
汽车柔性化顶盖检具设计与应用
2018-09-13 01:45孔凡燕崔礼春赵烈伟孙连福
锻压装备与制造技术 2018年4期
孔凡燕,崔礼春,虞 帅,赵烈伟,孙连福
(安徽江淮汽车集团股份有限公司 技术中心,安徽 合肥 230601)
随着汽车市场的逐渐成熟,业内对汽车的质量要求越来越高,这就使得各大汽车厂商对各零件不论在设计还是制造阶段的质量要求越来越高,零件的质量控制手段、检测工具等也越来越丰富,检具作为目前的主流检测工具大量应用于冲压单件、焊装总成等零部件的检测,同时在内饰件、大灯等塑料类零件的质量检测上也大量应用。
目前中国各大主机汽车生产现场,检具一直被大量使用,通过检具实现对零件的在线检测,判断产品是否合格,达到有效的控制产品的质量,保证生产的稳定性。传统的检具是以人工检测为主,为此检测人员需要按照标准作业指导书要求将零件准确的固定安放在检具上,然后通过检测销、划线销、卡尺、间隙尺、量规、通止规、百分表等检测工具实现对零件面轮廓度、线轮廓度等与检测基准块(理论值)之间的间隙、差值进行检查,也可以借助检测销或者目测对零件上不同功能的孔及零件与零件之间的搭接位置进行检查,从而保证在批量生产时实现对零件质量状态的快速判断,但随着汽车主机厂对测量自动化、数字化的要求越来越高,检具行业被迫转型升级,必须向标准化、柔性化、精密化、自动化、智能化发展。
本文主要详细叙述多款车型顶盖外板带天窗部位检具设计方法研究和应用优缺点,对后续新车型的顶盖外板检具柔性化设计具有重要指导意义。
1 多车型共用顶盖检具的设计
1.1 零件特点
某车型顶盖数模如图1,此件外形尺寸为3048mm×1370mm×243mm,厚度为 0.7mm,材料为宝钢SPCE材质,产品特点及要求如下:
(1)冲压件大而软,容易变形,检具设计时需考虑零件自重导致的零件下沉,可考虑在零件中部适当多增加S面支撑。
(2)精度要求高,特别是周边一圈与侧围、尾背门搭接,带天窗版由于天窗密封性要求高,相应的对中间翻边型面等处精度要求较高,检具设计时这些地方需重点关注。
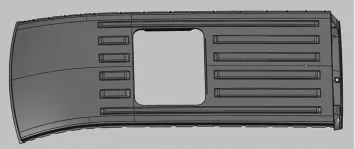
图1 顶盖数模
1.2 GD&T制作
GD&T文件主要包含零件三大信息,第一为零件定位系统,按照车身定位系统,根据焊装输入的基准点文件,冲压根据其定位夹持信息,设计冲压单件在检具上的定位夹持方式,原则为尽量保持与焊装基准点一致,保证冲压焊接定位的一致性。
第二为零件公差要求,根据尺寸工程人员提供的公差信息,对于有特殊要求的按照特殊公差要求,对于无特殊要求的按照常规公差进行设定。
第三为检测元素,即需检测的特征,包括面、边、孔等,按照白车身装配搭接关系识别关键面、边等,按照零件孔位信息表明确关键孔等。
1.3 概念设计
概念设计包括详细的检具草图和书面描述以便能依此进行检具设计,其应具备以下信息:
(1)被测零件与检具底板的位置关系,即板件的放置方向。一般根据板件的形状,综合考虑板件的通常变形形式,板件的检测位置,检测方法,检具的操作性能来确定方向。不过最好使用装车位置,如果相对装车位置有偏离,应以90°增量进行偏转,顶盖的放置方向按照车身坐标位置放置。
(2)零件的定位方案。定位方案与几何尺寸及GD&T一致。
(3)夹紧方案与GD&T一致。
(4)支撑与升举机构的机构形式。此次检具设计需要升举机构的主要为天窗检测机构,现有各汽车厂家为节省工装开发成本将不带天窗版与带天窗版检具设计为共用的,通常顶盖外板天窗检测机构形式一般采取以下技术方案:
①普通版顶盖检测时把天窗检测机构拆下放置于底版上,天窗版顶盖检测时又将天窗部位的检测机构安装在检具的固定座上,具体结构如图2,天窗检测机构如图3。
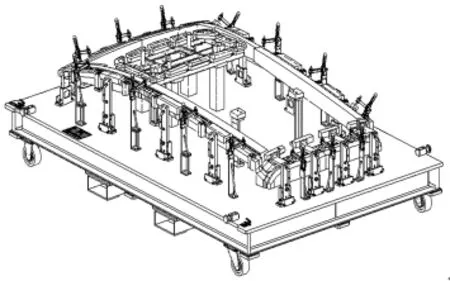
图2 检具结构图

图3 天窗检测机构
②顶盖外板检具设计时,天窗部位检测机构设计成多个活动式检测块,天窗版顶盖检测时将活动块一个一个旋紧固定,普通版顶盖检测时要把活动检测块一个个打开避让开。天窗检测机构实如图4。

图4 天窗检测机构实物
2 顶盖外板天窗部位检测机构设计
此车型顶盖拟采用无需拆卸的天窗检测机构,如图5。顶盖天窗检测机构包括九宫格式矩形框架和散布在矩形框架边缘处的检测块,矩形框架上一对角安装两组滑移器,矩形框架上另一对角安装两组氮气缓冲器,如图6,滑移器和氮气缓冲器另一端以可上下滑动的方式安装在检具基座上,矩形框架能够在上限位点和下限位点锁定,该滑块的滑动方向垂直于矩形框架的所在平面。
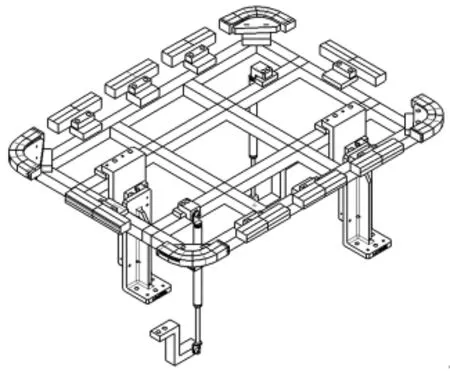
图5 天窗检测机构

图6 天窗检测机构
原理为当检测无天窗顶盖外板时,将天窗部位的检测机构上的旋钮柱塞组件图6a中的旋钮定位销1从上定位孔2中旋出,整个机构顺着导轨下行至下定位孔3后进行定位,整个天窗部位的检测机构处于非工作状态,把顶盖外板放置在检具本体上即可进行检测;当检测带天窗的顶盖外板时,再将天窗部位的检测机构的旋钮柱塞组件中的旋钮定位销1从下定位孔3中旋出,整个机构顺着导轨上提至上定位孔2后进行定位,整个天窗部位的检测机构又处于工作状态,不需任何拆卸和安装过程。
该检测机构安装后,无需拆装即可方便检具对普通版顶盖和天窗版顶盖进行检测切换,省时省力,有效保证检测精度准确性,还能节约检具空间,降低制造成本。
3 工程图纸输出及生产验证
顶盖外板检具整体工程图纸如图7所示。设计完成后的最终图纸,经过评审满足使用要求,最终制造完成的检具实物如图8所示,一切性能满足使用验收要求。

图7 顶盖外板检具工程图纸

图8 顶盖外板检具实物
另随着汽车主机厂对测量自动化、数字化的要求越来越高,检具行业被迫转型升级,必须向标准化、柔性化、精密化、自动化、智能化发展,为适应行业发展及实际生产需要,也开发了一种顶盖外板柔性化检具如图9,该柔性检具(检测支架)通过自动三坐标检测板件,可同时满足带天窗和不带天窗顶盖检测,同时通过调整或不调整定位面也可满足其他车型顶盖外板检测,满足检具工装多元化、通用化、检具柔性化要求,为后续新车型工装开发有效节约成本。

图9 顶盖外板柔性检具实物
4 结论
(1)通过对汽车顶盖外板检具天窗部位检测机构设计方法研究,并应用于实际生产,解决主机厂检具工装多元化、通用化并提升了检具柔性化。
(2)多车型共用顶盖检具冲压件的定位、数据检测、功能识别、问题识别及方案制定具有明显效果。
(3)多车型共用顶盖检具技术在先进的测量系统中有着独特的优势,这就为新设备的应用、推广以及汽车轻量化技术的发展提供了重要的技术手段。
(4)多车型共用顶盖检具技术及柔性化检具发展不仅影响着车身冲压和焊接领域的发展,对汽车的绿色设计与制造,推进汽车的节能减排,创建环境友好型社会均具有重大意义。
猜你喜欢
汽车实用技术(2022年15期)2022-08-19
模具制造(2019年10期)2020-01-06
模具制造(2019年10期)2020-01-06
制造技术与机床(2019年10期)2019-10-26
模具制造(2019年4期)2019-06-24
模具制造(2019年4期)2019-06-24
制造技术与机床(2018年10期)2018-10-13
制造技术与机床(2018年8期)2018-10-09
焊接(2016年1期)2016-02-27
湖北工业职业技术学院学报(2015年2期)2015-12-25
