S1500 PLC和S120变频器在伺服往复机中的应用
2018-09-26 09:34:32何怡茂
电气传动自动化 2018年6期
何怡茂
(湖南省邵阳纺织机械有限责任公司化纤所,湖南邵阳422001)
1 概述
盛丝桶往复机原先采用液压站实现纵向和横向的往复,液压站成本高,系统复杂、维护保养繁琐,可靠性差。随着技术进步,开关磁阻电动机调整系统、变频器驱动异步电动机以及伺服驱动控制系统都可以实现连续不断的往复运行工况。采用伺服驱动控制系统的盛丝桶往复机以结构简单,运行稳定,定位准确,维护方便等优势,得到了广泛的应用。
本文论述了西门子S1500与S120变频器所组成的最新的伺服控制系统在伺服往复机中的应用。
2 控制系统原理简介
盛丝桶往复机是短纤前纺生产设备中最关键的设备。从喂入机下来的丝束以一定的速度落在盛丝桶内,盛丝桶在往复机台车上按设定的速度做横向及纵向运动,使丝束在桶内均匀排布,是后纺牵伸工作正常进行的基础。当丝束落入丝桶内的时间达到设定值后,往复小车进行换桶动作,满桶由往复机小车送至满桶轨道,空桶由空桶轨道推入往复机台车上,继续盛丝工艺。盛丝桶往复机运动看是简单,但其逻辑动作要求特别严格,前后、左右往复运动位移要求准确可靠。这样才能保证丝束均匀的一层一层的铺在盛丝桶中,为丝的后加工处理生产打下良好基础。为此盛丝桶往复机在设计上采用了伺服系统,盛丝桶往复机交流伺服系统共有两套,一套控制盛丝桶纵向运动,另一套控制盛丝桶往复机横向运动。
从熔体直接纺大容量涤纶纺丝生产线的工艺流程中,可以看出盛丝桶往复机是化纤行业短纤维生产线中的重要设备之一,盛丝桶往复机运行好坏,直接影响盛丝桶中盛丝的长度及每层铺丝的均匀程度,从而直接制约涤纶短纤前纺、后纺的生产,对涤纶短纤丝的成品质量有很大的影响,因此直接纺大容量涤纶纺丝生产线一般采用伺服往复机,它由空桶轨道、往复小车、满桶轨道三个部分组成,组成的示意图如图1所示。

图1 往复机组成示意图
其中空桶轨道由一台交流电机驱动,负责将空桶运到轨道指定位置上,该电机命名叫进桶电机;往复小车是分别由两台交流同步伺服电机驱动,使盛丝桶在指定的位移范围内在横向和纵向运动,分别命名叫横动电机和纵动电机;满桶轨道由一台交流电机驱动,负责将满桶运到轨道指定位置上,该电机命名叫出桶电机。
随着制涤纶短纤迅猛发展和产品质量的不断提高,对丝的产量、质量要求也不断的提升,要求盛丝桶往复机能保证安全可靠的运行、实现智能化精确控制,为此我们在设计盛丝桶往复机时,采用了S1500 PLC通过Profinet总线控制两台S120变频器驱动往复小车的横动电机、纵动电机和两台G120变频器驱动进桶电机、出桶电机;通过SIEMENS的触摸屏KTP700实时修改各种参数和动作控制,能在触摸屏KT700上监视各电机和变频器运行的状况,实现最优控制,满足生产工艺的需要,本文主要以横动电机为例介绍S120变频器对于交流伺服的控制,控制系统配置示意图如图2所示。

图2 控制系统配置示意图
该控制系统由S120变频器、交流同步伺服电机、编码器、通讯端口等组成闭环控制系统,当给定量随机变化时,系统能使被控量准确无误地跟踪并复现给定量。SIEMENS交流同步伺服驱动器有很强的功能,有着灵活多样的控制方式,有速度控制方式、位置控制方式、返回参考点控制方式、自动控制方式、凸轮控制方式、虚拟主轴控制方式、同步控制方式等,能通过伺服驱动器自身参数的调整,提高控制精度。
本伺服系统采用位置控制方式,位置控制的根本任务就是使交流伺服电机对位置指令的精确跟踪。盛丝桶往复机是将旋转负载转变直线运动的负载,怎样才能保证盛丝桶往复机运动位置的准确性,这就要求从伺服驱动器自身参数和控制系统来保证,通过S120变频器的调试软件STARTER来实现,设备机械组参数设置如图3所示。

图3 机械组参数设置图
编码器脉冲数:增量位置实际值的细分分辨率(P418)
旋转编码器线数/旋转编码器线数:旋转变压器上在这里输入的是极对话数(P418)。

盛丝桶往复机PLC硬件配置如图4所示。
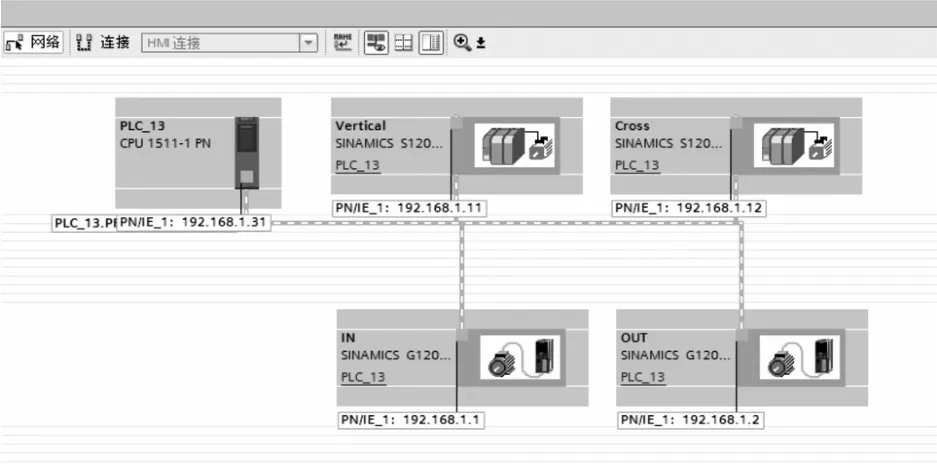
图4 PLC硬件组态图
盛丝桶往复机伺服控制器的回零方式配置如图5所示。

图5 回零方式配置图
盛丝桶往复机伺服控制器的回零方式为动态回零(Passive Home)又称 Homing on the fly,用于伺服轴工作于任意状态时动态修改当前位置为零,执行动态回零后并不影响当前的运行状态,轴并不是真正的回到零点而是其当前位置值被置为0,重新开始计算位置,盛丝桶往复机横动单方向通过对中的接近开关,接通S120变频器的CU控制器上的X122的快速输入10号端子,执行单边动态回零,以消除横动机械运行的误差累计问题。
盛丝桶往复机PLC和S120变频器之间的通迅,通讯控制(FC1)子程序编程借助于系统功能块“DPRD_DAT”和“DPRD_DAT”进行周期性数据通讯,达到通讯控制S120变频器的目的。周期性数据通讯指的是数据的实时交换,如变频器的控制字、状态字、设定值和显示值等,如图6所示。

图6 通讯控制(FC1)子程序
参数LADDR是读取或写入数据的模块硬件ID,对应的模块硬件ID如图7如示。

图7 模块硬件ID
3 KTP700界面
盛丝桶往复机的人机操作界面KTP700通过Profinet总线与S1500PLC通迅;人机界面以简洁、清晰的风格组态各个操作画面,画面上准确明了地以图形方式表示出当前生产线设备工况,如停止、运行、速度和故障等信息并以不同颜色、图形和文字表示。通过界面上的操作,可对盛丝桶往复机的速度进行设定和修改。
横动设定画面如图8所示。

图8 横动设定画面
状态显示画面如图9所示。

图9 状态显示画面
4 结束语
本系统是人机界面、PLC、变频器、伺服系统的完美结合,系统高度稳定可靠,有很强的抗干扰能力,开放式的总线结构,采用功能强大的Siemens友好人机界面,使盛丝桶往复机控制更具有智能化与人性化,在涤纶纺丝生产线中的应用,降低了系统设计、制造、安装、维护的成本,并提高了系统的控制精度和系统的可靠性,满足化纤行业短纤维生产线中工艺需要。
猜你喜欢
防爆电机(2020年3期)2020-11-06 09:07:42
石油商技(2019年2期)2019-05-08 01:02:38
测控技术(2018年5期)2018-12-09 09:04:50
意林原创版(2018年6期)2018-07-03 20:04:26
成长·读写月刊(2018年2期)2018-03-28 10:24:14
纺织科学研究(2017年6期)2017-07-03 12:14:35
电子制作(2017年7期)2017-06-05 09:36:13
化纤与纺织技术(2015年1期)2015-12-26 03:33:39
合成技术及应用(2015年3期)2015-12-11 08:36:28
自动化博览(2014年12期)2014-02-28 22:34:39