
无卤阻燃PMSQ/HIPS复合材料的制备及性能研究
2018-08-31 06:30栗娟程猛朱涛杨大立陈杰
现代塑料加工应用 2018年4期
栗娟 程猛 朱涛 杨大立 陈杰
(南京工业职业技术学院机械工程学院,江苏 南京,210023)
聚甲基倍半硅氧烷(PMSQ)为新型的有机/无机杂化材料,无机的部分赋予其高耐热性和阻燃性,有机部分使其与聚合物有良好的相容性。由于分子结构中的Si—O键长、键角大,因此PMSQ黏流活化能很低,分子的流动性很好。作为分散剂,PMSQ在含蜡的原油里可以有效改善原油的流动性[1]。作为梯形聚合物,PMSQ耐热性能优良,700 ℃的热失重率为4%。PMSQ主要用于防护涂料、电绝缘涂料、耐高温涂料等[2-4]。
高抗冲聚苯乙烯(HIPS)具有优良的力学性能和加工性能,但HIPS极易燃烧,为了达到阻燃要求,需要对HIPS阻燃改性。含卤阻燃剂对HIPS阻燃效果最好,但燃烧时易产生有毒气体,限制了含卤阻燃剂的应用。HIPS常用的无卤阻燃剂有氢氧化镁和氢氧化铝,在燃烧的过程中不会释放有毒气体,但需要大量填充,会影响HIPS的加工性能及力学性能[5]。研究新的无卤环保阻燃HIPS就显得特别重要[6-8]。
下面采用双螺杆挤出机熔融共混的方法制备HIPS/PMSQ复合材料,考察了PMSQ用量对复合材料的熔体流动性能、力学性能及阻燃性能的影响。
1 试验部分
1.1 试验原料
HIPS,PH-88,镇江奇美塑胶厂;PMSQ,JJ-202,广州市加聚高新材料有限公司。
1.2 主要设备及仪器
高速混合机,SHR-10,张家港市二轻机械有限公司;双螺杆挤出机,CTE35,科倍隆(南京)机械有限公司;注塑机,FT-110,浙江申达塑料机械有限公司;熔体流动速率仪,XRL-400,承德市精密仪器试验机有限公司;万用拉力机,WDT-W,承德市精密仪器试验机有限公司;悬臂梁冲击仪,XB-5,承德市精密试验机有限公司;氧指数测定仪,JF-3,南京江宁分析仪器有限公司;扫描电子显微镜,Zeiss evo18,德国卡尔蔡司公司。
1.3 复合材料的制备
将HIPS和PMSQ放入真空烘箱,80 ℃烘干12 h,去除原料中多余的水分和挥发物。以HIPS/PMSQ质量份数比分别为100/5,100/10,100/15,100/20,100/25,100/30的比例称取原材料,先在高速混合机中预混合,高速混合机的转速2 000 r/min,时间5 min,再将混合后的原料放入双螺杆挤出机中熔融挤出,挤出机的温度155~195 ℃,转速40 r/min。将挤出的粒料在注塑机中注塑成标准样条。
1.4 测试与表征
熔体流动速率(MFR)按照GB/T 3682—2000标准测试,试验温度230 ℃,试验选取负荷3.8 kg,切料时间10 s。
拉伸性能按照GB/T 1040.1—2006标准测试,万用拉力机的拉伸速度为50 mm/min,哑铃型标准样条最窄处的尺寸是10 mm×4 mm。
冲击性能按照GB/T 1843—2008标准测试,测试温度23 ℃,标准样条的尺寸是10 mm×4 mm并带有缺口。
氧指数按照GB/T 2406.2—2009标准测试。
扫描电子显微镜观察冲击样条的断面特征,需先对断面进行喷金再处理。
2 结果与分析
2.1 复合材料流动性能
PMSQ用量对HIPS熔体流动性能的影响见图1。在HIPS质量份数不变的情况下,随着PMSQ质量份数的增加,HIPS的熔体流动速率先减小再增大,增大到一定量时会有一个突增,随后降低。PMSQ填充量为25质量份时,能够提高HIPS的流动性能。
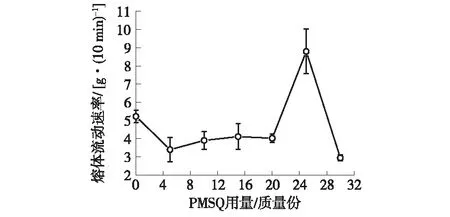
图1 PMSQ用量对复合材料流动性能的影响
2.2 复合材料力学性能
图2为PMSQ用量对复合材料力学性能的影响。图2(a)表明PMSQ属于刚性填料,在受到外力作用时,几乎没有变形的可能。随着PMSQ用量的增加,复合材料的拉伸强度逐渐减小,断裂伸长率出现先增后减的现象。PMSQ用量小于15质量份时,复合材料的断裂伸长率比纯HIPS高,可能是因为在PMSQ用量较少时,PMSQ能够与HIPS基体一起移动。
图2(b)表明随着PMSQ用量的增加,复合材料的冲击强度逐渐降低,弯曲强度先增加后减小。PMSQ属于刚性粒子,刚性粒子增韧不同于弹性体增韧,需要基体材料韧性较高。HIPS本身韧性不高,因此PMSQ的加入导致HIPS冲击强度下降。

图2PMSQ用量对复合材料力学性能的影响
2.3 复合材料阻燃性能
图3为PMSQ用量对复合材料阻燃性能的影响。

图3 PMSQ用量对复合材料阻燃性能的影响
随着PMSQ用量的增加,复合材料的阻燃性能逐渐增加。PMSQ在燃烧过程中,有机的部分分解时会消耗部分热量,有效抑制了聚合物的分解;无机的部分燃烧后的产物是二氧化硅,硅化物会覆盖在未燃烧的聚合物表面,形成一层保护膜,在一定程度上减缓了热量的传递,阻止可燃气体的挥发,使得可燃气体和氧气得以分隔。
2.4 复合材料的微观结构分析
图4是复合材料冲击试样断面的扫描电镜照片。在PMSQ用量超过15质量份后,PMSQ在HIPS中出现了团聚,使得HIPS的拉伸强度和断裂伸长率出现了明显的下降。在PMSQ用量小于25质量份时,PMSQ在HIPS中的分散呈现出离散型,对HIPS的熔体流动速率影响不大。当PMSQ用量超过25质量份时,HIPS的基体几乎完全被PMSQ填充,熔体流动速率出现显著增加。

图4 PMSQ用量对复合材料形貌的影响(×5 000)
3 结论
1) 在PMSQ用量为25质量份时,HIPS熔体流动速率出现最大值。
2) 随着PMSQ用量的增加,复合材料拉伸强度和冲击强度逐渐减小, 阻燃性能逐渐增强;弯曲强度和断裂伸长率呈现先增加后减小的趋势。
3) PMSQ的添加量为15~20质量份时,复合材料达到最佳的综合性能。
猜你喜欢
图学学报(2020年5期)2020-11-13
制造技术与机床(2017年7期)2018-01-19
软件(2017年6期)2017-09-23
计算机测量与控制(2017年6期)2017-07-01
中国塑料(2016年6期)2016-06-27
中国塑料(2016年3期)2016-06-15
中国塑料(2016年11期)2016-04-16
中国塑料(2016年7期)2016-04-16
中国塑料(2015年3期)2015-11-27
中国塑料(2015年2期)2015-10-14
