平板显示贴附类设备中研磨清洗机的设计与改进
2018-08-26 10:51王佳利李亚荣
机械管理开发 2018年8期
郭 鹏, 王佳利, 李亚荣
(中电科风华信息装备股份有限公司, 山西 太原 030024)
引言
近年来,平板显示产业已成为信息产业的重要支柱,包括玻璃基板、液晶材料、偏光片、彩色滤光片、光学薄膜、面板产业等众多细分领域。随着电子产业蓬勃发展,平板显示的主要产品也将随之持续发展,尤其是智能手机、平板电脑等新兴消费电子产品的兴起,触摸屏作为智能终端系统中最为关键的技术,其产业的生产规模将不断提升,尤其会推动平板显示产业的持续发展。平展显示即将进入第三个发展周期大年,推动行业产值由千万向亿万迈进。触屏作为平板显示的重要部件,在平板显示器的制造过程中多次用到贴附技术,如偏光片与玻璃基板的贴附、光学胶(OCA)与玻璃基板的贴附、保护膜与玻璃基板的贴附、玻璃基板与盖板的贴附以及触控模组与液晶显示模组的贴附等。在以上各种贴附工艺中前三者属于软硬贴附,后两者属于硬硬贴附。在偏光片与玻璃基板的贴附中,设备对玻璃基板的洁净程度要求特别高,不然就会造成贴附后肉眼就能观察到的产品外观不良,或者在电测时显示区域有坏点等问题[1-2]。所以一般在全自动偏光片贴附机生产线中都有一道玻璃研磨清洗工序来保证玻璃在偏光片贴附前的洁净度[2]。
1 原研磨清洗机概述
如图1所示,研磨清洗机主要由上料定位部件、两个毛刷清洗部件、两个研磨部件、二流体和纯水冲洗部件、风刀风干部件、下料定位部件组成的一个整体。此设备前段是一台自动tray盘上料机,自动上料机将玻璃基板放到上料定位部先进行一个机械定位,然后经过毛刷清洗部件,毛刷清洗部件中有三组上下毛刷进行工作并喷水;再进入研磨部件研磨掉表面的灰尘、脏污和胶迹;经过两道毛刷和研磨后进行二流体喷淋,风刀风干,再进行一次机械定位,由后段贴附设备中的机械手取走进行偏光片贴附。贴附完成后的产品再经过COG、FOG、点胶机等设备。
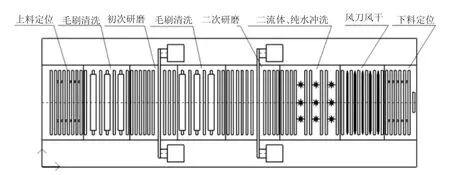
图1 原研磨清洗机布局图
2 原研磨机构分析
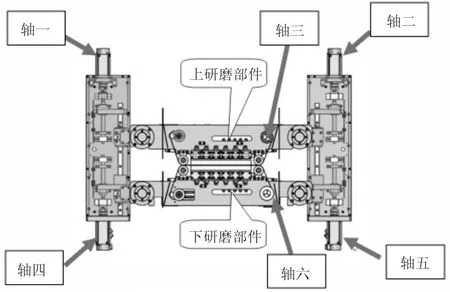
图2 原研磨机构
研磨机构如图2所示,分为上研磨部件和下研磨部件。上研磨部件由轴一和轴二通过丝杆带动上下运动。下研磨部件由轴四和轴五通过丝杆带动上下运动。轴三带动上研磨带做圆周运动旋转,轴六带动下研磨带做圆周运动旋转。所有轴均为伺服电机,当玻璃基板进入准备位置后,上下研磨带开始旋转并同时向上下移动使研磨带与玻璃基板上下表面接触研磨。
这套机构中存在以下一些问题。
1)调试困难:必须要保证上下研磨带都接触到玻璃并且做到压紧度一致;调机空间小,导致调机困难。
2)容易跑偏:上下受到的研磨侧向力不能抵消时玻璃就会向一侧跑偏。
3)易碎片:当产品尺寸较薄,研磨时容易将玻璃压碎。
4)易掉带:研磨对加工精度和装配精度要求非常高,精度没达到要求时研磨带会向两边跑,继而报警掉带。
5)研磨效果差:来料如果有胶迹,此研磨机构研磨不掉。
3 新研磨机概述
如图3、图4所示,是新一代的研磨机构。由前段设备自动上料机将待清洗的两片玻璃基板放至研洗中转部的中转平台上,研洗转移部的机械手从中转台上吸取两片玻璃基板,并将其放置在研洗校准部的平台上进行CCD定位,定位完成后研洗前转移部的机械手再将其移至A面转盘的上料工位,转盘旋转90°至冲水工位进行冲水,冲水完成后转盘再旋转90°至研磨工位进行A面研磨,研磨完成后转盘再旋转90°至下料工位,研洗翻转部的机械手从下料工位吸取玻璃基板并翻转180°使B面朝上,研洗翻转转移部的机械手将B面朝上的玻璃基板再转移至B面转盘的上料工位,B面转盘旋转90°至研磨位进行研磨,研磨完成后再旋转90°至冲水位进行冲水,冲水完成后再旋转90°至下料位;研洗后转移部的机械手再将下料位上的玻璃基板转移至研洗入料部的入料位,玻璃基板随转轴移至研洗二流体冲洗位进行喷淋,喷淋完成后再移至纯水冲洗位进行冲洗,冲洗完成后移至风刀风干位进行风干,最后风干后的玻璃基板再移至出料位等待进入下道偏光片贴附工序。
4 新研磨机构分析
新研磨机构采用单驱动龙门结构,支架由方管焊接而成,设计有两个独立的研磨头,可同时研磨两片玻璃基板,研磨头可做X、Y、Z与θ四个方向上的运动。X、Y两轴由直线模组导向,伺服电机驱动;Z轴由双导轨导向,伺服电机带动丝杠驱动;θ轴由伺服电机、减速机组合驱动。
与上一代研磨清洗机构相比,新的机构有以下优点。
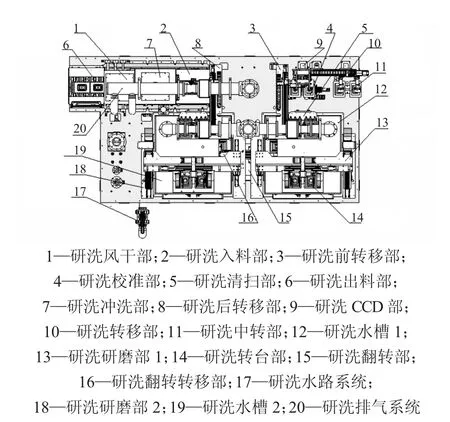
图3 新研磨清洗机布局图

图4 新研磨机构
1)调试简单:操作空间大,且研磨头部有海绵缓冲,平行度没有太高要求。
2)玻璃不会跑偏:玻璃在平台上有真空吸着。
3)不易碎片:玻璃基板下表面由平台支撑,无悬空处。
4)研磨效果好:可以清洁掉来料带的胶迹,比原研磨机不良率降低了50%。
5 结语
新的研磨机不但解决了调机难的问题,而且崩角碎片率也大大减少,由于这种研磨机构研磨压紧力可以更大,清洁效果也好了很多,生产的不良率也减少了一半。这种机型得到了客户的认可,并有较好的市场价值,对研磨清洗机的设计研发有一定的借鉴参考意义。
猜你喜欢
发光学报(2022年7期)2022-08-05
锻压装备与制造技术(2022年2期)2022-05-11
建筑与装饰(2020年20期)2020-08-20
北京理工大学学报(2020年5期)2020-06-09
河北省科学院学报(2020年4期)2020-03-19
科学导报(2019年55期)2019-09-28
铁道通信信号(2019年3期)2019-04-25
广西教育·C版(2016年10期)2016-12-07
科学与财富(2016年28期)2016-10-14
中国塑料(2016年7期)2016-04-16