
汽轮机阀梁总成故障分析
2018-10-08 02:53:26张照坤
精品 2018年5期
■张 鹏 张照坤
永坪炼油厂
1 引言
汽轮机是能将蒸汽热能转化为机械功的外燃回转式机械,来自锅炉的蒸汽进入汽轮机后,依次经过一系列环形配置的喷嘴和动叶,将蒸汽的热能转化为汽轮机转子旋转的机械能。
本文所举的汽轮机型号为NG25/20;
N为正常蒸汽进汽参数,最高为10.0MPa(510℃);
G为背压式汽轮机;
25为外缸前段进汽内径为250mm;
20为转子末级根径为200mm 。
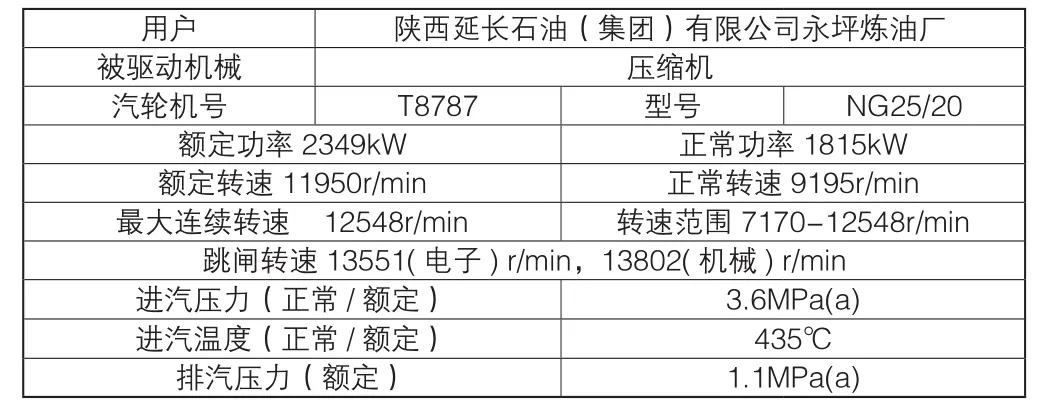
汽轮机主要参数如下:
2 汽轮机的转速调节
永炼140万吨/年柴油加氢装置循环氢压缩机(C-1101),主要由压缩机、汽轮机、干气密封和润滑油系统组成。其中离心式压缩机由汽轮机驱动,汽轮机为杭汽制造,型号NG25/20,出厂编号为T8787,额定功率2349kW,额定转速为9620rpm,入口为中压蒸汽,压力3.6MPa,温度435℃,流量为36.2t/h,汽轮机调速范围在7170~12548rpm。
汽轮机正常控制转速为8000~12000 r/min之间,当调节时给定一个转速,ITCC系统会把给定信号转化成为4~20mA的电流信号输送至汽轮机的电液转化器,当电液转化器收到电流信号后,把4~20 mA的电流信号再转化成0.15~0.45MPa的二次油压。
二次油压的变化会使错油门套筒上下运动,而达到控制动力油进入油动机上下腔的顺序来改变活塞杆的运动。
而油动机的拉杆运动会带动调节汽阀杠杆运动,然后引起阀梁总成上阀杆的上下运动达到控制阀碟的开启高度,因为阀梁上有五个阀碟,并且设计开启高度不一样,所以在杠杆的上下运动中会因为信号的不同而产生五个阀碟开启的顺序是不一样的,从而实现中压蒸汽进气量不一样,这样就达到了操作室在ITCC上控制现场汽轮机的目的。
3 故障现象以及分析
2014年6月27日,永炼柴油加氢装置C1101压缩机汽轮机控制系统调速画面主汽门显示开度为46.4%,转速为8975r/min,在正常范围内,随后显示开度逐渐增大,转速也随之有小幅度的增大,经过8个小时后,显示开度达到98%,转速为9015r/min,之后主控室给出降低转速的信号,主汽门显示开度开始减小,直至显示为0,转速仍未降低反而升至9338r/min。现场油动机升程指示刻度为19(总刻度为34),主汽门并未关闭,现场二次油压接近0.15MPa。车间加强对该设备的监护,特护运行。随后几日汽轮机转速一直在升高,现场油动机升程指示刻度也一直在增大。6月29日21时44分,该设备运行转速超过10000r/min,最高达到10140r/min,现场油动机升程指示刻度到达30(最大值为34),现场二次油压接近0.15MPa,此刻控制室已经完全失去了对汽轮机转速的控制。
通过对此次故障现场分析初步得出,在整个控制过程环节中,操作室信号与现场二次油压信号一致,说明控制环节中到油动机前是完好的,调节汽门开度显示与转速不符,说明在最后的控制过程中调节汽门某个环节出现问题,再进一步排查,调节汽门杠杆可以正常动作,阀梁总成拉杆也可正常动作,但是进入汽轮机的蒸汽量不能控制,从而说明阀碟不受控制开启闭合,那么问题初步推断应该就在阀碟上。
经过停机拆解阀梁总成后,阀梁总成取出,发现东面阀杆有轻微弯曲,位于中间的5号阀阀碟连接螺栓断裂,螺栓严重磨损,相邻1号阀阀碟有轻微磕碰及磨损,东面阀梁与阀杆底部连接处有一个大约10mm的凹槽(凹槽形状为阀杆底部样式),西面阀杆与阀梁连接处无凹槽,但是有磨痕。
原因分析:此次汽轮机阀碟故障初步判断为调节汽门进蒸汽时,因介质流向、管道走向,以及蒸汽压力、流速、温度、腔室内部结构、阀梁设计等因素的影响,正好在5号阀处形成了蒸汽涡流,而使五号阀碟产生高频率的旋转和震动,在该工况持续了较长时间后,阀碟材质受力达到极限,而发生断裂,正好卡在旁边1号阀碟出,而使阀梁卡住,向下运行受到限制,其他阀碟不能开启闭合,导致转速不能有效地控制在范围以内,所以在ITCC系统上对汽轮机转速可以调节,但是汽轮机阀梁的实际运动受到限制,也就出现了ITCC上显示主汽门开度显示是0,二次油压接近0.15MPa ,但是现场主汽门实际开度接近30(0—34)的现象。
4 预防措施及效果
本次汽轮机阀碟故障主要成因还是蒸汽涡流,在汽轮机腔室内阀梁总成阀碟处形成的蒸汽涡流导致阀碟断裂属于极小概率事件,解决问题的思路只能从改变蒸汽涡流形成的因素来避开涡流,使它不影响汽轮机的正常操作。综合考虑,除了改变阀梁设计可行外,改变其他几个因素的可操作性及成本过高,所以在通过与杭汽设计院的沟通交流后,杭汽设计院通过改变阀梁总成的设计,将阀梁两侧受力面形状由原来的圆弧面改为现在的锥面,达到改变蒸汽进入后腔室后阀梁的受力方式,避开蒸汽涡流在阀梁总成周围的形成。
本次通过改造该汽轮机的阀梁设计,在接下来的一个周期运行过程中,工况稳定,运行平稳,调节灵活可靠,在2016年大修时,解体检查,阀梁总成无任何磨损,进一步验证了改造效果,证明了我们的方法可行,对于处理汽轮机阀梁总成故障的方向是正确的。
5 结束语
虽然汽轮机阀梁总成出现故障并不常见,但这次故障处理使我们可以采取有效的预防措施和操作避免出现类似故障,同时也提高了技术人员的判断能力。我们应在以后的设备管理工作中加强对机组的日常维护保养和操作培训,为汽轮机的稳定运行和安全生产提供可靠的保障,养成了在石油化工的生产中遇见设备问题要从理论联系实际出发,运用科学的分析方法,结合现场实际情况,做出可行性方案,来解决我们的设备故障,并且对于设备管理,要善于积累经验,总结分析,对于可控性因素一定要把握好,对于不可控因素一定要及时分析解决问题,使我们的大型设备能安全、平稳、可靠地长周期运行。
猜你喜欢
装备制造技术(2020年11期)2021-01-26 00:39:12
通信电源技术(2018年5期)2018-08-23 01:16:00
Journal of Systems Engineering and Electronics(2018年2期)2018-04-27 06:38:37
中国设备工程(2017年14期)2017-08-01 11:49:46
电力科技与环保(2017年3期)2017-06-21 15:05:27
设备管理与维修(2016年7期)2016-04-23 06:51:36
水电站机电技术(2014年3期)2014-04-06 16:56:22
汽车科技(2014年6期)2014-03-11 17:46:08
组合机床与自动化加工技术(2014年10期)2014-03-01 02:22:09
河南科技(2014年18期)2014-02-27 14:14:57
