
温度差下控制活塞外圆精加工尺寸大小的方法
2018-10-19 06:52滨州学院张宝国
电子世界 2018年19期
滨州学院 张宝国
1 概述
随着环保意识的提高,对内燃机排放有了更高的要求,活塞作为内燃机的关键零件,其外圆形线越来越复杂,外圆直径加工精度要求也越来越高。铝合金活塞的外圆直径的检测应在恒温20℃条件下进行,由于一年四季气候的变化,昼夜温差较大等原因,在没有恒温车间的条件下,给活塞精车外圆工序的外圆直径尺寸控制造成一定困难。例如某些机型活塞(如图1所示)体积小、壁薄,尺寸公差要求严格,DN点直径∅D-0.025-0.055,以公差0.01mm为一组,分为三组,而主机厂供货要求外圆Ⅰ组即∅D-0.025-0.035的占70%以上。操作人员发现在车间温度(约25℃)时加工出的该机型活塞,在恒温(20℃)下测量时变化约0.006mm,而且随着车间气温的逐渐升高,这一矛盾会十分突出。如何消除温差对外圆尺寸的影响,使最终检测尺寸接近于实际值,是急需解决的问题。
在实际生产中,许多中小企业由于自身条件的限制,在无法更换高精尖设备的情况下,摸索出一些比较实用的方法来消除温差对活塞直径测量的影响。
2 同材质对规测量法
在大批量、连续生产过程中,为提高测量效率,活塞外圆直径的测量不是用千分尺直接测量,而是用一个标准量仪与之比对测量,此种方法就是以对规(如图2所示)为基准,测量活塞与对规直径的差值。为使室温偏离标准温度时,对规与被测工件尺寸变化量基本一致,最好对规与被测工件材料相同、结构近似。测量时应将对规、被测活塞样件和测量仪器置于同一环境温度下恒定一段时间后进行。图示薄壁活塞结构比较复杂,对规不可能与其结构相同或相似,只能要求对规的壁厚要与活塞裙部平均壁厚基本相同,这样可以消除活塞与对规在温度差下的膨胀差值。对规的材料要与活塞的材料相同,采用一样材料,避免了不同材料的线膨胀差不同的问题,活塞的材料一般是ZL109,材料特性是硬度低、不耐磨,为提高对规的耐磨性和使用时间,在对规外圆上镀上一层铬或作其他硬化处理,缺点是制作工艺复杂、成本高。

图1 活塞
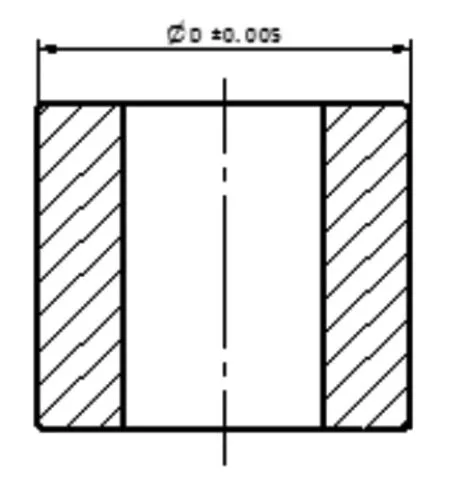
图2 对规
3 公式修正法
钢制对规热处理后硬度高、耐磨性好、使用寿命长。缺点是钢制材料对规与活塞铝合金的线膨胀系数差别较大,在室温偏离标准温度时,活塞与对规的尺寸变化量相差很大,如果不进行校正,可能使生产线操作工、检验员的判断出现较大偏差,造成误判、错判,甚至引起顾客抱怨。采用钢制对规比对测量时的误差校正,需要技术人员采集不同温度下的数据,利用Minitab软件处理数据,找出活塞、对规直径差值的变化规律,比较费时。Minitab软件是一款专用的统计技术数据处理软件,它的核心功能就是数据分析和图形分析以及趋势预测。下面我们利用此款统计分析软件,找出活塞与对规的直径差值随温度变化的规律。表1是某型号活塞与其对规在不同温度下直径的差值。
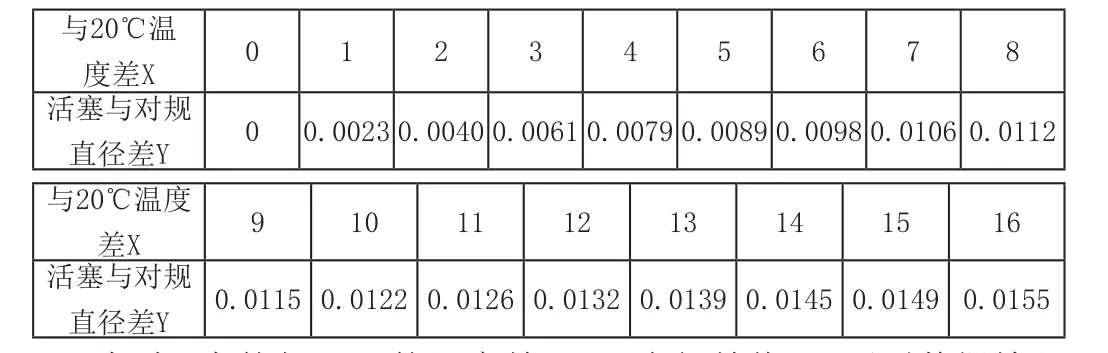
表1 某型号活塞测量数据 (单位:mm)
把表1中的与20℃的温度差(X)、直径差值(Y)两列数据输入Minitab16软件工作表中,点击Minitab16中菜单:统计→回归→拟合曲线图,得出以下统计数据和拟合曲线图(如图3所示)。
从图3所示可以看出:直径差值随温度的变化基本接近线形变化,其变化规律即回归方程:差值=0.000315+0.000945*温度差,根据回归方程与外圆对规的膨胀系数,我们就可以修正非标准温度下活塞直径的测量误差。
在非标准温度下(标准温度指20℃),因热胀冷缩会导致不同材质之间比对测量产生测量误差,为了减小测量误差,需针对每个活塞品种,经试验得到相应的修正系数,建立数据库备查,通过手工修正或相应的数据库自动修正。由于以上试验需要采集的数据较多,恒温时间也比较长,一般只对批量大,长时间在线加工的品种进行。小批量的品种,根据我们已做过的其它品种的试验,其修正值近似的按以下通用经验公式进行修正(注意正负号,高于20℃为负值,低于20℃为正值):

图3 拟合线图
修正值=7.98×10-6×被测直径×(20℃-实际温度) (单位mm)
4 结论
活塞在非标准温度下控制测量误差的方法,一是采用同材质的测量对规,此种方法简单、成本低,缺点是对规制造成本高;二是采用钢制对规,通过Minitab软件找出钢制对规在不同温度差下与活塞直径差的变化规律,通过公式来修正,采用此种方法需要采集试验数据较多,大批量加工时适合使用。企业在生产过程,要根据加工条件、批量大小,采用简单、可靠的控制方法。
引文
①张艳花等.Minitab软件在计量数据管理中的应用[J].计量技术,2010(8):66-68.
②刘立明.活塞销孔和外圆直径检测在非恒温条件下的校正[J].内燃机配件,2005,12(2):47-48.
③孟淑琴.高温差下活塞外圆精加工尺寸控制[J].内燃机配件,2005,13(4):15-16.
④朱爱民,张建志.测量不确定度的实际应用[J].计量技术,2005(5):49-52.
⑤王蔚晨等.高精度活塞直径测量的新进展[J].计量学报,2006(9):77-79.
猜你喜欢
高师理科学刊(2020年2期)2020-11-26
制造技术与机床(2019年12期)2020-01-06
爱你(2018年17期)2018-06-28
爱你·健康读本(2018年6期)2018-05-14
土木建筑与环境工程(2018年1期)2018-01-23
中成药(2017年6期)2017-06-13
安徽工业大学学报(自然科学版)(2014年4期)2014-07-11
河南科技(2014年16期)2014-02-27
河南科技(2014年14期)2014-02-27
河南科技(2014年14期)2014-02-27
