均满足标准要求。金相检验结果表明,焊接热循环对管子母材没有恶劣影响,管子母材金相组织为正常奥氏体组织。断口扫描电镜显示,此贯穿裂纹由管外表面焊趾处产生,向管内壁延伸,最终贯穿断裂。
2 分析与讨论

图4 起源区形貌Fig.4 Crack source morphology
接管上凸台开V型单边坡口,凸台厚度较厚,而管壁较薄,与接管为全焊透结构。观察开裂的焊接接头外观,与接管连接处的焊缝没有圆滑过渡,局部位置的焊缝外表面与管子呈近90°直角,此焊缝焊趾处容易形成应力集中,而其他接管凸台焊缝有圆滑过渡,不易形成应力集中。
凸台焊缝较厚,而对应管子较薄,加上接管焊趾处应力集中,在此位置易萌生疲劳源。现场检查发现支线上端固定处存在一定间隙,如图7所示。本模块装车后从江苏经过长途陆运运往新疆,路途遥远,运输过程中路面不平难免造成颠簸,同模块上曾发现螺母在运输颠簸后掉落。运输过程中的颠簸加上模块本身结构原因(支线下端装有2个阀,且支线凸台处于管子单端固定),运输过程中往返晃动形成的载荷使得焊趾处萌生的裂纹向管内壁扩展,管壁较薄,当疲劳裂纹扩展到一定程度时造成开裂[3-4]。如果管支线处的间隙过大,会导致运输过程中管支线摇晃,而进行强力固定,又会增加管子凸台焊缝处的应力。所以此处间隙过大时,应增加垫块进行固定。
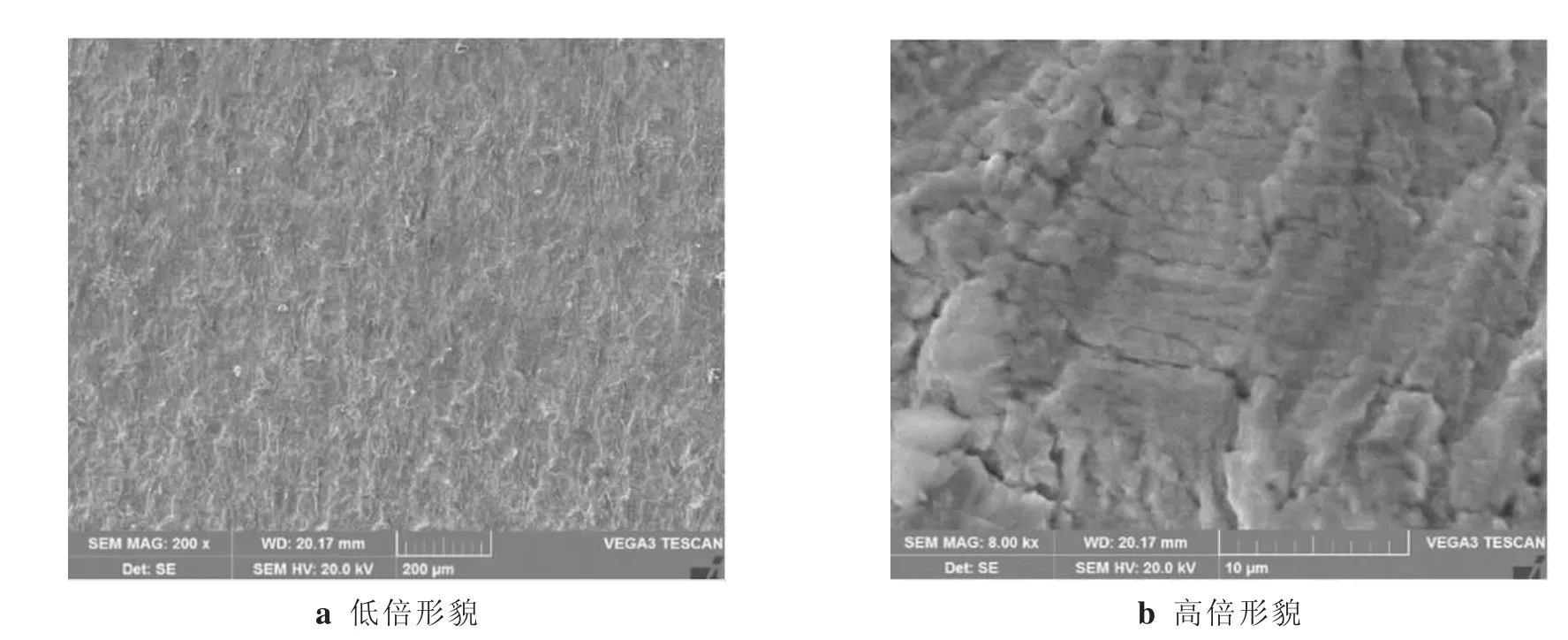
图5 扩展区形貌Fig.5 Extended region morphology
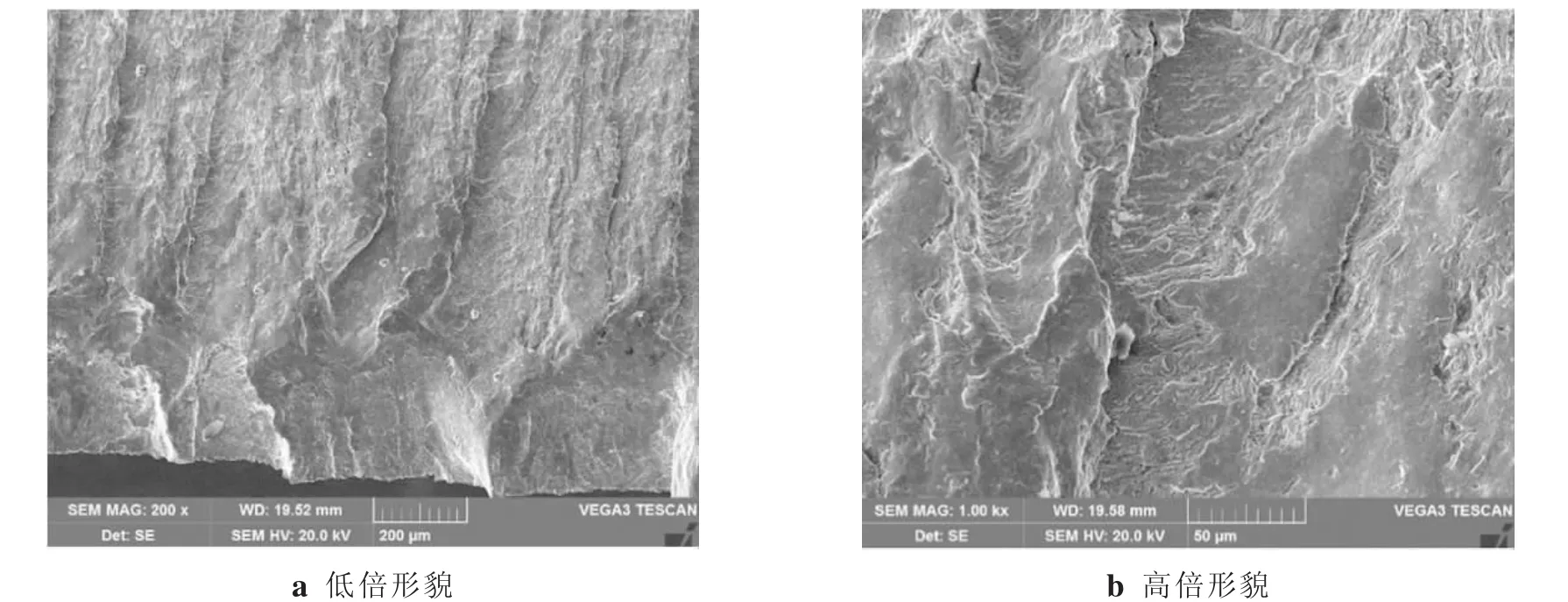
图6 最后断裂区形貌Fig.6 Final fracture morphology

图7 管线结构Fig.7 Pipe structure sketch
其他管线处焊缝都有圆滑过渡,而这条焊缝在检验时漏检,没有检验焊缝外观及进行修磨,从而导致此焊缝焊趾处应力集中,萌生裂纹源,随之扩展,最终导致疲劳失效,与断口分析结果一致。
3 结论
(1)该接管处失效机理为疲劳断裂,起源于管外壁的焊趾处,穿透整个管壁。
(2)增加管子壁厚,支线固定时防止固定过松,同时禁止强力固定。
(3)加强检验控制,特别是焊缝外观的检验,焊趾处要求圆滑过渡。
猜你喜欢
焊接学报(2023年11期)2023-12-09 06:58:26
石油化工建设(2018年3期)2018-11-30 02:03:14
发明与创新(2016年5期)2016-12-18 11:54:23
中国科技纵横(2016年6期)2016-05-14 13:11:02
焊接(2016年1期)2016-02-27 12:58:25
核科学与工程(2016年3期)2016-01-03 07:22:25
小天使·二年级语数英综合(2015年4期)2015-04-20 11:45:04
幼儿智力世界(2014年5期)2014-06-18 03:09:30
长江大学学报(自科版)(2014年4期)2014-03-20 13:20:38
首都经济贸易大学学报(2013年6期)2013-05-14 06:04:00
