带式输送机输送带跑偏机理分析
2018-08-26 10:52赵亚杰
机械管理开发 2018年8期
赵亚杰
(西山煤电集团股份有限公司西曲矿, 山西 古交 030200)
引言
带式输送机作为物流运输过程中一种高自动化的机械设备,在各领域的运输过程中被广泛采用。但在输送物料过程中,输送带跑偏是困扰带式输送机正常运行,乃至是发展的一大问题,输送带由于其特殊的材料、结构及运行特征,在运行过程中涉及到复杂的动力学特性,其跑偏引起的问题一直难以解决[1]。经对带式输送机事故案例统计分析,带式输送机发生故障甚至引起事故事件的大部分原因是运行过程中跑偏所致,轻则其上物料撒落,重则酿成人员、财产损伤、损失,对企业正常生产造成巨大的影响。因此,研究输送带跑偏机理,找出合适的输送带防偏措施或纠偏方法,对减少输送带跑偏事故很有必要。
1 带式输送机工作原理
带式输送机的结构特殊,属于窄长的运输设备,可以分为设备头部、设备尾部以及中间部分。其设备尾部安装有物料运输用的导料槽以及物料装填时起缓冲作用的缓冲托辊和变向时的作用滚筒等装置,一般装填物料就在该机尾。在机尾装料运输到机头,在机头部分开始卸料,设备头部安装有卸料时用的卸料装置及与动力设备相连用于传动的主动滚筒等。中间段主要是铺设安装有一段接一段支撑引导用的托辊。另外,带式输送机一般都安装有用于清扫和输送带张紧等的辅助装置[2]。
输送带是输送机上的一个特殊材料制作而成的闭环柔性体,是带式输送机的承载部分,通过主动滚筒转动带动其运输,这种运输过程主要是输送带与滚筒间靠摩擦力作用来传递运动的。摩擦作用靠安装在输送机上的张紧装置对输送带进行拉紧来保证,足够的拉紧力使得带式输送机能够连续不断地运行。输送机上带为载料段,下带为返回段,下带也为非载料段。
2 输送带跑偏机理
2.1 输送带跑偏现象
带式输送机在运载物料过程中,由于各种原因使得输送带的中心线与带式输送机的中心线无法保持原始的固定相对位置而发生持续偏离、跑向一侧的现象即为输送带跑偏。输送带跑偏会导致输送机无法正常工作,导致物料侧翻、撒落,造成事故等状况。
2.2 输送带跑偏原因
带式输送机在运行时,输送带保持着闭环不断的循环往复的运动。根据传送位置和方向的不同,一般把上部称为上行,下部称为下行。在正常运转过程中,输送带处于上下行部分平面及边线始终处于平行状态,而且整条输送带上的拉紧力受力相对均衡。但输送带发生跑偏时,其上沿带宽上的拉应力就会无法保持均衡,使得输送带受力不相等,造成拉扯,受力变化如图1所示。受力不均衡就会导致输送带在拉扯作用下偏向一边越来越大,当输送带完全脱离其下装置时,导致事故发生。
2.2.1 静态原因
引起带式输送机输送带跑偏的静态原因一般是在带式输送机制造及安装过程的不合理因素遗留问题,具体分为以下几个方面分析。
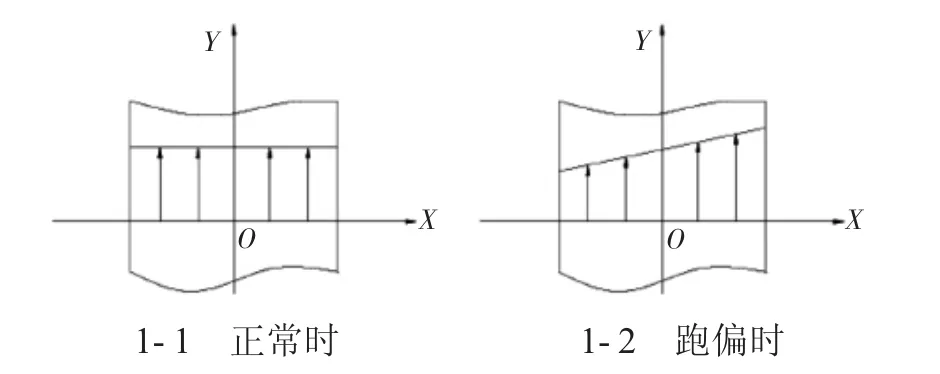
图1 带宽方向上的拉应力分布图
1)输送带本身的质量有问题。输送带在出厂时存在质量问题,如其接头歪斜,带的薄厚不一样,这样会导致输送带在运行时,带宽上的受力不均衡,逐渐引发跑偏事故。
2)滚筒的质量问题。滚筒在加工时,加工误差没有控制在规定技术要求范围内,或滚筒发生磨损时,使得滚筒的直径偏差较大,在运行时就会在滚筒的轴向方向产生一个侧向作用力,该力作用于输送带使其向滚筒一侧发生跑偏,如图2所示。
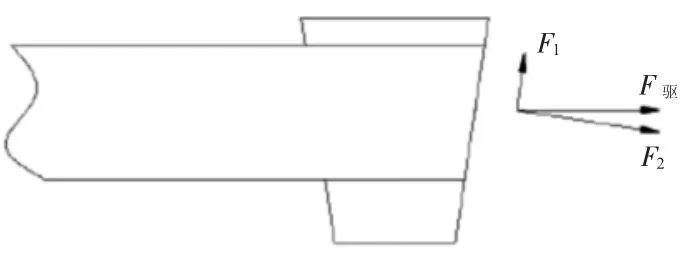
图2 滚筒不均导致跑偏
3)主动滚筒与从动滚筒在安装时,位置不合理,两滚筒中心线不平行,使得输送带在运行时出现两侧松紧不一致,引起其受力不均衡,逐渐偏向较松的一侧。
2.2.2 动态原因
1)在往带式输送机输送带上落料时,存在个别较大块物料,或是物料落料时位置不均匀,输送带受力不均衡,造成输送带出现变形,从而引起跑偏。
2)没有按时或定期对滚筒进行清理检修,对其进行合适的维护保养,使得托辊上有大量煤灰粘结,使得滚筒托辊直径变化不平,造成中间段输送带运输过程受力不均衡,引起跑偏。
3)输送机托辊无法很好地转动,其支架固定不牢固,自动调偏装置出现故障等,容易引起跑偏。
带式输送机在长期工作过程中,受到周围环境因素或其他各种突发状况的影响,会发生输送带跑偏现象,难以避免。必须对其做出相应的防偏措施或增加纠偏装置来时刻加以纠正。
2.3 输送带跑偏危害
带式输送机输送带发生跑偏故障,不仅会造成输送机停机,影响正常生产作业,还会导致带式输送机损坏,甚至人员损伤,给煤矿带来较大的损失。输送带跑偏事故的危害主要有以下几个方面。
1)输送带脱离正常范围运行,会造成磨损、拉扯等影响其寿命,造成其损坏的事件发生。
2)输送带脱离输送机支撑运行,导致物料侧翻、撒散在下方的托辊等其他装置中,对带式输送机的运行造成不良影响。
3)跑偏时,输送带会在输送机机头、机尾发生叠压,使得输送带的有效长度变短,造成拉扯力变大,影响其寿命。
4)输送带跑偏较为厉害时,可能会发生脱离托辊架的恶劣事件,进而造成更为严重的机人损伤的情况。
3 故障处理方法分析
3.1 防偏措施
1)对带式输机的结构进行优化设计。设备在制造和安装过程中要严格执行相应技术安装要求和质量标准,保证整台输送机中心成一条直线,机头、机身和机尾平、直、稳,调整好滚筒、托辊位置,确保滚筒、托辊的轴线与输送机中心线相互垂直。
2)对存在偏斜的托辊进行纠正调整,保障其在正常的工作要求范围内,并对托辊进行定期的清理保养检修。
3)定期对清扫装置进行维护检修,及时排除故障。
4)定期对拉紧装置进行调整,设置合适的拉紧力。
3.2 纠偏方法
对带式输送机输送带跑偏进行纠偏的主要方法就是安装输送带纠偏装置[3]。
1)调心托辊调偏法,如图3所示。调心托辊的结构由支撑架、托辊和挡边轮组成。当输送带开始跑偏,并持续偏离到输送带边缘与挡边轮接触,此时托辊会在输送带力的作用下发生一定角度的偏转,反作用于输送带,促使其恢复原来的位置,完成调偏。
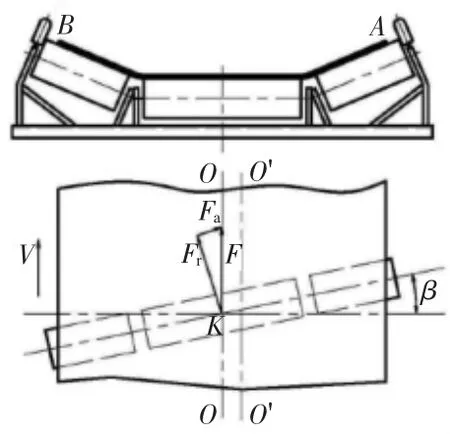
图3 调心托辊
2)侧托辊前倾调偏法。该方法原理和调心托辊调偏法基本相同,只是结构上略有调整,在调偏托辊的两侧省去了挡边轮,将两侧托辊在运行方向上的倾斜角度做出了相应的改变。
3)螺旋纠偏法,如图4所示。螺旋托辊的主要结构原理是在原有的斜形或平形托辊外表面安装一个螺纹槽铸胶套,这种胶套的主作用就是能够对跑偏的输送带进行纠偏,同时对托辊起到一定的支撑作用。

图4 螺旋托辊纠偏原理图
4)吊挂式托辊组纠偏法,如图5所示。这种结构采用的是柔性的连接方式。采用这种方式使输送带及其下托辊组在位置上能够进行自我补偿调整。当输送带跑偏时,整个输送装置会在自身的重力作用下,重新回到轨道的中心线上,这样就能保证承载物的重心一直保持在原位置上,实现调偏。
4 结语
结合带式输送机的实际工作原理,对输送带跑偏机理进行深入的分析研究,认识造成输送带跑偏情况发生的原因。只有分析其原因,有针对性地对其进行处理才能解决问题,才能保障带式输送机的使用寿命,保证企业运输的安全性。
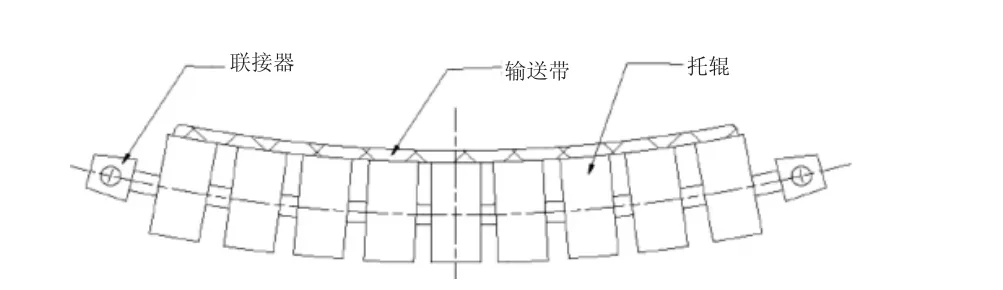
图5 吊挂式托辊组
猜你喜欢
水电站机电技术(2022年4期)2022-04-18
起重运输机械(2022年2期)2022-03-04
设备管理与维修(2021年21期)2021-12-29
机械管理开发(2020年11期)2020-04-15
山东冶金(2019年3期)2019-07-10
铜业工程(2018年6期)2019-01-07
中国设备工程(2018年2期)2018-03-02
中外医疗(2015年5期)2016-01-04
浙江理工大学学报(自然科学版)(2015年5期)2015-03-01
同煤科技(2015年2期)2015-02-28