不同碳氮比下分段进水多级A/O耦合MBR工艺的脱氮除磷性能研究
2018-09-21 01:57:54王少坡王舜和李博洋张鹏达孙力平
天津城建大学学报 2018年4期
李 权,王少坡,王舜和,李博洋,张鹏达,孙力平
(1.天津城建大学 天津市水质科学与技术重点实验室,天津 300384;2.天津市市政工程设计研究院第一设计研究院,天津 300051)
污水中的氮元素与磷元素是引起水体富营养化的主要因素[1].在各类脱氮除磷方法中,活性污泥法的污水处理工艺以其较简单的组成和操作,并且在较低的成本下,能够达到满意的脱氮除磷效果而被广泛采用[2].但是,随着污水排放标准的提高,现有的传统活性污泥法污水处理工艺很难达到新的出水水质标准;并且,当前污水处理工艺普遍存在能耗高的现象,这无疑成为污水处理厂良好运营的负担[3].因此,对现有的工艺进行改造或者开发新型脱氮除磷技术势在必行[4-6].
随着膜分离技术的发展与应用,连续流过滤技术与设备已经更加完善[7],为膜生物反应器(MBR)的推广提供了基础条件.MBR具有出色的泥水分离能力,可以使剩余污泥排放量减少至传统活性污泥法的66.7%,有实例表明[8]:在3个月甚至2年的运行期内可以不排泥,减少了污泥处理费用.因此,国内已有MBR耦合现有污水处理工艺的研究与应用[9-11],如采用A/O、A2/O等工艺耦合MBR;但是,目前国内对分段进水多级A/O工艺耦合MBR的组合工艺研究不多.分段进水多级A/O工艺相对于同体积推流系统,具有较长污泥停留时间(SRT);无需硝化液回流;缺氧区反硝化产生的碱度可以补充下一段好氧区碱度的消耗,降低了污水处理中的成本[12].有研究表明:分段进水多级A/O工艺的好氧区有利于同步硝化反硝化反应的发生,缺氧区可以允许反硝化除磷菌的生长,可以进一步提高对氮、磷的去除率[13].因此,本试验以分段进水多级A/O耦合MBR工艺为对象,以人工配水为原水,考察不同C/N对该组合工艺脱氮除磷性能的影响,并分析其原因.
1 试验材料与方法
1.1 试验装置
多级A/O耦合MBR工艺装置如图1所示.
采用分段进水四级A/O(缺氧/好氧),后置MBR(膜生物反应池).装置长165 cm,宽55 cm,深50 cm;有效容积300 L,设计处理量0.5 m3/d.沿水流方向设置四级A/O池,每一级A段(缺氧区)与O段(好氧区)通过隔板下端孔口联通.相邻两级O段与A段通过挡板上端孔口联通,并且这些孔口沿水流方向从首端到膜组件池的相对高程依次下降,使得污水在处理过程中自流进入下一个生物池.原水从每级A段进入生物池,经过四级A/O生物池后,自流入尾端MBR池,经膜过滤后出水.
1.2 试验水质
本试验工艺所接种的污泥取自天津市某污水厂二沉池回流井,该污水处理厂采用分段进水多级A/O的污水处理工艺.试验过程中所用原水采用人工配水,由提升泵抽取原水,经转子流量计泵入各缺氧池.试验配水水质如表1所示,并根据需求补充碱度.

表1 试验原水水质
1.3 水样检测与方法
1.4 试验运行方式
本试验采用四级A/O且四段进水的运行方式,4个缺氧池体积不变,4个好氧池的体积逐级递增;好氧池内污泥浓度(MLSS)2 500~4 500 mg/L,沿水流方向污泥浓度逐级递减;缺氧段、好氧段的溶解氧(DO)分别控制在 0~0.5,0.5~3.0 mg/L;考虑到膜通量,水力停留时间(HRT)为15 h;试验采用零排泥的运行方式;以葡萄糖为碳源,以碳酸氢铵为氮源,通过调整配水,使原水C/N保持在4~7、8~12两个工况,待每个工况稳定后,连续运行30 d.
2 结果与讨论
2.1 进水C/N对氮污染物去除的影响
在C/N=4~7,8~12两个阶段内,该污水处理组合工艺对氮污染物去除效果如图2-3所示.
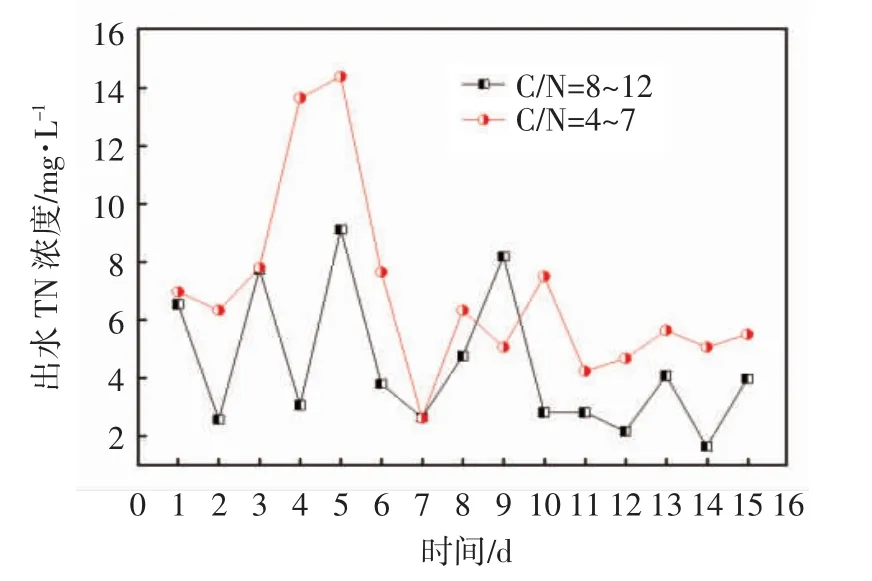
图2 两种C/N工况下出水TN对比
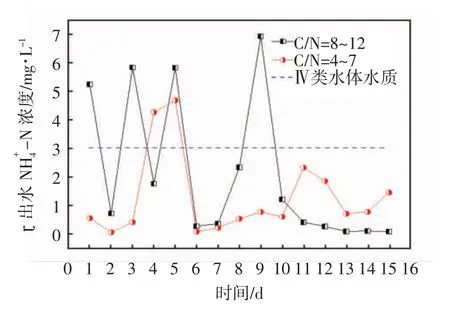
图3 两种C/N工况下出水NH 对比
由图2可以看出:在C/N为8~12时,该周期内15 d的监测数据中TN去除率高于90%的为11 d;出水中TN浓度全部低于15 mg/L,满足GB18918—2002《城镇污水处理厂污染物排放标准》[14]中一级A的出水水质;当C/N下调到4~7时,15 d的监测周期内TN去除率大于90%的为2 d,大于80%的为10 d,且此时出水TN浓度小于8 mg/L的保证率为80%.由此可见,此时出水TN浓度仍能优于国家一级A的出水水质要求.
由图3可以看出:相对于C/N对该系统去除TN的影响,其对的去除影响较小,且两种C/N运行工况下的出水浓度小于3 mg/L的保证率分别为73.33%、86.67%.由此表明,C/N在4~12时该系统可以有效地去除氮污染物.
邝斌宇等[15]在AO-MBR的组合工艺研究中得出,与TN的去除率分别为99.1%、75.8%;熊凯波[8]在A2O-MBR的工艺组合试验中得出,与TN 的去除率分别为94.7%、78.5%.本试验中,在C/N=8~12,4~7 的条件下的平均去除率分别为95.51%、97.14%,TN的平均去除率分别为89.26%、84.73%.通过比较可以看出,本试验所采用的组合工艺相对于前两者的组合形式而言,对氨氮的去除效果相似,但是对TN的去除率有很大的提升.原因在于分段进水多级A/O工艺自身强化脱氮的特性所致[16];并且多级A/O系统内微生物连续交替处于“饱食”和“饥饿”两种状态中,在这种非稳态的环境中,刺激微生物保持较高的活性,从而能更有效地去除污染物[17];另外,工艺中所耦合的MBR相较于二沉池对污泥具有更优异的截留效果,这为延长污泥龄提供了条件,有助于实现零排泥.因此,随着运行时间的延续,硝化菌与反硝化菌在污泥系统内所占比例逐渐增加,使得该系统对氮污染物的去除能力较强[18].不仅如此,已有试验表明,在多级A/O的好氧区有利于发生同步硝化反硝化反应,而该反应有利于进一步提高脱氮效率[19].
2.2 进水C/N对磷污染物去除的影响
在C/N=4~7,8~12两个阶段内,该污水处理组合工艺对磷污染物去除效果见图4.由图4可以看出:在C/N为8~12时,系统在无化学除磷的帮助下仍能达到较好的除磷效果,出水中TP浓度均在0.5 mg/L以内,满足新标准[14]中一级A的水质要求;而C/N为4~7时,在监测周期内,随着时间的推移,出水中TP的浓度逐渐升至2.47 mg/L,此时TP去除率低至54.82%.

图4 两种C/N工况下出水TP对比
造成这种变化的原因主要在于:在C/N降低情况下,系统脱氮效率下降,使得硝态氮浓度有所提升,在污泥回流的同时硝态氮随混合液回流入缺氧段,破坏了厌氧环境,使得聚磷菌释磷不完全,进而使其无法在好氧区充分吸磷[20];另外,微生物除磷还可以通过反硝化除磷方式去除,有文献表明[21]:当C/N在10~20范围内时,对反硝化除磷具有明显的促进作用,所以此时较低的C/N是导致磷去除率下降的原因之一;此外,已有对MBR工艺进行升级改造的研究表明[22],当C/N下降后,需要通过添加碳源与除磷药剂来保证出水TP低于0.3 mg/L.
2.3 进水C/N对有机污染物去除的影响
两种C/N工况下出水COD对比如图5所示.由图5可知:在C/N=8~12时,进水COD平均浓度为462.11 mg/L,出水COD平均浓度为17.94 mg/L,平均去除率96.12%,此时的出水全部满足新标准[14]中一级A出水水质,且86.67%的出水中低于30 mg/L(Ⅳ类水体中的COD水质标准);而在C/N=4~7时,进水COD平均浓度为260.30 mg/L,出水COD平均浓度为20.64 mg/L,平均去除率91.30%,虽然此时出水COD全部满足文献[14]中一级A的出水水质,但仅有73.33%的出水中COD低于30 mg/L,比C/N为8~12时的出水水质稍有下降.

图5 两种C/N工况下出水COD对比
两种C/N工况下,该系统对COD的去除略有不同的原因为:也有研究表明[23],当进水COD浓度高于350 mg/L时,混合液内脱氮除磷的功能菌活性较高,因此当C/N下调后,系统内的脱氮除磷菌活性降低,对碳源的利用率下降,导致出水COD浓度略微增大.
3 结论
(1)C/N在4~12时,分段进水多级A/O耦合MBR组合工艺对以及COD污染物的去除效果稳定,均优于GB18918—2002《城镇污水处理厂污染物排放标准》一级A出水水质标准.
(2)该组合工艺的污水处理能力具有达到GB3838—2002《地表水环境质量标准》Ⅳ类水体水质标准的潜力,通过进一步工况优化,能够满足下一轮污水处理厂提标改造的要求.
(3)当原水 C/N由8~12降至4~7后,工艺对TP的去除效果逐渐恶化,为了保证该组合工艺的除磷效果,可考虑辅以化学除磷的方式,优化出水,以其满足一级A出水水质标准.
猜你喜欢
中国应急管理科学(2022年2期)2022-05-23 18:49:25
供水技术(2022年1期)2022-04-19 14:11:38
今日农业(2021年20期)2021-11-26 01:23:56
小猕猴智力画刊(2019年9期)2019-11-08 05:58:49
资源节约与环保(2018年1期)2018-02-08 02:18:31
环境保护与循环经济(2017年7期)2018-01-22 02:58:12
中国资源综合利用(2017年1期)2018-01-22 02:44:29
水科学与工程技术(2016年1期)2016-07-12 14:26:13
中国环境科学(2016年3期)2016-02-08 15:07:14
应用海洋学学报(2014年2期)2014-11-26 01:20:46