大应变交叉轧制Al-9Mg-1.8Li合金板材的显微组织及织构特征
2018-10-11 06:04范才河曾广胜陈喜红阳建君彭英彪
中国有色金属学报 2018年8期
范才河,曾广胜,陈喜红,欧 玲,阳建君,彭英彪
大应变交叉轧制Al-9Mg-1.8Li合金板材的显微组织及织构特征
范才河1,曾广胜1,陈喜红2,欧 玲1,阳建君1,彭英彪1
(1. 湖南工业大学 冶金与材料工程学院,株洲 412007;2. 中国中车 株洲电力机车有限公司,株洲 412007)
采用金相显微镜(OM)、透射电镜(TEM)、电子背散射成像技术(EBSD)和X射线,对比分析喷射成形Al-9Mg-1.8Li合金交叉轧制态板材与挤压态板材的微结构及织构特征,并测试板材的拉伸性能和深冲性能。结果表明:大变形量交叉轧制促进动态再结晶的发生,细化晶粒组织,改善再结晶晶粒的择优取向;与CBA和CCB轧制方式相比较,CBB轧制方式显著降低挤压态合金中典型的Brass织构{110}á112ñ的取向密度,在取向线上CBB轧制态板材中的Copper织构{112}á111ñ取向密度最低,且板材中没有典型的织构特征;同时,CBB轧制态合金板材的具有更好的深冲性能,在0°、45°和90°方向的力学性能基本一致,其室温拉伸强度、屈服强度和伸长率分别在611 MPa、507 MPa和20.6%以上。
交叉轧制;喷射成形;Al-9Mg-1.8Li合金;显微组织;织构特征
Al-Mg-Li系合金具有低密度、高比强度、高比刚度、高弹性模量,以及良好的可焊性和耐蚀性,是航空航天领域最具应用潜力的结构材料[1−2]。与Al-Cu-Li系合金相比,已开发的低Mg含量Al-Mg-Li系合金尽管具有更低的密度,但由于存在力学性能各向异性及强韧性偏低等瓶颈问题,限制了该系合金的应用[3]。提高Mg含量和细化晶粒是提高合金强韧性的重要方式,抑制织构的形成是改善合金各向异性的重要手段。采用常规铸造方法来制备高Mg含量铝合金,容易形成粗大的离异共晶组织((Al)相+Al3Mg2相)[4],从而降低Mg的固溶度,削弱Mg的固溶强化效果。喷射成形−快速凝固技术由于具有冷却速度快、可显著提高合金的固溶度、细化晶粒和消除宏观偏析等优点,是制备高Mg含量Al-Li合金材料的理想方法[5−9]。近年来,已有学者对Al-Mg-Li合金变形过程的微结构和织构特征进行了研究和探索[10−12]。ENGLER等[10−11]研究不同冷轧和退火状态下Al-Mg合金微结构和织构演变规律,探索了再结晶织构与冷轧板材各向异性的相互关系。CHEN等[12]研究热轧过程中Al-Mg-Li合金的织构特征,发现再结晶过程中晶粒取向的变化是导致部分Brass织构{110}á112ñ转变为S织构{123}á634ñ的主要原因。CHEN等[12]研究了静态再结晶退火对轧制态Al-Mg-Li合金的晶粒组织和织构形成机制,发现随着再结晶温度的升高,织构强度下降。可见,已有的研究主要集中于对常规轧制态Al-Mg-Li合金板材的组织和织构特征进行探讨,而对交叉轧制态Al-Mg-Li合金板材的微结构演变及织构特征的研究鲜见报导,尤其是对喷射成形高Mg含量Al-Li合金大应变交叉轧制板材的研究。
本文作者以喷射成形Al-9Mg-1.8Li合金挤压态板材为研究对象,研究喷射成形Al-9Mg-1.8Li合金交叉轧制态板材与挤压态板材的微结构及织构特征,对比分析不同变形方式对合金板材力学性能各向异性及深冲性能的影响,旨在为制备出高综合性能的Al-Mg-Li合金板材奠定理论基础。
1 实验
1.1 实验材料
在自行研制的SD380大型喷射成形装置上制备喷射成形高Mg含量Al-Li合金圆柱坯,合金的化学成分(质量分数,%)为Mg 9.0、Li 1.8、Mn 0.5、Al余量。在1250 t挤压机上将圆柱坯挤压成截面尺寸为20 mm×100 mm的板材,挤压温度为450 ℃,挤压比为15:1,挤压成型后的板坯立即喷雾水冷;在板坯上选取长×宽×厚为100 mm×80 mm×20 mm的试样进行大应变交叉轧制,每块坯料分3道次轧制,轧辊直径为350 mm,单道次轧制压下量不低于50%,中间退火温度为380 ℃,各道次轧制完成后立即浸入室温水中冷却,轧制工艺参数如表1所示;用A代表板材的挤压方向(0°),B代表与挤压方向成45°方向,C代表与挤压方向成90°方向,本实验选取CBB(先将板材沿与挤压方向成90°方向轧制一次,然后沿与挤压方向成45°方向轧制一次,最后再沿与挤压方向成45°方向轧制一次)、CCB(先将板材沿与挤压方向成90°方向轧制一次,然后沿与挤压方向成90°方向轧制一次,最后再沿与挤压方向成45°方向轧制一次)、CBA(先将板材沿与挤压方向成90°方向轧制一次,然后沿与挤压方向成45°方向轧制一次,最后再沿与挤压方向成0°方向轧制一次) 3种交叉轧制方式对挤压板材进行大压下量轧制变形。
1.2 微观组织观察
板材试样经研磨、抛光后用混合酸溶液(体积配比为:2 mL HF+3 mL HCl+5 mL HNO3+250 mL H2O)腐蚀,然后烘干,在MN6型金相显微镜上观察合金板材的微观组织。采用Titan G2 60−300透射电镜(TEM)和Helios Nanolab 600i扫描电镜(SEM)的电子背散射成像技术(EBSD)分析试样的微观结构,透射试样采用机械预减薄至80 μm左右后进行双喷电解,电解液为硝酸+甲醇(硝酸和甲醇体积比为1:3),温度低于−25 ℃;EBSD试样采用电解抛光,电解液的成分为10%高氯酸+90%无水乙醇(质量分数),抛光电压20 V,电流1.0 A,抛光时间30 s,温度低于−25 ℃;EBSD试样实验数据采用TSL OIM软件进行分析和处理,加速电压20 kV,角度70°,扫描步长0.2 μm。
1.3 板材织构的测定
板材试样经过1500号砂纸打磨后进行电解抛光,抛光液的成分为硝酸+甲醇(硝酸和甲醇体积比为1:3),工作温度为−25 ℃,工作电压为 20 V,电流为 0.5 A,抛光时间约为 40 s。样品抛光后立即用酒精反复冲洗、吹干,并放干燥皿内保存。织构测定在Bruker D8 Discover X射线衍射仪上进行,管电压为 40 kV,管电流为 40 mA。采用Cu K辐射,极图测量范围:为 5°~85°,为 0°~360°。
1.4 各向异性测试
在板材沿0°、45°和90°方向切取拉伸试样,在Instron 3369拉伸机进行试样的室温拉伸性能测试,拉伸速度为1.0 mm/min;在线切割机从2 mm厚合金板材上截取50 mm圆板,并在380 ℃保温15 min后立即在自行设计的深冲模中进行深冲试验,模具预热温度为350 ℃,冲头移动速度为150 mm/min。
2 实验结果
2.1 不同状态下合金板材的微观组织结构
挤压态及不同交叉轧制条件下合金板材的金相照片如图1所示。由图1可见,采用交叉轧制方式能显著改善挤压态合金板材的微观结构。挤压态合金板材的晶粒较粗且沿挤压方向呈流线形分布,晶粒的形状以方块状为主(见图1(a))。与挤压态合金板材相比较,交叉轧制态合金板材的晶粒组织更为均匀,晶粒显著细化,呈流线形分布的方块状晶粒基本消失,晶粒形貌主要以等轴晶为主(见图1(b)~(d))。对比观察发现,采用CBB轧制态合金板材的组织更为均匀,平均晶粒尺寸最小,而采用CBA和CCB方式轧制板材的微观形貌差别不大。
2.2 不同状态下合金板材的力学性能各向异性
挤压态及不同交叉轧制条件下合金板材不同方向的室温拉伸性能如图2所示。由图2可见,挤压态合金板材的力学性能较差,且0°、45°和90°方向的力学性能各向异性明显,在0°方向的拉伸性能较好,90°方向的拉伸性能较差;交叉轧制态合金板材的力学性能远高于挤压态合金板材的力学性能,且交叉轧制态合金板材在0°、45°和90°方向的力学性能各向异性较小。对比发现,与CBA和CCB两种轧制方式相比较,CBB轧制态合金板材的综合力学性能更好,在0°、45°和90°方向的力学性能接近各向同性,其室温拉伸强度、屈服强度和伸长率分别在611 MPa、507 MPa和20.6%以上。

表1 轧制工艺参数
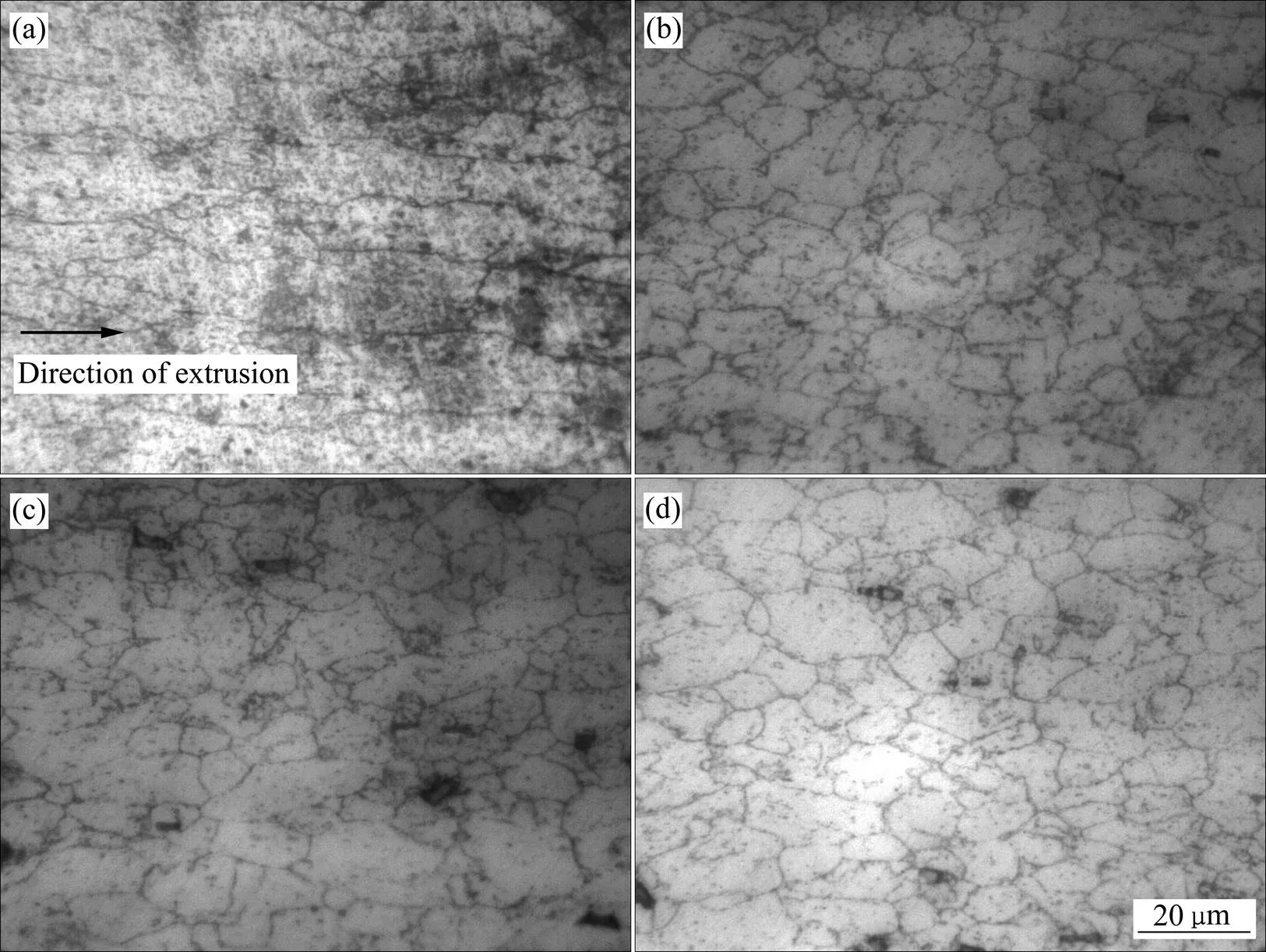
图1 不同变形条件下Al-9Mg-1.8Li合金板材的微观组织

图2 不同变形条件Al-9Mg-1.8Li合金板材的室温拉伸性能
2.3 不同状态下合金板材的深冲性能
挤压态及不同交叉轧制条件下合金板材深冲后的宏观形貌如图3所示。由图3可见,交叉轧制工艺可显著改善合金板材的深冲性能,提高深冲试样的表面质量。挤压态合金板材在深冲过程中严重开裂,成型性能差(见图3(a));挤压态板材经CBA或CCB方式轧制后,其深冲性能均有明显的提高,试样没有开裂,但制耳率较高,外观质量较差,说明合金板材仍存在较明显的各向异性(见图3(b)和(c));采用CBB方式轧制的合金板材的深冲性能最好,没有观察到宏观裂纹,且制耳率低、试样表面光洁(见图3(d))。
3 分析与讨论
3.1 晶粒细化及取向分布
本文作者前期研究工作表明,大塑性变形过程中的高应变是高Mg含量铝合金晶粒细化的主要因素之一[7]。对比挤压态和CBB轧制态Al-9Mg-1.8Li合金板材的TEM像发现,轧制态板材的位错密度显著提高,大变形过程中位错不断塞积形成位错墙和位错缠结,导致位错胞及亚结构显著增多(见图4(a)和(b));大应变交叉热轧过程中位错密度的增加促进动态回复和动态再结晶的发生,部分晶粒内部已经被塞积的位错分割为几个亚晶和位错胞结构(见图4(c));轧制态板材的衍射斑呈环状分布(见图4(d)),说明发生了明显的再结晶(见图4(b)),进一步细化了合金板材的晶粒组织。由Hall-Petch关系可知[13−14],晶粒越细小,晶界就越多,位错运动的阻碍就越大,材料的强度就越高。因此,采用大应变交叉轧制不仅显著提高了挤压态合金板材的强度和韧性,还有效改善了合金板材的力学性能各向异性(见图2),进而提高了轧制板材的深冲性能(见图3)。

图3 不同变形状态下Al-9Mg-1.8Li合金板材深冲后的宏观形貌

图4 不同变形条件下Al-9Mg-1.8Li合金板材的TEM像
交叉轧制改善合金板材各向异性的主要原因除优化了材料内部组织的均匀性和晶粒等轴化作用外,还因为大应变交叉轧制有效缩小了板材平面上晶粒取向分布的差异。挤压态、CCB、CBA和CBB轧制合金板材的EBSD像和晶粒取向分布图如图5所示,对比发现,经CBB轧制合金板材的平均晶粒尺寸明显减小(见图5(g)),大角度晶界的比例显著增加(见图5(h))。已有研究表明[15−18],晶粒形貌和晶体学织构是导致Al-Li合金力学性能具有明显各向异性的重要原因,材料性能的各向异性来源于微结构与晶粒组织的各向异性。因此,对挤压态板材进行交叉轧制,有效地改善了再结晶晶粒的择优取向和提高了大角度晶界的比例。

图5 挤压态和CBB轧制Al-9Mg-1.8Li合金板材的EBSD像及晶粒取向分布图
3.2 织构演变规律
不同变形条件下Al-9Mg-1.8Li合金板材的ODF截面图如图6所示,挤压态合金的织构特征表现为典型的Brass织构{110}á112ñ和S织构{123}á634ñ,此外还有少量的Cube织构{001}á100ñ和Goss织构{110}á001ñ;交叉轧制后合金的Brass织构显著减小,甚至消失;其中CBA轧制态合金主要以Brass织构{110}á112ñ和Copper织构{112}á111ñ为主,还存在少量的R-Cube织构{110}á011ñ;CCB轧制态合金主要以Copper织构{112}á111ñ为主,还存在少量的Cube织构和Goss织构;CBB轧制态合金没有典型的织构特征,织构强度小。与CBA和CCB相比,CBB轧制方式能显著弱化Brass织构和S织构等典型织构特征的主要原因是由于CBB轧制方式更能促进板材轧制过程中动态再结晶的发生,形成更为均匀的等轴晶组织(见图5(g)),从而有利于晶粒在变形过程中转动,即形成大量随机取向的晶粒。由此可见,选择合理的交叉轧制方式是弱化合金板材形变织构的关键,也是改善合金板材的各向异性、提高深冲性能的基础[19]。
不同变形条件下Al-9Mg-1.8Li合金板材取向线上取向密度的变化如图7所示,CCB轧制态板材中Copper织构{112}á111ñ取向密度最强,等级为11级,CBA轧制态板材次之,约为4.8级,CBB轧制态合金板材较弱,约为2.4级。挤压态合金中Brass织构{110}á112ñ取向密度最强,接近4.5级,CBA轧制态板材次之,约为3.8级,CBB轧制态板材较小,约为1级。由此可见,对挤压态合金进行交叉轧制,如轧制方式不合理,会增大某些织构(如Copper织构)的体积分数,这与图3所示的板材深冲试验结果基本一致;对比3种轧制方式,CBB轧制态板材在取向线上取向密度均较低,没有典型的织构特征,其主要原因:1) 大应变轧制促进了板材变形过程中动态再结晶的发生,细化了晶粒同时实现了小角度晶界向大角度晶界的转变,从而改善了晶粒的取向分布;2) CBB轧制方式显著弱化了挤压态合金中Brass织构和S织构等典型的织构特征,改善了挤压态合金的形变织构特征。
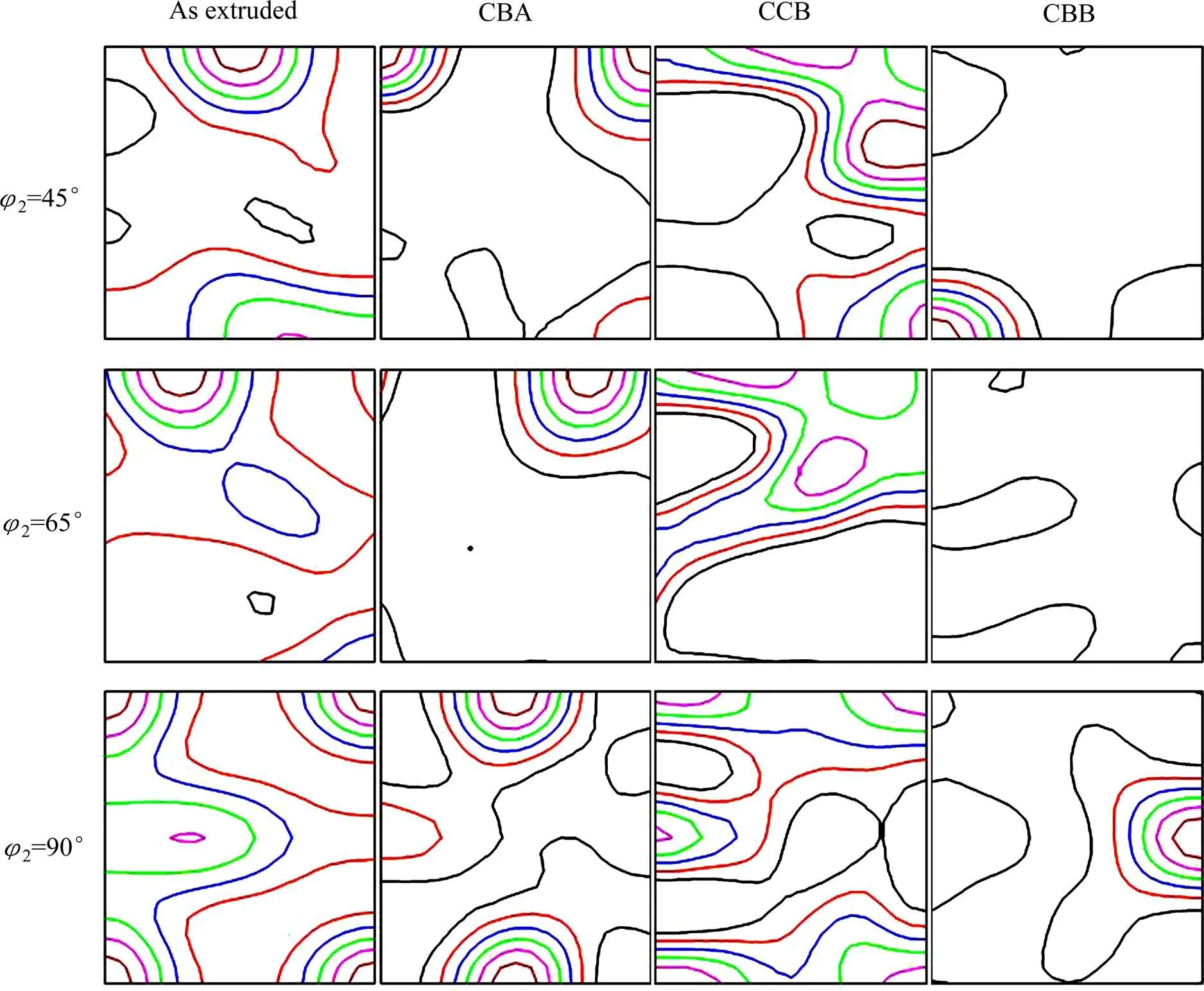
图6 不同变形条件下Al-9Mg-1.8Li合金板材的ODF截面图

图7 不同变形条件下Al-9Mg-1.8Li合金板材β取向线上的取向密度变化
4 结论
1) 选用合理的交叉轧制方式对喷射成形Al-9Mg-1.8Li合金挤压态板材进行大压下量变形,晶粒显著细化,大角度晶界比例明显提高,板材的各向异性明显改善,深冲性能明显优化。
2) CBB轧制方式显著降低了挤压态合金中典型的Brass织构{110}á112ñ的取向密度。与CBA和CCB轧制方式相比较,CBB轧制态板材中Copper织构{112}á111ñ取向密度最低,且CBB轧制态板材中没有典型的织构特征。
3) 大应变交叉轧制显著提高了挤压态合金的综合性能,CBB轧制态合金板材在0°、45°和90°方向的力学性能接近各向同性,其室温拉伸强度、屈服强度和伸长率分别在611 MPa、507 MPa和20.6%以上。
[1] 宋得康, 廖建华, 郑堂介. 大飞机铝锂合金等直段研制关键技术[J]. 航空制造技术, 2015, 12(4): 82−85. SONG De-li, LUO Jing-hua, ZHENG Tang-jie. Key technology of Al-Li alloy liner part development of large aircraft[J]. Manufacturing Technology of Aviation, 2015, 12(4): 82−85.
[2] TOLGA D, COSTAS S. Recent developments in advanced aircraft aluminum alloys[J]. Materials and Design, 2014, 56(2): 862−871.
[3] 郑子樵, 李劲风, 陈志国. 铝锂合金的合金化与微观结构演化[J]. 中国有色金属学报, 2011, 21(10): 2337−2351. ZHENG Zi-qiao, LI Jin-feng, CHEN Zhi-guo. Alloying and microstructural evolution of Al-Li alloys[J]. The Chinese Journal of Nonferrous Metals, 2011, 21(10): 2337−2351.
[4] JIN S B, TAO N R, KNUT M. Deformation of an Al-7Mg alloy with extensive structural micro-segregations during dynamic plastic deformation[J]. Materials Science and Engineering A, 2015, 628(4):160−167.
[5] CHEN Zhen-hua, FAN Cai-he, CHEN Zhi-gang, CHEN Ding. Densification of large-size spray-deposited Al-Mg alloy square preforms via a novel wedge pressing technology[J]. Materials Science and Engineering A, 2009, 506(1/2): 152−156.
[6] FAN Cai-he, PENG Ying-biao, YANG Hai-tang, ZHOU Wei, YAN Hong-ge. Hot deformation behavior of Al-9.0Mg-0.5Mn-0.1Ti alloy based on processing maps[J]. Transactions of Nonferrous Metals Society of China, 2017, 27(2): 289−297.
[7] 范才河, 严红革, 彭英彪, 周 伟, 周兴灵. 大应变热轧喷射成形高镁铝合金的微观结构及力学性能[J]. 中国有色金属学报, 2017, 27(1): 64−71. FAN Cai-he, YAN Hong-ge, PENG Ying-biao, ZHOU Wei, ZHOU Xing-ling. Microstructures and mechanical properties of spray-forming high magnesium aluminum alloy during large strain hot rolling[J]. The Chinese Journal of Nonferrous Metal, 2017, 27(1): 64−71.
[8] HOGG S C, PALMER I G, THOMAS L G. Processing, microstructure and property aspects of a spraycast Al-Mg-Li-Zr alloy[J]. Acta Materialia, 2007, 55(6): 1885−1894.
[9] 范才河, 陈喜红, 戴南山, 阳建君. 变形条件对喷射成形Al-9Mg-0.5Mn合金动态再结晶的影响[J]. 特种铸造及有色合金, 2016, 36(1): 79−83. FAN Cai-he, CHEN Xi-hong, DAI Nan-shan, YANG Jian-jun. Dynamic recrystallization during hot compression deformation in spray-formed Al-9Mg-0.5Mn alloy[J]. Special Casting and Nonferrous Alloys, 2016, 36(1): 79−83.
[10] ENGLER O. Texture and anisotropy in the Al-Mg alloy AA 5005—Part I: Texture evolution during rolling and recrystallization[J]. Materials Science and Engineering A, 2014, 618: 654−662.
[11] ENGLER O, AEGERTER J. Texture and anisotropy in the Al-Mg alloy AA 5005—Part II: Correlation of texture and anisotropic properties[J]. Materials Science and Engineering A, 2014, 618: 663−671.
[12] CHEN Zhong-wei, ZHAO Jing, LI Shi-shun. Texture evolution of Al-Mg-Li aeronautical alloys in in-situ tension[J]. International Journal of Minerals, Metallurgy and Materials, 2012, 19(12): 1100−1106.
[13] LIU Man-ping, LIU Qiang, ROVEN X T, LIU Min, MURASHKIN R Z, VALIEV T. Grain refinement in nanostructured Al-Mg alloys subjected to HPT[J]. Journal of Material Science, 2010, 45: 4659−4664.
[14] HOGG S C, PALMER I G, THOMAS L G, GRANG P S. Processing, microstructure and property aspects of a spraycast Al-Mg-Li-Zr alloy[J]. Acta Materialia, 2007, 55: 1885−1894.
[15] 陈忠伟, 樊秦英. 高强2A97Al-Li合金板材的微观结构[J]. 材料热处理学报, 2015, 36(6): 73−77. CHEN Zhong-wei FAN Qin-ying. Micro-textures of high strength 2A97 Al-Li alloy plates[J]. Transactions of Materials and Heat Treatment, 2015, 36(6): 73−77.
[16] LIN Y, ZHENG Z Q, LI S C. Effect of solution treatment on microstructures and mechanical properties of 2099 Al-Li alloy[J]. Archives of Civil and Mechanical Engineering, 2014, 14: 61−71.
[17] LI Hong-ping, YE Ling-ying, ZHANG Pan, ZHONG Jue, HUANG Ming-hui. Microstructure and texture characterization of superplastic Al-Mg-Li alloy[J]. Transactions of Nonferrous Metals Society of China, 2014, 24(7): 2079−2087.
[18] 赵 莎, 叶凌英, 张新明. 5A90铝锂合金超塑变形的不均匀性及其对空洞演化的影响[J]. 中国有色金属学报, 2013, 23(8): 2125−2132. ZHAO Sa, YE Ling-ying, ZHANG Xin-ming. Inhomogeneity of 5A90 Al-Li alloy during superplastic deformation and its effect on evolution of cavity[J]. The Chinese Journal of Nonferrous Metals, 2013, 23(8): 2125−2132.
[19] 魏齐龙, 陈 铮, 王永欣. 1420Al-Li合金各向异性[J]. 中国有色金属学报, 2002,12(3): 573−577. WEI Qi-long, CHEN Zheng, WANG Yong-xin. Anisotropy of 1420 Al-Li alloy[J]. The Chinese Journal of Nonferrous Metals, 2002, 12(3): 573−577.
Cross rolling of large strain on microstructure and texture characteristic of Al-9Mg-1.8Li alloy sheet
FAN Cai-he1, ZENG Guang-sheng1, CHEN Xi-hong2, OU Ling1, YANG Jian-jun1, PENG Ying-biao1
(1. School of Metallurgical and Material Engineering, Hunan University of Technology, Zhuzhou 412007, China; 2. Zhuzhou Electric Locomotive Co., Ltd., CRRC Corporation Limited, Zhuzhou 412007, China)
The metallographic microscope(OM), transmission electron microscopy (TEM), electron backscatter imaging (EBSD) and X-ray diffraction were used to analyze the microstructure and texture characteristics of Al-9Mg-1.8Li alloy cross-rolling and extruded plates, and the tensile properties and deep drawing performance were measured. The results show that the cross rolling of large reductions promotes the occurrence of dynamic recrystallization, makes the grains finer and improves the preferential orientation of recrystallized grains. Compared with CBA and CCB rolling methods, the CBB rolling method reduces the orientation density of the typical brass texture {110}á112ñin the extruded alloy, and theorientation density of copper texture {112}á111ñalong theorientation line in the CBB rolling plate is the lowest in the plate. There is no typical texture feature. At the same time, the mechanical properties of CBB rolled alloy plate have better deep drawing performance, and the mechanical properties in the three directions of 0°, 45° and 90° are nearly the same. The room temperature tensile strength, yield strength and elongation are above 611 MPa, 507 MPa and 20.6%, respectively.
cross rolling; spray forming; Al-9Mg-1.8Li alloy; microstructure; texture characteristic
Project(2017JJ2073) supported by the National Natural Science Foundation of Hunan Province, China
2017-07-03;
2018-01-24
OU Ling; Tel: +86-731-22183432; E-mail: 23743343@qq.com
10.19476/j.ysxb.1004.0609.2018.08.08
1004-0609(2018)-08-1551-08
TG146.21
A
湖南省自然科学基金资助项目(2017JJ2073)
2017-07-03;
2018-01-24
欧玲,讲师,博士;电话:0731-22183432;E-mail: 23743343@qq.com
(编辑 李艳红)
猜你喜欢
铝加工(2022年6期)2023-01-13
润滑与密封(2022年9期)2022-09-21
宝钢技术(2022年3期)2022-07-12
石材(2022年1期)2022-05-23
石材(2022年1期)2022-05-23
锻压装备与制造技术(2022年2期)2022-05-11
金属热处理(2022年2期)2022-03-16
金属热处理(2022年2期)2022-03-16
山东冶金(2021年4期)2021-09-09
现代计算机(2020年32期)2021-01-18