PVC-U管材纵向回缩率的影响因素及解决措施
2018-09-19 09:46:20何正炎
聚氯乙烯 2018年5期
何正炎
(天津永高塑业发展有限公司,天津 300480)
我国PVC制品主要为建筑给排水管材及门窗型材等。到“十二五”末,建筑给排水塑料管材已占全部管材的85%,其中约60%的塑料管材为PVC-U管材。纵向回缩率是表征PVC-U管材耐蠕变及产品寿命的重要指标。PVC-U排水管材的纵向回缩率是指在150 ℃恒温状态下保持一定时间,在(23±2) ℃自然冷却后测定管材长度收缩的百分比。在生产过程中,PVC树脂处于黏弹态,分子链由于受力取向或解缠后经定径套瞬时冷却而被冻结,当外部环境温度为150 ℃时,分子链吸收热能,以前被冻结的势能释放,冷却定型时产生的形变得以恢复[1],这就是PVC-U管材纵向回缩率的由来。
马一青认为PVC-U排水管材纵向回缩率表征的是管材的热胀冷缩[2],这个观点值得商榷。因为冷却冻结的形变才是纵向回缩率产生的直接原因,这个形变只有PVC-U管材在玻璃化转变温度(85 ℃)到黏流态温度(175 ℃)之间时才会释放出来,且不可逆。而热胀冷缩是由于物体内粒子的振动幅度会随温度而改变造成的,当温度上升时,粒子的振动幅度加大,令物体膨胀;当温度下降时,粒子的振动幅度便会减少,使物体收缩。因此,纵向回缩率不能用来表征PVC-U管材的热胀冷缩。
在PVC-U排水管材的生产过程中,纵向回缩率超标的现象时有发生,需要生产和技术部门及时处理,以消除不合格隐患。笔者从原材料、模具、工艺等方面对纵向回缩率的影响因素进行探讨[2],并对其产生机制进行分析,提出了相应的解决措施。
1 试验部分
1.1 试验原料
PVC-SG5型树脂,企业1、企业2;轻质碳酸钙,河北乾昊钙业有限公司;CPE,WK6000,浙江科利化工股份有限公司;稳定剂,500BH,浙江传化华洋化工有限公司;其他辅料,市售。
1.2 试验设备和仪器
PVC双螺杆挤出机,SJSZ80、SJSZ65,河北通达塑料机械有限公司;电子万能试验机,XWW20A,河北金建检测仪器有限公司;老化箱,RX-LH150,吴江市荣欣烘箱制造厂。
1.3 测试方法
PVC-U排水管材纵向回缩率按GB/T 6671—2001《热塑性塑料管材纵向回缩率的测定》中的方法B(即烘箱试验法)来测试。
2 结果与讨论
2.1 配方
采用Φ110×3.2的管材模具,考察碳酸钙与CPE用量对PVC-U管材纵向回缩率的影响,结果见表1。
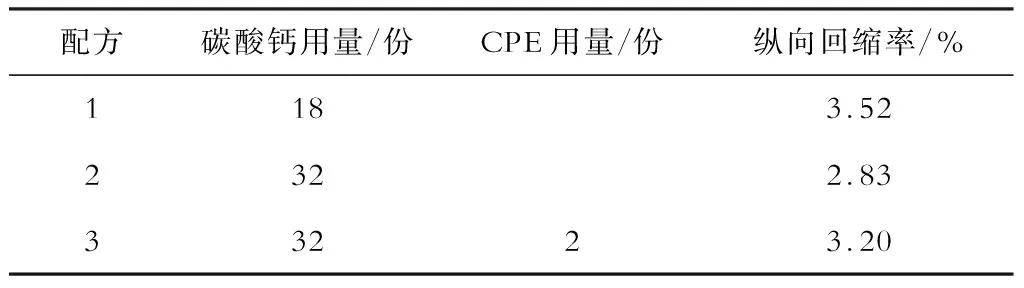
表1 配方对PVC-U管材纵向回缩率的影响
由表1可知:增加碳酸钙用量可降低PVC-U管材的纵向回缩率,添加CPE则增加管材的纵向回缩率。这是因为碳酸钙是无机刚性粒子,其均匀分布在PVC分子链的空隙中,阻碍了PVC分子链构象的转变,增加了解缠或取向分子链的回缩、回缠的位能,所以增加碳酸钙用量管材纵向回缩率会变小;而CPE是大分子橡胶体,它的存在增加了PVC分子链的空隙距离,在同等外力作用下,分子弹性形变更大,在定径套中被固化的形变也越大,进而管材的纵向回缩率也变大。在实际生产过程中,一个定型的产品配方不会轻易更改碳酸钙和CPE的用量,特别是增加碳酸钙用量同时会改变产品密度、拉伸屈服强度等指标。综合考虑,最好从其他方面来降低PVC-U管材的纵向回缩率。
2.2 PVC树脂平均聚合度
采用Φ110×3.2的管材模具,考察PVC树脂平均聚合度对PVC-U管材性能的影响,结果见表2。

表2 PVC树脂平均聚合度对PVC-U管材性能的影响
从表2可明显看出:PVC树脂的平均聚合度变小,PVC-U管材的纵向回缩率也变小,但同时拉伸屈服强度也变小,维卡软化温度也略有降低。在同样的温度、剪切条件下,平均聚合度低的PVC树脂更容易塑化,即高弹态转化为黏流态更容易。因此,在冷却定型时,PVC熔体中残留的高弹态较少,被冻结的形变也少,管材的纵向回缩率也较小。但在实际生产中,不同厂家、不同批次的PVC树脂平均聚合度波动较大,造成PVC-U管材纵向回缩率波动较大,因此想通过控制PVC树脂的平均聚合度来调节管材的纵向回缩率非常困难。
2.3 芯棒外径
采用不同外径的芯棒生产了不同壁厚(Φ50×2.0、Φ50×1.8)的PVC-U管材,考察芯棒外径对其纵向回缩率的影响,结果见表3。
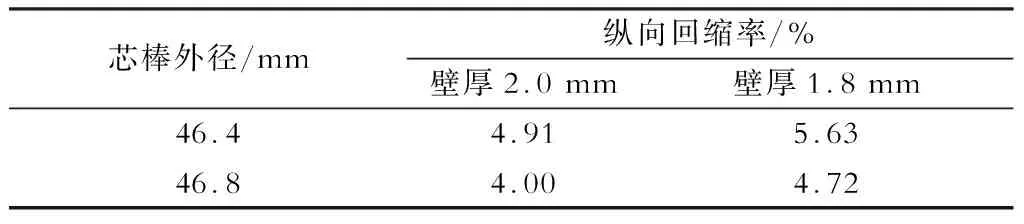
表3 芯棒外径对PVC-U管材纵向回缩率的影响
由表3可知:芯棒外径对PVC-U管材纵向回缩率的影响较大。采用外径较小的芯棒时,出口模的管坯壁厚较厚,其在机筒与模具中受到的剪切形变来不及恢复即受到牵引机的拉伸,加之口模与定径模距离较短(便于真空成型),分子链冷却回缩时间短,产生的应变较多,最终造成管材纵向回缩率变大;采用外径较大的芯棒时,由于管坯壁厚较小,为了让管坯充分恢复、累积,此时的牵引力较小,产生的应变相应较少,纵向回缩率也就变小。在实际生产过程中,因为磨损以及模具经常除锈抛光,口模间隙逐年变大,所以芯棒使用几年后最好更新。在实际生产中,更换芯棒是减小PVC-U管材纵向回缩率效果最明显的方式之一。
2.4 工艺温度
采用Φ110×3.2的管材模具,考察工艺温度对PVC-U管材纵向回缩率的影响,结果见表4。

表4 工艺温度对PVC-U管材纵向回缩率的影响
由表4可知:工艺温度的改变对PVC-U管材的纵向回缩率有一定影响,特别是增加1区、2区机筒温度,一方面可加快PVC初级粒子融化,减少处于高弹态的物料;另一方面可减少螺杆对熔体的剪切,减少形变。但由于PVC树脂是热敏性树脂,为防止其分解,机筒1区、2区的温度增加幅度有限。在纵向回缩率略微超标时,通过调整工艺温度可使其快速达标。
3 结语
解决PVC-U管材纵向回缩率超标的问题,更换芯棒是最直接、有效的措施;增加机筒温度可在小范围内快速改善纵向回缩率;PVC树脂最好选则平均聚合度偏低的SG5型产品;另外,不建议通过调整配方来降低PVC-U管材的纵向回缩率。