PVC冷粘防静电鞋的开胶问题与对策
2018-09-19 09:41:44胡树
聚氯乙烯 2018年5期
胡树
(深圳市新纶科技股份有限公司科技创新中心,广东 深圳 518132)
防静电鞋是将洁净室中工作人员的人体静电导向大地最有效和最可靠的方案之一,同时还有效地抑制了工作人员在无尘室中走动所产生的灰尘[1-2]。目前,防静电鞋主要采用PU或PVC材料制作鞋底。PVC防静电鞋相较于PU防静电鞋具有撕裂强度高、耐磨性好、防滑性佳和不易黄变等优点,其冷粘工艺又能满足客户对不同鞋面材料和款式的更新需求,因此PVC冷粘防静电鞋在防静电鞋领域占有很大的市场份额[3-4]。但是PVC冷粘防静电鞋在长期穿着、放置、清洗或烘干过程中会出现鞋面(包括鞋帮)与鞋外底贴合层开裂的现象,即开胶现象[5]。虽然我国鞋用胶黏剂的产品质量有了很大的提升,但在实际使用过程中由于胶黏剂种类的选择不当或施胶工艺错误,仍时常出现开胶现象。这不仅损害了消费者的利益,也极大地影响了企业信誉和品牌形象。笔者结合多年工作中接触和参与解决的一些开胶案例,对PVC冷粘防静电鞋的开胶原因进行分析,对胶黏剂的选择和贴合工艺的改进提出建议,希望能给胶黏剂生产企业和防静电鞋生产企业提供参考。
1 胶黏剂的作用机制
胶黏剂与被粘表面之间形成的粘接力主要来源于以下4个方面[4]。
(1)化学键力。
化学键力是由胶黏剂分子上带有的活性基团与被粘物体表面分子上的活性基团之间发生的价键连接而产生。
(2)分子间作用力。
分子间作用力包括取向力、诱导力、色散力和氢键力,它取决于胶黏剂及被粘材料分子的极性大小;极性越大,分子间作用力越大。
(3)静电引力。
胶黏剂及被粘物体表面之间存在电子供给体和电子接受体,就会产生静电引力。
(4)机械作用力。
胶黏剂渗透到被粘物体表面的缝隙中,固化后形成较强的机械作用力。
PVC为强极性材料,使用极性强的胶黏剂能够提供较强的分子间作用力,以此作为粘接力的主要来源;静电引力主要是通过施胶前对被粘物体表面进行打磨来获得,但为了节约时间和人工成本,这一步基本都被省略;施胶前,使用预处理水对被粘表面进行特殊活化处理,可以明显提高贴合面之间的化学键力,进而提高粘接强度;在手工贴合后,可以将鞋底和中底在加压机上进行压紧处理,进一步提高机械作用力。综合采取以上措施,可以保证防静电鞋具有良好的贴合效果,避免使用时出现开胶现象。
2 PVC冷粘防静电鞋开胶原因分析
2.1 胶黏剂种类选择不当
PVC冷粘防静电鞋的鞋底中的PVC和增塑剂均为强极性材料,其鞋面、鞋帮材料主要有PVC革、PU革和帆布材料,也都是极性表面,因此应根据被粘材料的特性来选择相应的胶黏剂。非极性的SBS、SEBS、顺丁胶、乙丙胶等胶黏剂很难对极性表面进行有效的粘接;使用氯丁胶和接枝改性氯丁胶时,胶黏剂与被粘表面的结合力不强,难以达到规定的粘接指标;EVA类胶黏剂的粘接强度较低,耐热性和耐油性差,不适合用于PVC冷粘防静电鞋;硅胶胶黏剂的固化温度高,固化时间长,价格相对较高,并且通常带有颜色,也不是理想的胶黏剂。现在市面上质量较好的聚氨酯胶黏剂对常见的防静电鞋都可获得较理想的粘接效果,解决了鞋面(鞋帮)与PVC鞋底“难粘”和“粘不牢”的难题[6]。聚氨酯胶层色泽浅,黏度低,施胶方便,结晶速度快,初粘力佳,耐温性和耐候性可以通过优化配方来改善,特别适用于流水线生产,同时成本较低,成为PVC冷粘防静电鞋贴合和补胶的首选[7]。
2.2 预处理方法不当
多年来的实践证明,胶粘层中分子之间的结合力以及粘接层与被粘表面之间的结合力直接决定了贴合的质量。当贴合面和被粘表面确定后,粘接质量与被粘材料的表面状态和特性有较大关系。当被粘表面沾有油污、水分或灰尘时,胶黏剂与被粘表面之间难以形成化学键力和分子间作用力,粘接效果差。被粘材料表面是否预处理、如何预处理都对粘接效果产生较大影响。虽然鞋底模具和皮革模具经过抛光处理,可保证被粘表面的光滑平整,这样可以省略机械打磨的步骤,但生产实践表明,采用合适的预处理剂对鞋底和鞋帮进行处理后,可进一步提高粘接强度。预处理剂不仅可以去除被粘表面的油污、灰尘和水分(极性表面极易吸附一层水分),同时在被粘表面接枝上活性基团,增大被粘表面的孔隙率和接触面积,有利于胶黏剂在被粘表面的润湿和渗透,最终提高粘接强度和稳定性。
2.3 胶黏剂黏度及用量不当
当胶黏剂的黏度较大时,胶层厚度难以均匀,造成粘接界面存在热应力和收缩应力;同时,胶黏剂黏度过大,涂胶时不利于胶黏剂在被粘表面的润湿与渗透,粘接接触面积减少,难以形成较强的机械作用力,进而导致剥离强度下降。胶黏剂黏度较小时,胶层易涂刷,有利于胶液在被粘表面的润湿与渗透,机械作用力增加,因此粘接力显著提高。
实践证明,在冷粘工艺条件不变的情况下,剥离强度随着涂胶量的增加先升高,到达一定值(约100 g/m2)后又有所下降。这是因为涂胶量较小时,胶黏剂不足以填充被粘表面坑坑洼洼的微观粗糙面,使得接触面积较小,交联点很少,因此粘接力较低;随着涂胶量的增加,接触面积不断增加,交联点也相应增多,粘接力也逐渐增强;当涂胶量过多时,被粘面被胶黏剂隔开,由于胶黏剂本身的体积收缩以及胶层与被粘材料膨胀系数的不同,在粘接界面处有可能形成收缩应力和热应力,导致粘接力下降。
建议使用黏度50~200 mPa·s的预处理剂涂刷1~2遍,黏度200~600 mPa·s的胶黏剂涂胶2~3遍。预处理剂的涂刷和胶黏剂的涂胶工艺尽量实行定岗制,使操作人员尽快掌握涂胶手法和用量[8]。
2.4 胶黏剂性能不达标
在穿着一定时间后,防静电鞋必须进行超净清洗才能重新投入洁净室使用。超净清洗工艺主要有常温清洗+高温烘干(50~60 ℃)和常温清洗+高温甩干(40~60 ℃)2种。如果洗涤结束后仍有污渍残留,那么在高温甩干过程中由于摩擦的作用,胶黏剂表面温度可能会达到60 ℃甚至更高,而高温烘干过程则是将防静电鞋长时间放置于相对密闭的高温、高湿环境中,这2种情况都有可能导致胶黏剂被鞋套、皮革和鞋底粘住而导致开胶。一方面是由于选择的胶黏剂耐高温性和耐水洗性不佳,导致在高温、高湿环境下出现软化和水解;另一方面由于胶黏剂的力学性能不理想,在清洗设备中高速旋转的撞击下胶层容易变软。因此,应选择抗拉强度、撕裂强度和耐磨性比聚醚型胶黏剂更好的聚氨酯胶黏剂。另外,在清洗时,浴比(防静电鞋质量与清洗液体积之比)不宜过大;在高温烘干时,防静电鞋不宜堆放太紧凑,鞋与鞋之间尽量保留一点空隙,既有利于散热,也有利于水分及时挥发。
3 工艺改进建议
针对PVC冷粘防静电鞋在使用、清洗和烘干过程中出现的开胶问题,笔者进行了一系列改进及验证试验,总结出一些刷胶工艺及干燥工艺的改进措施,供大家参考。
PVC冷粘防静电鞋鞋底贴合工艺见图1。图1中的港宝是指用在鞋后跟下面,让后跟起到固定作用的材料。另外,如果真皮面经过打磨,可不用刷预处理水,直接刷涂胶黏剂。
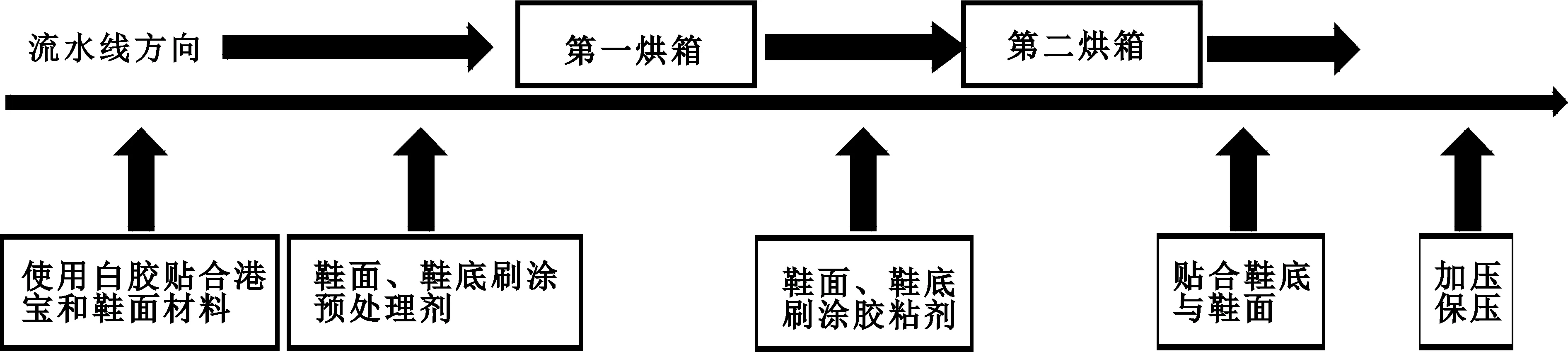
图1PVC冷粘防静电鞋鞋底贴合工艺
Fig.1LaminationprocessforPVCcold-adhesiveantistaticshoesole
3.1 预处理剂、胶黏剂的准备事项
(1)预处理剂、胶黏剂、固化剂等使用后均需要立即密封,避免与空气中的水分反应而失效。
(2)应根据实际的固化时间,严格控制固化剂的加入量。由于固化剂与水反应快速,故在环境湿度较大的场合,为补偿与水分反应的损失,固化剂的用量可稍微增加,但增加量通常不超过4%;当环境温度较高时,固化剂与胶黏剂的反应速度加快,所以固化剂的用量可以稍微减少,但减少量一般不超过2%,以确保后期固化完全。
如果操作人员在配胶时不称量,而是凭感觉和经验直接倒入固化剂,就会造成不同批次的防静电鞋粘接质量不同,因此规范操作是很有必要的。
(3)调配固化剂应由专人负责,保证加入固化剂后搅拌均匀。由于固化剂的密度一般比胶黏剂大,所以应上下搅拌,不可只左右搅拌或绕圈搅拌;可考虑采用电动搅拌器,或者类似打蛋器的工具。
(4)应根据生产速度来决定每次准备胶黏剂的量。应注意所配制胶黏剂的可使用时间,通常根据半天的工作量来配制胶黏剂。若配制的胶黏剂放置时间过长,则会出现熟胶现象,要立即停止使用。已超过可使用时间的胶黏剂不可与新配制的胶黏剂混用,或倒入原来的胶黏剂桶中。
3.2 刷胶及相关工艺改进建议
(1)建议固定使用专用涂刷,以保证刷胶宽度一致;刷胶时需要注意鞋头附近的刷胶宽度与鞋跟处刷胶宽度存在差异。
(2)重点施胶于易形成缺陷处,如鞋头、鞋跟、鞋底与鞋面贴合边缘处以及车缝线处。
(3)鞋子贴合后到加压机的时间不要超过3 min。
(4)整理鞋子时,若以溶剂去除鞋面的油污及沾到的胶黏剂,应控制溶剂用量,避免涂到粘接层。
3.3 烘道温度及干燥时间的改进建议
为方便描述,下面将鞋帮面与鞋底刷完预处理剂后进的烘箱称为第一烘箱,将刷完胶黏剂后进的烘箱称为第二烘箱。烘干工艺条件见表1。
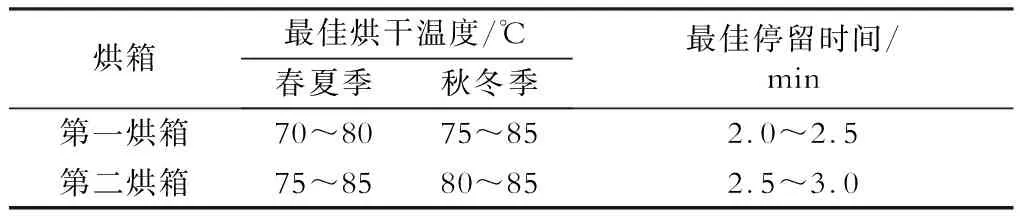
表1 烘干工艺条件
(1)预处理剂一定要经烘干才能进行后续工序,且干燥时间过长或过短都不好,否则会影响产品的粘接强度。干燥时间过长,预处理剂活性降低,其没有足够的时间在材料表面润湿、吸附、挥发溶剂,导致粘接强度反而降低。
(2)被粘物涂上胶黏剂后,须干燥至大部分溶剂挥发后再进行贴合,这样才能产生优良的粘接效果。若在胶黏剂仍含有大量溶剂时就贴合,不但初期粘接效果较差,剩余的溶剂也会影响结晶速度,导致后期粘接效果变差。
(3)干燥温度太高会破坏胶黏剂的结晶,并且导致PVC材料中的增塑剂迁移,此时须延长贴合前的冷却时间,否则初期粘接效果会变差,情况严重时会开胶。当干燥温度太低(低于50 ℃)时,胶黏剂无法热活化产生粘性,粘接效果变差,因此干燥温度应适中。
(4)当胶黏剂中的溶剂挥发后,被粘物的表面会形成一层不含溶剂的胶膜,其仍保持黏性,此时贴合会得到良好的粘接效果。胶膜保持黏性的这段时间叫做“黏性保持时间”。如果过了这一时间再进行贴合,即使施加足够大的压力也无法得到满意的粘接效果。胶黏剂烘干后,理想的加压贴合是在黏性保持时间内完成的。黏性保持时间与胶膜的厚度、固含量以及上胶次数有关。
(5)为了加快固化,有的企业会采用较高的干燥温度,同时缩短防静电鞋在烘道内的停留时间。但干燥温度超过85 ℃ 时,PVC合成革会出现软化和黏化,防静电鞋之间或者防静电鞋与烘箱内部接触而发生污染。另一方面,烘干温度过高会使胶层表面干燥过快而结皮,导致胶层内部的溶剂无法更好地挥发,从而影响最终的粘接效果。因此,不建议采用过高的干燥温度同时加快生产线速度的方法,建议采用适中的烘干温度,并延长烘道长度。
4 结语
聚氨酯胶黏剂具有韧性可调节、贴合工艺简单、耐候性和稳定性较好等优点,同时其与PVC材料有优良的粘接性能和粘接适应性,因此成为PVC冷粘防静电鞋用胶黏剂的首选。对于制鞋企业来说,不推荐采用自制的胶黏剂,可以选择行业内知名度高、产品成熟稳定的胶黏剂厂家,比如南海南光化工包装有限公司、佛山市南海南兴树脂有限公司、广东多正树脂科技有限公司等中资企业,或者南宝树脂(东莞)有限公司、东莞力宝粘剂有限公司、大东树脂化学有限公司等台资企业。这些厂家配套的胶黏剂种类比较多,鞋子不同部位对胶黏剂的工艺性能、粘接强度、韧性要求和外观要求均不同,应选择不同类型的胶黏剂与之匹配。合适的胶黏剂和合理的施胶工艺需要在长期的生产实践中不断地摸索规律、相互探讨、总结经验和逐步改善。而对于胶黏剂生产厂家而言,应当加快科研开发和技术创新的步伐,积极与制鞋企业开展技术交流,开发环保、节能、耐高温和低成本的新品种胶黏剂,创造出更多、更好的知名品牌,抢占和扩大国际市场。