
轧花厂通风管道弯头制作技术要点分析
2018-08-30 09:38胡宝林
中国棉花加工 2018年3期
■ 胡宝林
〔北京中棉工程技术有限公司,北京100052〕
轧花厂籽棉、皮棉输送、通风除尘等主要采用气力输送,通风管道主要由薄铁皮手工制作,因轧花生产线的复杂性,管道上有各种规格的弯头。弯头是管道产生局部阻力的主要原因,其阻力系数与弯头的转弯角度、转弯方向、曲率半径、弯头节数等有关,输送物料时还会产生附加阻力。如果制作不合理,会明显增加阻力、增加能耗,甚至造成管道堵塞。制作弯头所用的板材及厚度、磨损程度也与输送物料的物理性质、输送风速等有关,如果选择不合理,则会加快弯头磨损,甚至不到一个生产轧季结束就会被磨漏。虽然弯头只是气力输送系统中的一个管件,但是其性能的好坏对整个管网都有很大的影响。本文依据通风除尘与气力输送原理结合轧花厂机采棉生产线实际情况,对弯头制作技术要点进行梳理与分析,供设备安装及管道制作人员参考。
一、弯头的阻力计算
弯头的阻力等于阻力系数与管道动压的乘积,阻力系数的大小与弯头转弯角度、曲率半径和管道直径之比值有关。特别要注意带料输送时,除了按纯空气输送计算弯头阻力外,还要计算弯头的阻力附加系数,附加系数与弯头的空间转向有关,同样规格的弯头不同的空间转向则系数差异较大。例如,水平转向垂直向上的弯头附加系数为2.2,而垂直向下转向水平的弯头附加系数为1.0。详见表1。
(一)阻力系数
确定弯头的阻力系数有两种方法,一是查表法,二是公式计算法,两者差异很小。查表法有一定的局限性,因为表中所列的都是一些常用的规格通过实验取得的,而公式法可以计算任意规格的阻力系数,方便快捷。表2为常用规格弯头阻力系数表,表3为相同规格弯头用公式法计算的结果列表,两者可以进行对照。
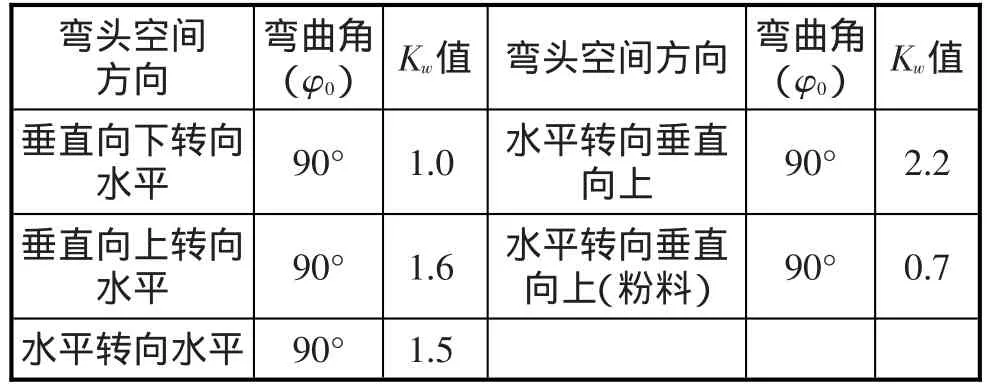
表1 弯头局部阻力附加系数
公式法计算方法如下:
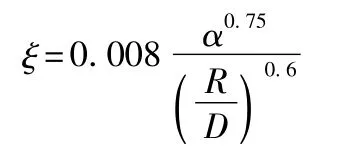
式中:
α—弯曲角,°;
R—曲率半径,mm;
D—管道直径,mm。

表2 实验所得的常用弯头阻力系数表
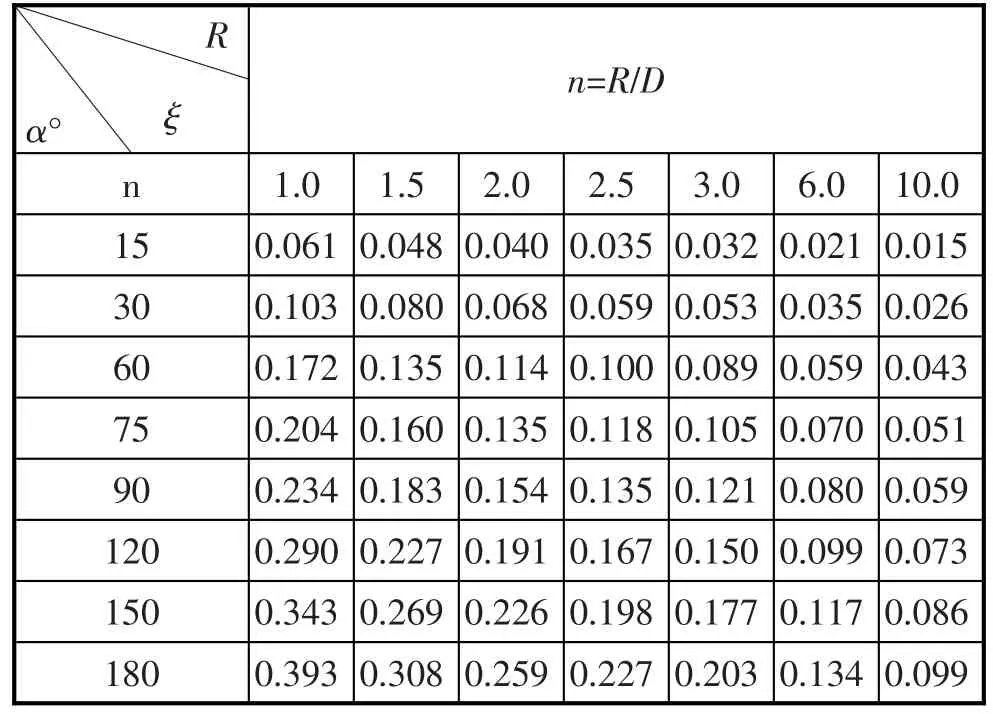
表3 公式法所得的常用弯头阻力系数表
(二)阻力计算
1.输送纯空气的弯头阻力计算公式。

式中:
Hj—局部阻力,Pa;
ξ—局部阻力系数,查表或计算;
Hd—动压,Pa;
ρ—空气密度,1.205 kg/m3(20℃);
ν—空气流速,m/s。
2.输送物料时的附加阻力系数。

式中:
Kw—弯头局部阻力的附加系数;
μ—料气混合比。
3.输送物料时的阻力计算。

二、弯头参数的确定
(一)弯头的转弯角度
弯头的转弯角度也称弯曲角度,常用角度为30°、45°、60°、90°、120°等,角度越小,阻力系数越小;角度越大,阻力系数越大。例如,90°弯头的阻力系数是60°弯头1.3倍,是30°弯头的2.2倍。
(二)弯头的节数
因为轧花厂管道及弯头一般都用白铁皮制作,所以弯头由多节构成,显然节数越多,弯头弧线越圆滑,阻力系数越小;节数越少阻力系数越大。较少的4节,较多的10节,例如,4节弯头的阻力系数是10节弯头的1.2倍。为了便于气流转向减少阻力,要求弯头两端为半节,角度为中间节的1/2,而且要求中间节最窄处宽度尺寸不低于50 mm。以90°七节弯头为例,要有五个中节(中间的)各15°,两个端节(两端的)各7.5°。其它角度的弯头也要参照此法确定中节和端节。详见表4。

表4 多节弯头阻力系数表
(三)弯曲程度
弯头的弯曲程度由曲率半径大小来决定,曲率半径是指从弯头圆心到弯头管道中心线的旋转弧半径,一般先确定曲率半径是管道直径的n倍,再根据n=R/D计算曲率半径。曲率半径越大弯头阻力越小,曲率半径越小弯头阻力越大,例如,一个曲率半径R=3D的90°弯头,其阻力相当于6.5 m长等管径直管道的沿程阻力,如果R=D,则其阻力相当于12 m长等管径直管道的沿程阻力。可见,在条件允许的情况下应尽量加大曲率半径。具体倍数还要根据管径大小、输送物料情况、空间位置等确定,一般可取R=1D~10D倍。外吸籽棉管道混合比大、风速高、重杂多,建议选择R=4D~6D。
(四)弯头的壁厚
输送物料的管道弯头很容易磨损,特别是密度较大的颗粒状物料,其中含有高密度石子、泥沙等重杂的物料,在高速气流带动下冲击到管壁,会促使管壁快速磨损,图1、图2就是轧花厂已磨损的管道弯头。显然,首先被磨漏的都是管道弯头的外壁。
外壁易磨损的原因主要与气流在弯头中的运动轨迹有关。物料或杂质密度远远大于空气,物料或杂质受自身惯性的影响很难急速转弯,容易冲撞到弯头外侧的管壁上再折射下来,反而不易接触到弯头的内壁,所以在弯头外侧有部分物料和杂质会形成涡流,在弯头内侧有部分气流形成涡流,两者都在消耗输送的能量,这就是局部阻力,如图3。

图1

图2
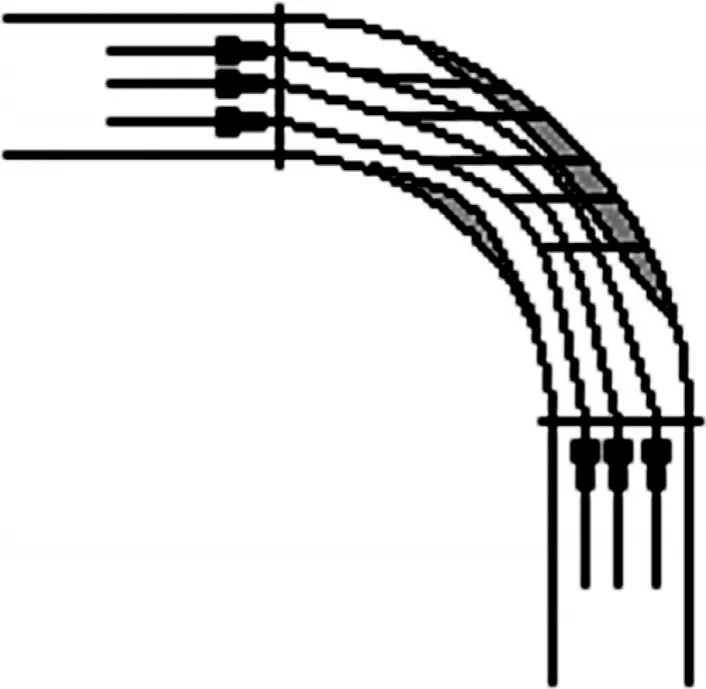
图3
输送纯空气或皮棉、短绒时弯头可用1 mm左右的薄铁皮制作,而输送籽棉、棉籽或不孕籽棉等杂质时应使用3 mm左右的铁板制作弯头,必要时可以选择耐磨性更好的不锈钢薄板。
(五)弯头的绘图与加工
制作弯头的关键在于画出精准的平面展开图。传统的做法主要是凭经验数据和算法手工操作,对于较薄的铁皮,在铁板上直接划线或按预先制作的样板划线剪裁,手工打制或机械压合;对于较厚的铁板,选择与管道等直径的直管按角度划线切割后再焊接成型。随着计算机技术的普及和数控机床的广泛应用,应使用钣金展开软件通过计算机自动绘图,快速精准,其特点是绘制展开图时不用任何复杂的计算也不用手工划线,用激光切割机自动下料。总之,应用钣金展开软件设计制作,还可以快速绘制各种复杂的异形构件展开图。图4、图5、图6为应用钣金展开软件绘制的管道十节弯头构件图和中节、端节展开图。

图4 等径任意角度多节弯头

图5 等径任意角度多节弯头/端节
图6 等径任意角度多节弯头/中间节
猜你喜欢
昆明医科大学学报(2022年1期)2022-02-28
昆明医科大学学报(2021年12期)2021-12-30
汽车工程(2021年12期)2021-03-08
英语文摘(2020年10期)2020-11-26
制造技术与机床(2019年6期)2019-06-25
中等数学(2018年8期)2018-11-10
中学生数理化·八年级物理人教版(2018年3期)2018-05-31
东方教育(2017年19期)2017-12-05
中国卫生(2014年11期)2014-11-12
中央民族大学学报(自然科学版)(2014年3期)2014-06-09
