
苗尾水电站发电机安装施工工艺要点总结
2018-10-08 02:02刘彦寿
水电站机电技术 2018年9期
刘彦寿
(中国水利水电第十四工程局有限公司,云南 昆明650032)
1 机组结构特点
苗尾水电站为引水式地面厂房,装机容量为4×350 MW,机组为立轴半伞式水轮发电机组。发电机部分,由哈尔滨电机厂有限责任公司制造,型号SF350-56/14000。发电机采用3段轴结构,即顶轴、转子中心体、发电机轴。上导轴承有14块巴氏合金导瓦;推力轴承布置在转子下部,为3波纹弹性支撑油箱,共计16块氟塑料瓦,下导轴承共计12块巴氏合金导瓦。水机部分由东方电机股份有限公司制造,型号HLD399B-LJ-680,水导轴承共计20块巴氏合金导瓦。机组额定转速107.1 r/min,额定水头93 m。
2 定子组装
苗尾水电站定子机座分5瓣运输至现场并进行整体组装焊接。其结构采用斜向筋结构,斜向筋数为14个。包括下环板在内,共由7层环板构成。定子铁心内径为13 060 mm,铁心高度为2 380 mm,铁心总重284.756 t。由53段高34 mm、4段高38 mm、2段高39 mm及58段高6 mm的通风沟构成。定子冲片采用为0.5 mm厚硅钢片,每张冲片有3个鸽尾槽,双面涂F级绝缘漆。铁心整圆504槽,单圈42张铁心片,错开1/3叠片,冲片通过126根双鸽尾筋、托块与定子机座相连接。采用252颗穿心螺杆与上下齿压板、蝶簧、压力挡圈、绝缘垫圈、圆螺母对铁心进行压紧,可有效防止发电机长时间运行后铁心松动。
苗尾水电站4台机定子均在机坑内进行叠片,确保了定子圆度(相对定子在安装间组装后吊入机坑而言)。定子采用的是一次定中心的施工工法,即使用钢琴线、求心器、千分尺,将座环中心返至定子机坑内8个测量柱上。同时将固定导叶中心高程返至定子机坑外围墙面上。测量时,应由至少2个专业工程师进行确认。定子机坑测量柱应固定牢靠,并确保测量点在同一水平面,测量点应有防锈保护措施。
定子机座高程调整应根据规定范围值内按负偏差进行调整,以减少对下齿压板的配刨量,进一步减小下齿压板配刨后的变形。定子机座方位必须满足图纸要求,同时校验引出线出口尺寸是否影响后续母线安装。
定位筋调整前,对所有定位筋放在平尺上进行校验,挑选质量优等的定位筋作为基准筋、大等分定位筋。托块对称焊接时,施焊人员应保证同步、同速,整体每焊接完成一道,应对定位筋半径进行测量,根据半径变化,及时调整焊接方向,确保定位筋焊后数据满足要求。
定子叠片时,除严格遵守厂家工艺外,应对每摞定子铁心片进行厚度测量,并根据测量数据,结合已叠完的定子铁心高度,分类分区进行叠放,以免造成局部铁心偏厚,整体铁心中心偏差较大问题出现,进而影响定子槽楔安装。定子叠片时,应组织有序、分工明确、整形到位、检查及时,为定子线棒安装打好基础。
苗尾水电站定子叠片工艺要求端片间涂抹硅钢片粘合胶,使用粘合胶前应注意提前做好配比试验,涂抹要均匀不能过多,对溢出的胶水应及时擦干净,否则凝固后凸出位置将影响线棒安装。使用工具进行压紧时,一定要使用厂家提供的槽样棒进行定位,否则片间受胶水影响有可能产生错台,影响铁心整齐度。
根据4台机定子组装主要质量数据对比,定子铁心整体半径偏差由1号机的1 mm,控制到4号机的0.59 mm;定子铁心中心高程,由1号机测量偏差1.5 mm,控制到4号机的1 mm。从几个关键数据来看,定子整体质量越来越好。
3 转子组装
苗尾水电站转子支架由1个圆盘中心体、4件扇形瓣现场组焊而成。磁轭由3 mm厚高强度薄钢板冲片叠成,设计高度2 520 mm,设计半径6 143 mm。转子磁轭通过热打键的方式将磁轭与转子支架的副立筋连接在一起,热打键后设计半径6 143.447 mm。转子磁极共计56件,磁极挂装完成,设计半径6 501 mm。
转子支架组装焊接工序中,应注意测量每一主立筋焊前、焊后垂直度,尤其是在焊接过程中注意监测。严格遵照厂家工艺文件及施工措施,控制焊接质量。副立筋配刨数据的测量,应由2人进行,并相互验证测量数据。副立筋配刨后,应复核相关尺寸是否满足要求。定位焊后,再次对副立筋径向、周向垂直度复测,确保数据满足要求。焊接时严格遵守厂家焊接工艺,对定位螺栓孔塞焊后进行打磨平整。对厂家提供的凸键,必须提前进行检查复核,对凸键的上、中、下3点测量,偏差应满足0.30 mm以内的要求,否则将影响磁轭叠装整体圆度。磁轭叠装时,应根据磁轭片的分类表,对较轻的磁轭片放在磁轭上下部,较重的磁轭片放在中间,磁轭片应清洗干净、检查无高点。同时磁轭通风槽片也参与配重。磁轭叠装第一段作为基础,其圆度应控制在±0.40 mm以内。最后一段叠装时要安装磁轭上压板后进行,因厂家要求磁轭高度偏差0~4 mm,而磁轭片的厚度为3 mm,为避免压紧后高度不满足要求,所以一定要控制好最后一段叠片高度。磁轭热打键时,应注意对磁轭温升、温差进行监测记录,确保整体磁轭加热时同时膨胀。现场验收记录显示1号至4号机转子热打键后的圆度全部控制在0.80 mm以内。根据转子磁极重量,同时考虑转子引线部位的重量影响,进行最优分配配重后挂装磁极,挂装时应注意对称进行。建议以引线位置作为初始挂装起点。磁极中心高程调整时,以转子下法兰面为基础,根据图纸设计尺寸1 130 mm进行调整,测量时需注意的是磁极每个铁心的高度不一致,计算时应以实际测量高度为准。因转子外圆尺寸较大,水准仪在同一地点无法测量完成全部数据,在更换测量位置时,应复测前两个磁极调整高度是否吻合。磁极铁心中心高程的调整,除考虑对称方向磁极高程差不易超过1 mm,还建议考虑定子铁心中心高程的偏差,以减小定转子磁力中心线偏差,减少磁拉力的影响。转子起吊时,应测量转子磁轭两个方向的扰度,根据4台机组监测记录来看,一般均在0.45~0.50 mm。
根据现场验收记录统计,苗尾水电站4台机组转子组装后整体偏心值均在0.13 mm以内,转子圆度最大0.70 mm,最小0.60 mm,转子圆度及整体偏心值均在规范标准优良范围内。
4 机架安装及推力轴承调整
下机架组装焊接,应在施工进度计划中进行合理安排,确保转子吊装前,下机架应调整完成,且基础混凝土满足设计强度要求。因下机架作为主要承重支架,对焊接质量应严格控制,认真执行厂家焊接工艺文件及施工措施的要求。焊接前需对下机架中心体弹性油箱底盘周向水平、径向水平(共计12件),进行测量记录。下机架中心体与支臂通过厂家厂内焊接的组合块及螺栓进行把合,半径调整符合焊接要求标准后,应检查支臂扭斜,小于0.5 mm,同时检查基础板接触面底部确保左右水平。机架焊接验收完成后,检查复测弹性油箱底盘水平满足0.03 mm/m要求。机架吊入机坑前,应复核基础坑内深度是否满足基础螺杆长度要求。调整机架高程时,应考虑机组扰度值。测量下机架弹性油箱底座(12件)全部水平,通过调整基础楔子板使其全部满足0.02 mm/m。2期混凝土满足强度要求后,对基础螺杆进行拉紧,复测下机架中心、水平,满足要求后点焊基础楔子板,再次复测机架中心、水平,经厂家、监理联合验收后,浇筑第3期混凝土。
推力轴承安装于下机架中心体上部,弹性油箱底盘与下机架通过螺栓、定位销固定。现场调整好弹性油箱底盘与下机架的同心后,进行配钻。弹性油箱底盘吊装前检查底部、机架底盘接触面,确保无高点,螺栓把合后使用0.05 mm塞尺检查组合面不能通过。根据厂家图纸技术要求,调整推力轴承瓦径向与限位螺钉的前后1 mm,确保镜板安装后,推力轴承瓦与镜板整体同心。镜板安装后,测量水平应满足0.02 mm/m要求。推力头安装前,应将下端轴上法兰面高低点做好明显标识,便于转子吊装下落时与其找正对应。推力头安装后,检查上部水平,应满足0.02 mm/m要求。
5 转动部分高程、中心
转动部分高程由转轮与顶盖高差决定。同时考虑下机架扰度值,现场根据实际测量情况,对下机架高程进行调整,并保证相关数据满足规范要求。
转动部分中心以下止漏环为基准,同时考虑上止漏间隙测量值。由于弹性油箱承受转动部分的重量及轴向水推力并考虑到对受力调整的影响,在下机架中心找正过程中,必须保证机架中心在0.15 mm以内。
定中心使用8个楔子板在转轮与底环的8个方向进行固定,敲打楔子板时,应保证2人对称、同步进行,同时在水导轴承、下导轴承、上导轴承架设百分表进行监测,并根据百分表数据变化值决定敲打楔子板方向。抱瓦时,应由水导轴承开始抱至上导轴承,每道轴承抱紧4块导瓦,抱瓦时应架设百分表进行监测。中心定完后,在转轮与底环部位、下机架部位架设百分表进行监测。
6 机组轴线调整
下端轴与水机主轴使用22颗销钉螺栓连接,径向间隙几乎为零。上端轴安装时,依据转子上法兰止口间隙进行中心调整。机组整个转动部件在进行安装时,需保证各部件粗调在一条轴线上。
苗尾水电站采用弹性盘车,即同时抱上导轴承、水导轴承进行盘车的方法。盘车前将机组转动部分推至中心,顶起转子,在推力瓦面上涂抹干净的动物油脂。落下转子使推力轴承受力。调整上导瓦及水导瓦抱瓦间隙为0.02~0.04 mm,从上到下,清除转动部件上的杂物,彻底检查一遍转动部件与固定部件缝隙处,应无异物卡阻及刮碰。
机组采用电动盘车,将转动部件均匀划分8个点并做好标记,在机组上导轴承、转子下法兰、推力头上法兰、镜板径向、镜板轴向、下端轴下法兰、水机轴上法兰、水导轴承、滑环等部位的+Y、+X两个方向架设百分表,每个测点必须保证在同一轴线上(同一方位角度)。
盘车按照机组旋转方向先慢慢的空转一圈,观察各部位百分表指针是否摆动、有无异常,空盘结束后百分表对准5.0 mm(百分表量程为10 mm)位置进行点盘,即每转1/8圈停下,记录百分表读数,如此逐点测出旋转一周8点的读数,并观察百分表是否归零。百分表归零,且Y、X两个方向的数据较一致时,说明数据有效。
根据盘车记录数据分析,初步先将转子下法兰与推力头找正同心,再将下端轴与转子找正同心。根据多次盘车调整后,进行精细盘车调整得出各轴承的全摆度、净摆度,并依据规范相应标准判断是否满足要求。
苗尾水电站4台机组盘车数据详见表1,根据机组投产发电后的运行情况来看,机组振摆监测数据(表2)基本与盘车数据吻合。尤其是3、4号机组,转子未添加配重,机组振动摆度均在规范标准要求的优良范围内,实现了机组精品安装的目标。
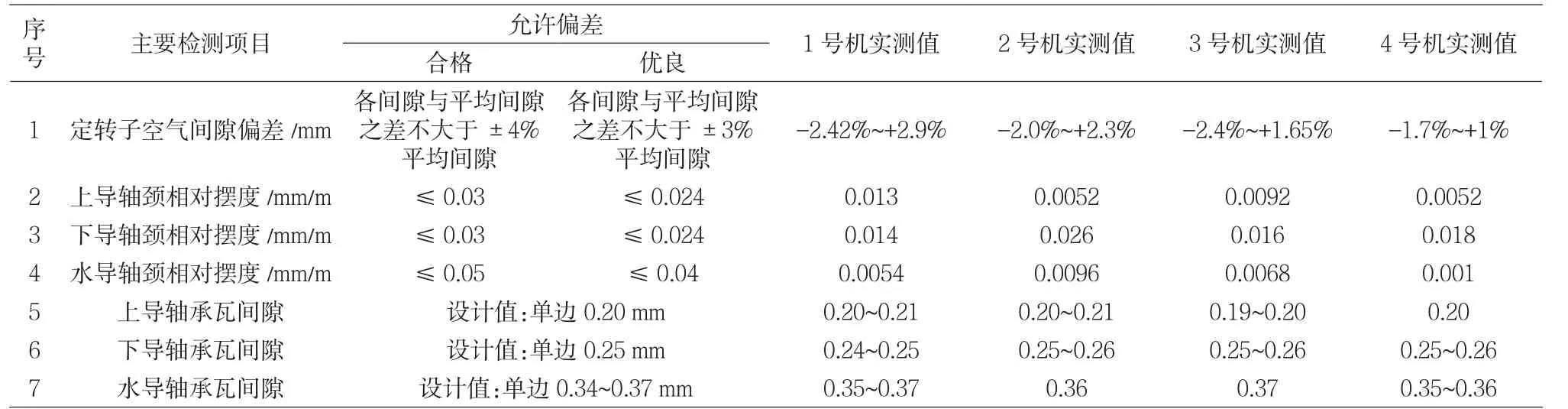
表1 苗尾水电站1~4号机机组轴线调整及发电机总装部分施工质量状况表
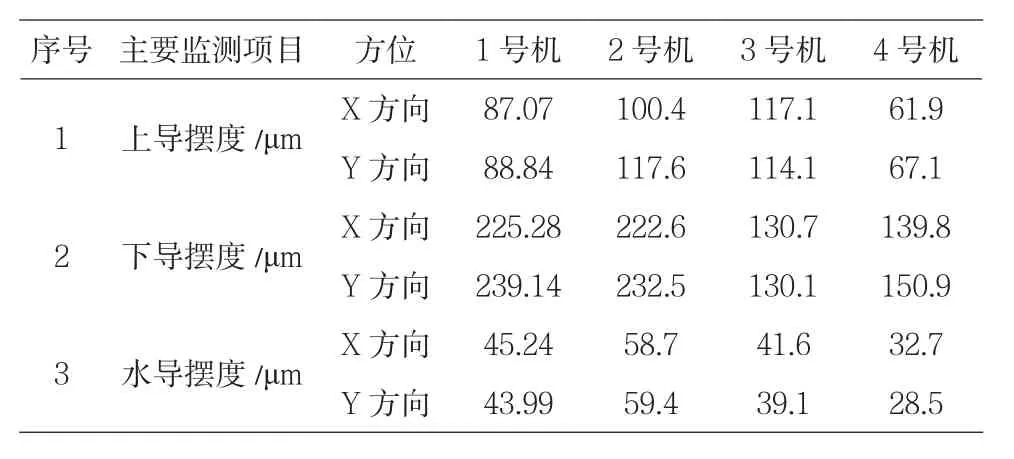
表2 苗尾水电站1~4号机机组投产运行振摆监测记录表(350 MW)
7 结语
水电站发电机的平稳运行,得益于定子组装、转子组装、机架及推力轴承安装,转动部件的高质量组装及安装水平,尤其是弹性油箱的安装,下机架水平的调整以及定、转子磁力线偏差对机组整体运行后的状态起到关键影响作用。
苗尾水电站机电安装工程,始终以创建国家优质工程金奖为目标,树立机电安装品牌为动力。在4年多的机电安装施工中,狠抓质量过程控制,坚持精益求精,不断总结施工经验,使得机组安装质量越来越好,安装水平越来越优。在项目领导的带头下,项目部全体员工扎实工作,团结一致,做到有问题不逃避,有问题及时解决落实。在施工进度管理上,跟踪进度计划完成情况,及时对未完工作制定纠偏措施,合理调配施工资源,保证节点按计划完成;在施工技术管理上,提前编写施工方案,组织各专业工程师、部室负责人进行讨论,不断完善工艺流程卡,确保现场施工有方法可循,有标准指导;在施工质量管理上,注重过程质量控制,严格执行3检制度,在精细化管理中,小到落实转子组装每1颗螺栓的安装施工人员的责任。本文以苗尾水电站发电机安装施工工艺要点进行总结,为类似结构机组发电机的安装提供借鉴。
猜你喜欢
大众标准化(2022年17期)2022-09-27
防爆电机(2021年3期)2021-07-21
装备制造技术(2019年12期)2019-12-25
微特电机(2019年2期)2019-02-25
现代制造技术与装备(2018年12期)2018-02-20
中国环境监察(2017年8期)2017-10-23
职业·下旬(2016年11期)2017-02-21
企业文化·下旬刊(2016年6期)2016-06-30
电测与仪表(2016年18期)2016-04-11
中国房地产业(2016年9期)2016-03-01
