
百万机组制粉系统冷一次风门及混合风门回路改造
2018-09-26 09:34吕映斌柯荣宗
电气传动自动化 2018年6期
吴 吉,吕映斌,柯荣宗
(神华福能发电有限责任公司,福建泉州362700)
1 引言
某火力发电厂二期3、4机组装机容量为1050MW,锅炉主机是由东方锅炉股份有限公司生产、制造,采用超超临界参数控制、一次中间再热、单炉膛结构、平衡通风方式,对冲燃烧调整、固态排渣风冷以及露天布置的全钢架构的π型直流变压式锅炉。汽轮机组为东汽N1000-26.25/600/600型超超临界,装机容量为1050MW,单轴、一次中间再热、四缸四排汽的凝汽式汽轮机,汽轮机组整体由单流高压缸、双流中压缸以及两个双流低压缸串联组成。DCS控制设备采用杭州和利时分散控制系统,组态软件为MACS6.52系统,硬件采用和利时SM卡件系列。
机组采用前后墙对冲燃烧(前墙3层燃烧器,后墙3层燃烧器)方式,前后墙每层布置8只低NOx旋流式HT-NR3煤粉燃烧器,共48只燃烧器,每只燃烧器均配有机械雾化油枪,用于机组启动和维持低负荷燃烧。配置磨煤机入口一次风正压直吹式制粉系统,每台炉设置6台型号为HP1203/Dyn的中速磨煤机(五用一备)、设置一个冷一次风插板门及调门、一个热一次风插板门及调门、一个混合风插板门。在机组正常运行时,风门处于开启状态,通过冷风调节温度,热风调节风量。
2 制粉系统控制简介
2.1 制粉控制调节作用
磨煤机出力是通过给煤机进行控制。给煤量的控制由给煤机转速实现,同时给煤机配备有给煤量自动称重装置。磨煤机主要有两个控制量,即磨煤机出口温度和一次风量。前者既要保证燃煤在磨煤机内充分干燥,又不会因温度过高而引起磨煤机内部自然;后者保证的煤粉的细度,且不会因风速过高而导致着火不稳定。我厂磨煤机出口温度和一次风流量两个控制量分别由冷一次风门和热一次风门来实现。当磨煤机出口一次风温变化时,通过测得的温度信号来调节冷热一次风的比例,保证磨出口温度稳定。同时,在调节过程中,由于冷热风调节变化,引起流量变化,这一信号再送至温度控制器进行修正,以保证一次风流量稳定。机组运行时,若出现风门异常关闭,将导致磨入口流量低跳磨。
每台磨煤机的入口风门(冷风门、混合风门、热风门)均由气缸、气源、气动控制部分(两位三通电磁阀)、开/关行程开关等装置构成,且在就地独立控制箱上,可通过远程就地切换按钮实现远程DCS及就地启停控制。
2.2 制粉系统冷风门及混合风门控制原理
我厂制粉系统冷一次风及混合风门插板门均配置一个两位三通电磁阀,当风门处于关闭状态时,通过远程DCS开指令或者就地开门按钮,开门电磁阀线圈1YV带电,开气路接通进气,阀门动作直到开到位行程开关SQ1常闭触点动作断开,开电磁阀1YV线圈失电。
当风门处于开启状态时,通过远控DCS或者就地关门关门按钮,关门电磁阀线圈2YV带电,关气路接通进气,阀门动作直至关门行程开关SQ2常闭触点动作断开,关门电磁阀线圈2YV失电(如下图1所示)。
3 制粉系统冷风门及混合风门问题分析
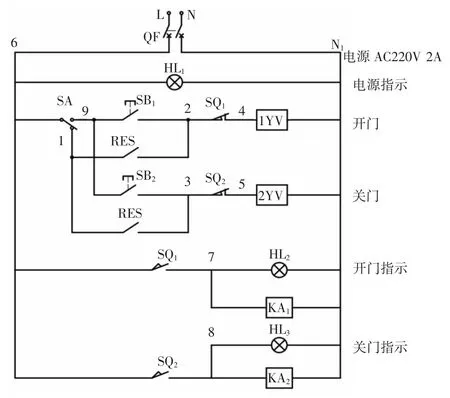
图1 技改前风门回路控制图
在正常运行过程中,磨煤机入口冷风门、热风门、混合风门均处于开启状态。冷风门及混合风门的关门限位开关SQ2的常闭触点(35)串至关门控制回路,关门限位开关SQ2的常开触点(68)串至关门指示回路,且两者控制电压均为220VAC。
鉴于冷风门及混合风门的行程开关长期处于露天潮湿环境,一旦限位开关触点绝缘不良,易导致SQ2限位开关的不同触点相互影响,进而电磁阀线圈带电,风门误动作。这一结果将直接导致磨入口一次风量急剧下降,触发磨入口风量低保护,跳闸相应磨煤机。
4 制粉系统冷风门及混合风门控制回路优化思路分析
4.1 风门控制回路优化
针对磨煤机入口冷风门及混合风门存在的问题。在冷风门及混合风门就地回路控制柜内增加一个继电器,取一对常闭触点代替原来关行程开关常闭触点,串至关门信号控制回路,并将继电器线圈串至关反馈(行程常开触点)回路,当关门到位后,关门指令回路触点断开。
如下图2:取继电器KA3的常闭触点代替关行程常闭触点,将继电器KA3线圈接至关门反馈回路,当门关到位,常开反馈触点闭合,线圈带电,关门回路触点断开。有效规避了关限位开关触点绝缘不良,导致在常开接点的输入(接点3)电压串到常闭接点的输入端(接点1),电磁阀关线圈带电,风门误动的风险。
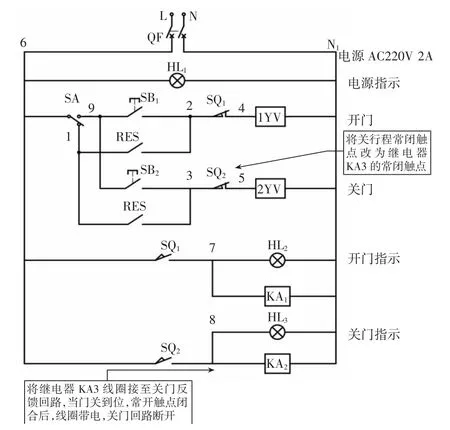
图2 风门回路技改思路分析
4.2 优化方案优点分析
此技改方案的优点在于:
(1)将露天触点引入控制柜内,避免恶劣环境导致回路不可靠;
(2)将双触点行程开关的220VAC触点进行有效分离,避免了行程开关绝缘不良,导致电磁阀带电,风门误动;
(3)以柜内继电器触点代替露天环境的行程开关触点,不仅控制回路改动小,而且技改成本低,易于推广。
5 制粉系统冷风门及混合风门控制回路现场改造
5.1 引用标准调试
现场作业严格按照《DL/T 5175-2003火力发电厂热工控制系统设计技术规定》、《电业安全工作规程》、《DL/T 5182-2004火力发电厂热工自动化就地设备安装、管路及电缆设计技术规定》执行。
5.2 现场作业工具备件
此次回路优化,需备:万用表1快、电笔1把、螺丝刀1把、硬线若干米、220VAC继电器若干。
5.3 现场作业施工策略
(1)取消冷风门及混合风门就地控制柜内指令后至限位开关SQ2常闭触点的信号线,即将端子排上接线端子3、5挑掉,并进行绝缘包扎;
(2)在控制柜内对继电器KA3进行固定,取一对常闭触点串至关门回路;
(3)将继电器KA3线圈接至反馈回路;
5.4 技改后原理控制图
通过对现场回路技改后,控制原理图如下图3所示。
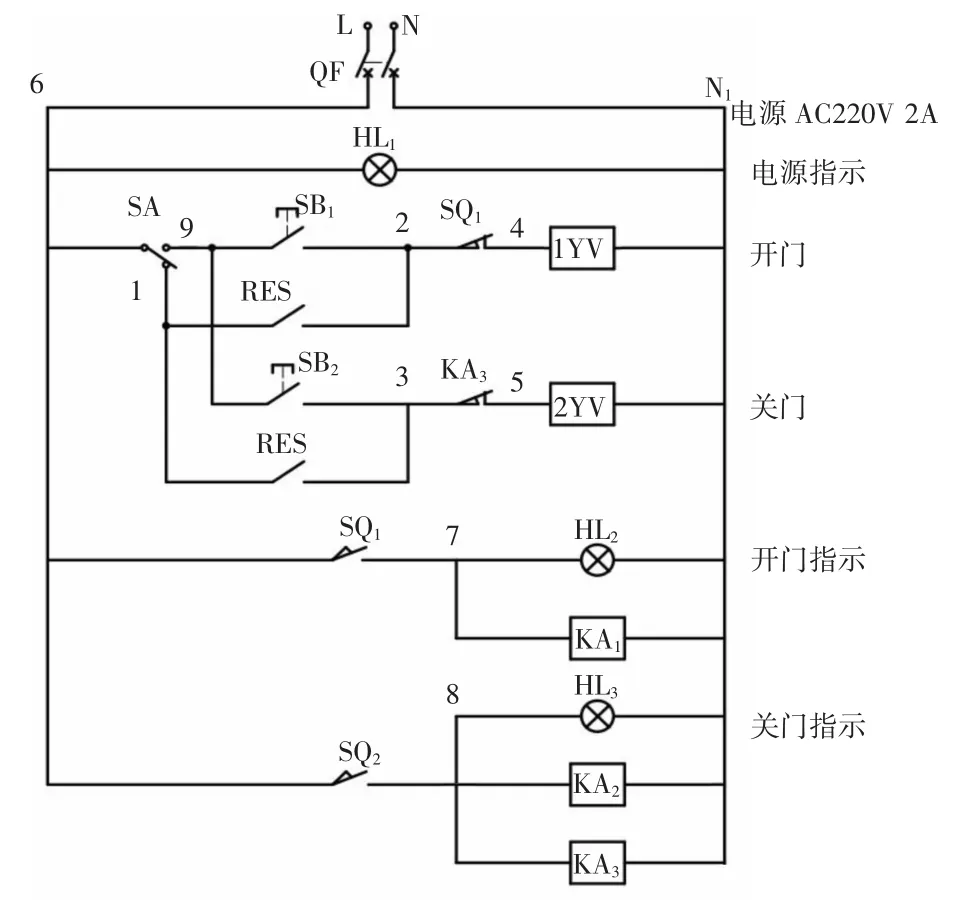
图3 技改后控制柜内接线图
5.5 制粉系统冷风门及混合风门控制回路技改前后现场对比
通过以上技改施工,现场实际对比如下图4、图5所示。
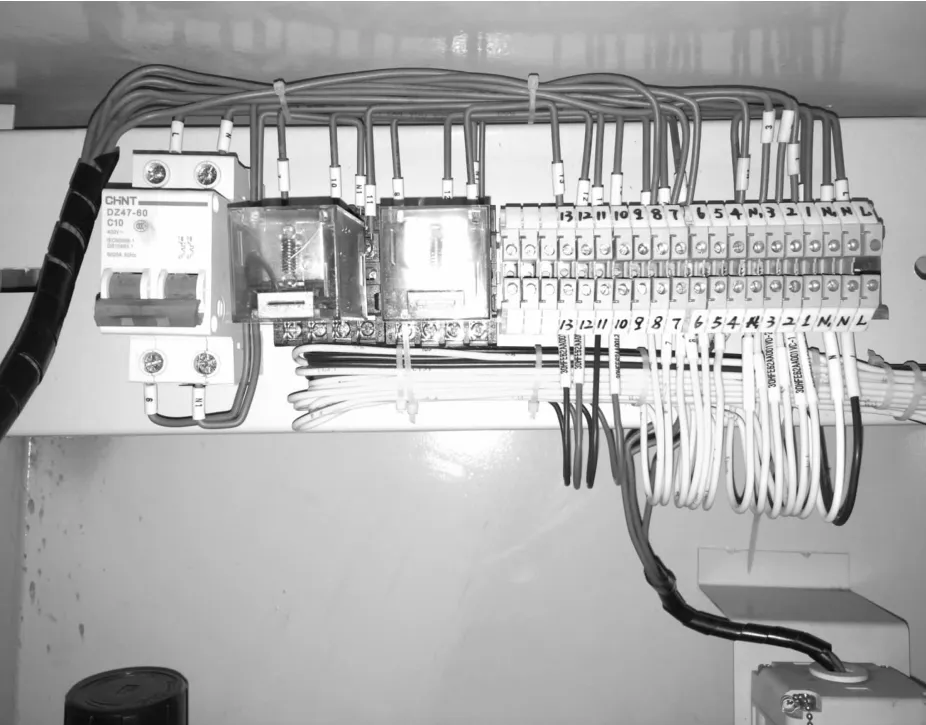
图4 风门就地控制柜原接线
图5 风门技改后就地控制柜接线
6 机组制粉系统运行效果
经冷制粉系统冷风门及混合风门控制回路优化后投入使用,运行期间均未出现风门异常关闭跳磨事故。DCS指令输出、就地回路及阀门实际开关均按预期状态进行动作,效果明显,完全达到控制回路优化目的,有效的提高了磨组运行的可靠性及安全性。
7 回路改造结论
通过对制粉系统冷风门及混合风门回路问题分析,可知原控制回路仅满足磨入口风门正常开关运行,一旦露天潮湿环境下的限位开关触点绝缘不良,将导致磨组跳闸。通过对原风门控制回路的合理优化及设备的整体实际运行,制粉系统冷风门及混合风门运行工况可靠稳定,有效规避了风门异动跳磨的风险,提高了锅炉燃烧的稳定性,保证了机组运行的经济性。
猜你喜欢
东坡赤壁诗词(2022年2期)2022-04-15
今日自动化(2022年1期)2022-03-07
小天使·聪聪画刊(2021年2期)2021-09-10
环球市场(2021年11期)2021-01-15
小雪花·小学生快乐作文(2020年12期)2020-05-17
新商务周刊(2019年24期)2019-12-22
数码世界(2018年6期)2018-07-12
现代面粉工业(2018年6期)2018-02-14
现代工业经济和信息化(2016年8期)2016-05-17
河南科技(2014年22期)2014-02-27
