家用空调外机顶盖起皱问题浅析
2018-08-24 03:21:10邓浩东李先艳赵威格力电器武汉有限公司
锻造与冲压 2018年16期
文/邓浩东,李先艳,赵威·格力电器(武汉)有限公司
暖通空调行业中家用空调产品的外观件均由冷冲压件构成,冷冲压件的质量直接关系到空调产品的使用状态。家用空调在运输过程中,一般空调外机最上端的顶盖表面承受较大的压力,经常出现内凹变形等问题,如图1所示。通过现场核实、实验模拟以及3D软件分析,通过加高空调外机顶盖表面的筋条,可以有效提高空调外机顶盖的强度,降低空调外机顶盖在运输过程中内凹变形。但随着空调外机顶盖原有筋条高度的增加,生产出的空调外机顶盖也出现了四角起皱、产品压印、零件破损等问题。本文将针对强度提高后,空调外机顶盖出现的起皱问题进行分析和提出解决方案。

图1 空调外机顶盖表面出现内凹变形
方案分析
提高压料力,改善起皱问题
改善前,空调外机顶盖模具在拉深的过程中,采用载荷较大的两种红色弹簧,一种是9个,直径为φ50mm的弹簧,单个弹簧载荷为0.5t;另一种是14个,直径为φ30mm的弹簧,单个弹簧载荷为0.2t,总载荷为7.3t。将空调外机顶盖的筋条加高后,继续采用这样的载荷直接生产,出现了明显的起皱问题,如图2所示,不能满足产品质量要求。
通过现场核实原因以及3D软件分析,将原先的单个弹簧载荷为0.5t的扁线弹簧更改为载荷更大更稳定的单个载荷为1.5t的氮气弹簧,如图3所示,有效减轻了产品的起皱问题。初始压力时,氮气弹簧的压力已经为1.0t,而扁线弹簧的压力为0,在后续空调外机顶盖成形过程中,氮气弹簧的压力逐步加大至1.5t,而扁线弹簧压力才逐步加大至0.5t,扁线弹簧和氮气弹簧的载荷差异,如图4所示。由于氮气弹簧能提供较大的预压力和稳定压力,可以有效阻止材料内微小的转移,也就减轻了空调外机顶盖四个角明显起皱的问题,如图5所示。

图2 空调外机顶盖表面明显起皱

图3 由扁线弹簧更改为氮气弹簧
保证模板受力均匀,改善起皱问题
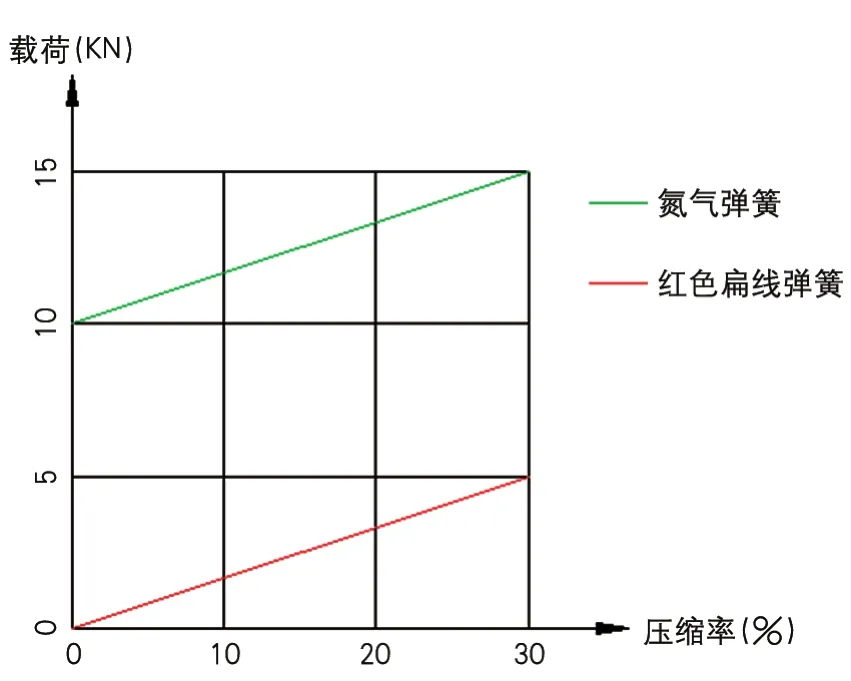
图4 扁线弹簧与氮气弹簧的载荷差异

图5 空调外机顶盖轻微起皱
虽然通过调整成形面的压料力,有效减轻了空调外机顶盖表面起皱,但仍有局部地方存在产品轻微起皱,加上每次生产的材料均存在力学性能的差异与波动,导致起皱问题不能有效解决,给正常的生产造成一定影响。模具整改前,上下模板通过8个限位块传递受力点,由于8个限位块采用软料(45#钢)制作,生产一定时间后,8个限位块出现磨损不等高的现象,导致模板受力不均匀,也就出现了轻微起皱的问题。
通过现场核实以及3D软件分析,上下模板在压力机下死点时受压力机的压力最大。为了保证顶盖的成形面完全闭合时受压力机的压力最大,在模具整改过程中,需保证上下模板在压力机的压力最大时受力均匀。通过将8个限位块更改为2个限位板如图6所示,限位板与模板为面与面的接触,更能保证模具的受力均匀,同步解决了轻微起皱的问题,空调外机顶盖起皱消失如图7所示。

图6 由8个限位块更改为2个限位板

图7 空调外机顶盖起皱消失
调整模具局部间隙,改善起皱问题
空调外机顶盖的筋条加高后,在拉深过程中,料片四周受到的压力较之前要大很多,加之空调外机顶盖的筋条整体尺寸比之前要大,空调外机顶盖成形面在局部过渡坡度较大处出现了材料料厚变薄的现象,导致上下模板不能完全闭合死,出现拉深失稳造成空调外机顶盖表面起皱。
将有起皱面所在的下模板进行局部垫高,减小上下模板间的间隙,两块模板均与料片完成接触,消除三者之间的间隙。为方便后续维修模具以及调整上下模成形间隙,将下模板引起起皱的位置,采用拼镶结构如图8所示。如生产一定时间后,因材料力学性能波动导致表面再次出现起皱,可以通过调整镶件来改变上下模成形的间隙,从而解决表面起皱问题,空调外机顶盖起皱问题消失,如图9所示。

图8 下模板局部垫高和采用拼镶结构

图9 空调外机顶盖起皱问题消失
结束语
目前,快速有效的提高产品质量,将产品进行快速更新换代,已成为企业快速发展的动力。本文通过描述家用空调外机顶盖强度提高过程中遇到的问题并分析出解决方案,为后续的产品质量提升提供了参考。
猜你喜欢
小猕猴学习画刊·下半月(2024年6期)2024-07-09 12:32:38
课外生活·趣知识(2023年9期)2023-10-08 19:14:56
模具制造(2019年10期)2020-01-06 09:13:02
模具制造(2019年4期)2019-06-24 03:36:42
模具制造(2019年4期)2019-06-24 03:36:42
建筑科技(2018年2期)2018-10-25 05:32:40
故事会(2018年4期)2018-03-01 16:18:50
电子世界(2016年15期)2016-08-29 02:14:19
焊接(2016年1期)2016-02-27 12:54:45
湖北工业职业技术学院学报(2015年2期)2015-12-25 07:09:56