
82B盘条拉拔断裂原因分析与改进
2018-08-07 07:01冯跃平
新疆钢铁 2018年2期
冯跃平
(宝钢集团八钢公司制造管理部)
82B盘条钢是制造高强度、低松弛预应力混凝土结构用钢丝和钢绞线的主要原料,广泛应用于高层建筑、铁路、公路、桥梁、石油化工等工程领域。伴随着预应力钢丝和钢绞线应用范围的不断扩宽,82B盘条的需求量逐年增加【1】。
预应力钢丝和钢绞线具有高强度、耐蚀性以及良好的韧性,这就要求其制品用82B原始盘条足够的强度、面缩率以及较好的拉拔性能。八钢公司预应力钢绞线用82B盘条的开发采用八钢150t转炉——连铸——高线轧制产线的φ12.5mm盘条,并得到用户认可,月产量超过万吨。但以82B为原料制成的钢绞线和钢丝中会出现拉拔断裂的问题,长期困扰着品质的提升。文章从分析测试的角度出发,利用光学显微镜,扫描电镜等设备,对影响拉拔性能的因素进行探讨分析,为82B拉拔断裂问题的解决提供借鉴。
1 82B盘条表面缺陷
82B盘条常见的表面缺陷有表面折叠擦划伤(见图1)。图1中的折叠缺陷较明显的规律和固定形态,随着拉拔道次的增加,盘条表面存在折叠缺陷应力集中在钢丝的一侧或两侧,形成裂纹。
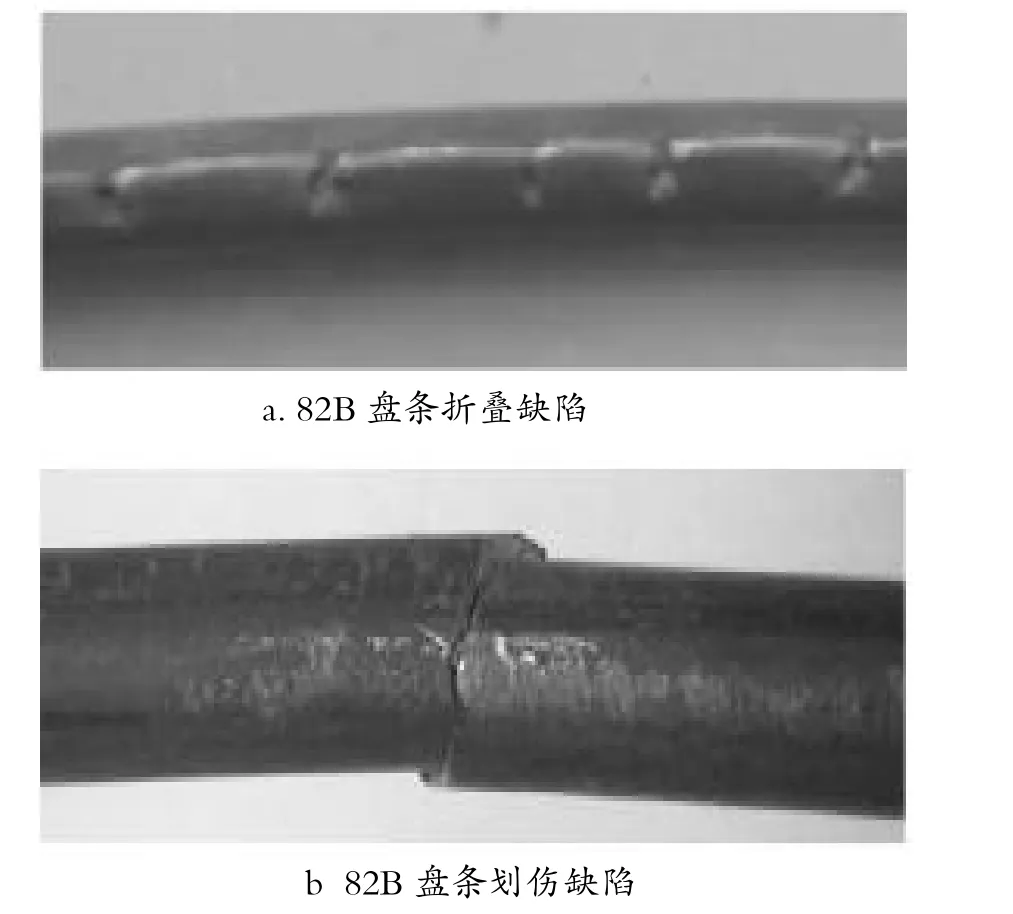
图1 82B盘条表面缺陷
图2中的擦划伤缺陷一般产生于盘条在精整打捆甚至吊运过程中,由于设备的原因及操作不当均可能造成表面擦伤。
盘条的表面缺陷危害很大,容易使盘条在后续拉拔过程中发生脆断。盘条表面划伤时,在拉拔过程应力集中在盘条的一侧而形成裂纹,形成如图2所示的断口形貌,断口一般呈撕裂状,边缘不整齐。
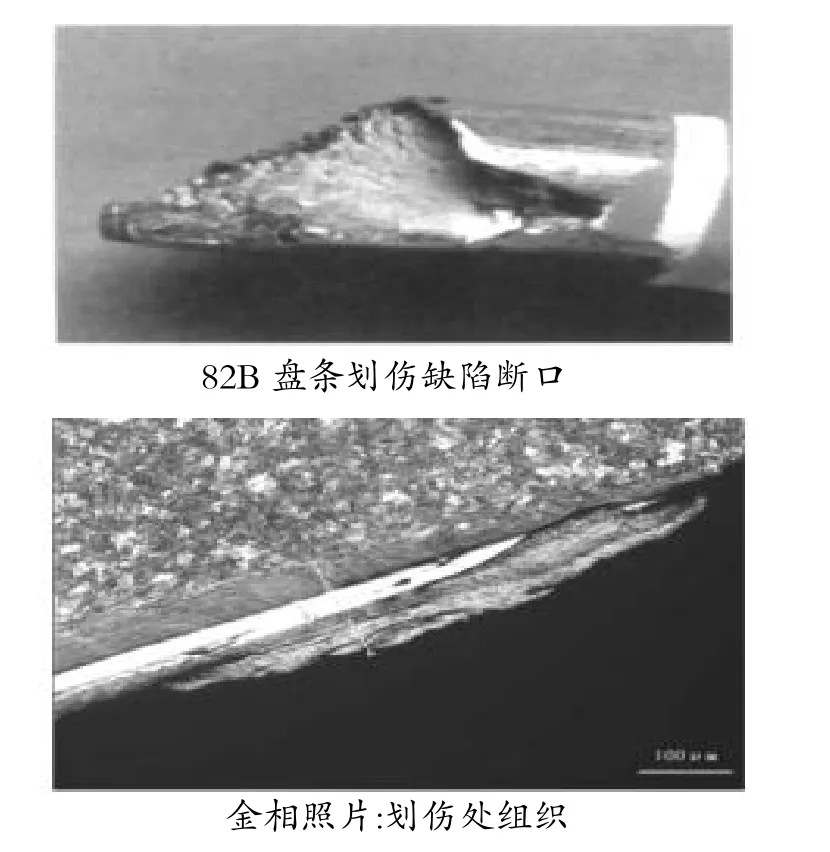
图2 82B盘条划伤断口及金相组织
在断口处取金相试样进行分析,组织形貌见金相照片(图2),从组织形貌看出,在划伤处出现明显的硬化层,在缺陷处组织流变,有被明显压痕。盘条过程中,该处容易应力集中,成为裂纹起源地。
产生表面擦划伤产生的主要原因:(1)由于轧制工艺操作不当,导板、卫板或夹板质量不好,轧件局部过充满产生耳子,轧制后划伤部分被压入轧件内部,造成折叠;(2)打包机操作操作时,集卷筒的筒壁以及鼻锥表面粗糙,在打包过程中在盘条表面造成划伤。
针对82盘条表面缺陷,制定了改进措施:
(1)对孔型进行合理的设计以及合理的安装导卫,在轧制过程中避免未充满或过充满,调整各道次的料型,减少导卫挤压形成的刮丝和黏钢;(2)加强卷型控制和打捆机操作维护,将吐丝机翻板放至最低位,将吐丝机参数中过速放至约-1.5,将圈形调大。重新检查、确认集卷筒的筒壁以及鼻锥表面确保光滑无棱角;确保芯棒的伸缩功能使用正常,伸缩芯棒的销轴部位光滑无棱角。
2 82B盘条内部缺陷的控制
82B盘条常见的内部缺陷是非金属夹杂物、异常组织(中心网状渗碳体)。
2.1 非金属夹杂物
在盘条拉拔断裂样断口观察,断口见图3所示的“黑心+白点”现象。
即在断面中心黑色区域有一小的白色区域。用扫描电镜将局部放大,可看到该区域有大型的夹杂。

图3 夹杂物引起的断口形貌
钢中非金属夹杂物主要是炼钢及浇注过程中产生的,对钢材的性能有很大的影响,钢中夹杂物也是衡量钢材质量的重要指标。
对断口出现其夹杂物进行能谱分析(图4),夹杂物物质主要成分为 O、Na、Mg、Al、Si、K、Ca、成分元素和结晶器保护渣的成分,由此推断此类大型夹杂物为连铸工序中结晶器保护渣卷入铸坯造成的。
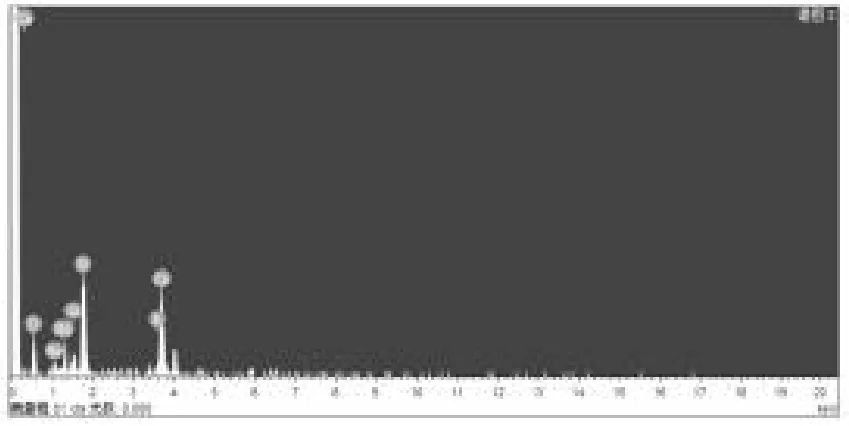
图4 82B钢盘条中心夹杂物的EDS谱
非金属夹杂物是指钢中不具有金属性质的氧化物、硫化物,硅酸盐及氮化物等内生夹杂物或因为炉渣、耐火材料在钢液凝固过程中未及时上浮而残留于钢中。由于其弹性、塑性有与金属基体相当的差别,往往被视为显微裂纹的发源地,所以盘条在拉拔变形时,夹杂物不能发生相应的变形,受到拉应力的作用,沿夹杂物方向就产生破裂,从而造成盘条在拉拔过程的断裂【2】。
2.2 82B冶炼与连铸工艺控制
由于82B钢水纯净度要求较高,生产时需要严格控制钢中S、P含量。采用的工艺路线为:150t转炉-LF精炼-方坯连铸-一高线机组轧制-检验、试验-标识-入库
为提高盘条的纯净度,在炼钢环节确定以下工艺制度:
(1)150t转炉出钢目标时间 t≥4.5min,采用挡渣塞挡渣出钢,严禁炉口和出钢口下渣;出钢采用硅钙钡、电石预脱氧,合金化用硅锰合金和锰铁。合金必须清洁干燥。
(2)精炼炉冶炼时间>50分钟,精炼必须在40min内将成分调整好,白渣时间≥25分钟。
(3)精炼炉软吹前喂硅钙线150m/炉,调整软吹氩气流量以钢液面微小波动为准,喂丝后必须保证软吹时间≥10分钟,软吹后保证钢包静置5分钟以上。
(4)连铸过程中全程保护浇注,大包采用长水口配密封垫氩封保护。中包安装档墙。连浇炉过热度≤30℃,最大拉速≤1.9m/min。
(5)严禁低液位浇注,正常浇注时中间包钢液低于5t必须停机。正常浇注时中间包钢液深度不得低于600mm,停浇前不得低于400mm。
(6)采用结晶器和末端电磁搅拌。
2.3 中心网状渗碳体分析
82B是日本标准JIS G3502-1996规定的钢材牌号,其全称为SWRS82B,相当于YB/T 146-1998《预应力钢丝及钢绞线用热轧盘条》中的82MnA和GB/T 24238-2009《预应力钢丝及钢绞线用热轧盘条》的YL82B,热轧盘条的正常光学显微组织索氏体+珠光体组成,而且索氏体化率≥85%才能使82B钢具有高的冷拉极限值。索氏体组织属于细片状珠光体,铁素体相和渗碳体相高度弥散,片层间距小。拉拔过程中以发生弯曲或塑性变形而不易断裂,从而有效避免断裂【3】。但在实际生产中,在盘条心部极易出现网状渗碳体,而此时的断口形貌(见图5)为笔尖状断口,而且一般成对出现。

图5 拉拔后出现的笔尖断口
2.3.1 网状渗碳体检验分析
将断口位置纵向剖开观察金相组织,可见断口附近的钢丝心部也存在“人”字内裂(如图6)。放大内裂纹附近的金相组织,可见钢丝中心部位有严重的网状渗碳体,索氏体化率低,含有大量珠光体组织。
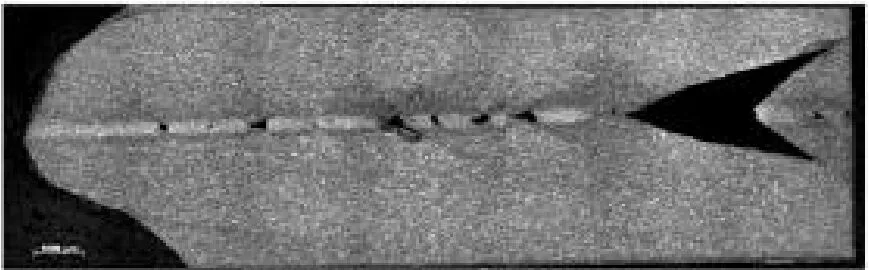
图6 人字内裂
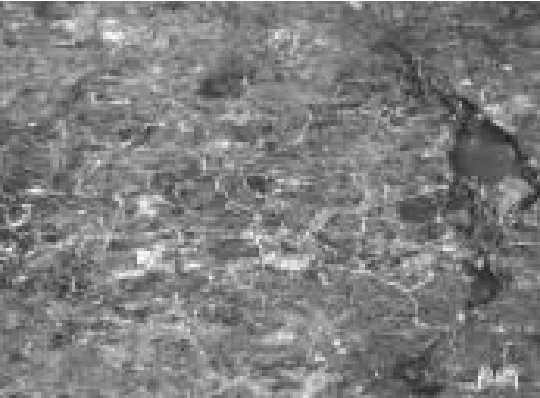
图7 82B钢盘条网状渗碳体
由于盘条心部出现连成网络网状渗碳体和片层粗大的珠光体(图7),在钢丝拉拔变形过程中容易产生与变形方向呈45°的裂纹,继续拉拔则裂纹扩大形成杯锥状内裂纹最终断裂。
82B盘条要求不经过热处理可以直接进行高速、连续、大压缩率的拉拔,82B应主要为索氏体,不应有马氏体、网状渗碳体及对性能有害的组织。若82B盘条心部有网状渗碳体或马氏体,在拉拔时易沿晶界产生裂纹,进一步拉拔极易出现脆断,断口呈杯锥状。
2.3.2 网状渗碳体形成
从设计成分看:而82B的碳质量分数为0.80%~0.84%,属于过共析钢,共析点的碳质量分数为0.77%,根据Fe-Fe3C铁碳平衡相图,在轧后冷过程中,当奥氏体冷却到Acm线以下时,沿奥氏体晶界析出二次渗碳体,到达共析温度时,奥氏体通过共析分解转变为珠光体。在实际生产中,其组织转变并不按平衡温度。图8是过共析钢连续冷却转变CCT曲线,从中可以看出,过冷奥氏体连续冷却的速度不同,发生和转变的室温组织也不同。冷却速度很低,则形成网状渗碳体。
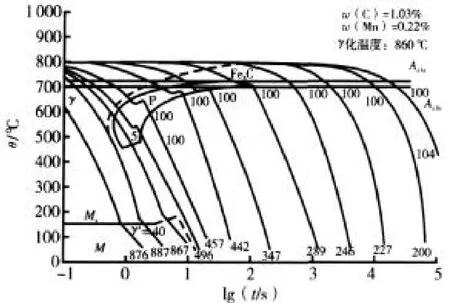
图8 过共析钢连续冷却转变CCT曲线
对于82B盘条钢而言,组织应以索氏体为主,其金相组织形态为铁素体和渗碳体交替排列成的曾片状组织。索氏体的片层间距较细,铁素体和渗碳体片薄,塑性变形能力大,而网状渗碳体是一种组织缺陷,在拉拔过程中,裂纹容易在脆性的网状碳化物处形成并扩展,最终引起脆断。
因此,在相变前,奥氏体应具有较大的过冷度和冷却速度,抑制先共析渗碳体的析出,有效避免网状渗碳体产生。
2.3.3 避免网状渗碳体有效措施
钢中组织的变化与钢坯加热、轧后冷却速度密切相关。在实际生产过程中,加热炉炉温和出钢温度应严格控制,加热段温度控制在1160℃~1190℃,均热段控制在1050℃以上,钢坯加热通长温度差小于30℃,开轧温度为980~1020℃,控制吐丝温度和相变区冷却速率。轧制中1#、2#水箱阀位控制约10%,不超过 15%,保证 3#剪前的温度约在 950℃,3#、4#、5#水箱阀位约控制在40%,保证TMB入口温度在820℃,7#水箱阀位控制在 40%,吐丝温度在860~875℃,按上限控制。吐丝后快速冷却,冷却线风机全部打开,强制快冷;轧制节奏控制在30s以上。使盘条冷却过程避开渗碳体析出区,同时快速通过珠光体相变区,进入索氏体相变区,发生索氏体转变。
3 结论
通过对82B盘条拉拔断裂缺陷的检测分析,对影响82B盘条拉拔断裂的因素进行分析,并提出相应的改进措施:
(1)提高钢水的纯净度、优化炼钢连铸工序,避免在钢中出现大型夹杂物和表面卷渣现象。
(2)在轧制和控冷环节中应适当加大冷却速度,控制盘条心部渗碳体异常组织,盘条索氏体化率达到85%。
(3)合理的孔型设计,减少导卫挤压形成的刮丝和黏钢,防止硬擦伤以及打捆时挤压伤。
改进措施实施后,82B盘条产品格合格率大大提高,拉拔断丝率由5次/百吨降低至1次/百吨,断丝率明显降低。
八钢桥梁钢建造的乌昌大道跨头屯河大桥荣获“中国钢结构金奖”
乌昌大道跨头屯河大桥项目荣获由中国建筑金属结构协会主办的第十三届“中国钢结构金奖”。该奖项是中国建筑钢结构行业工程质量的最高荣誉奖,每年评选一次,参选对象为国内从事建筑钢结构制作、安装企业承建的各类建筑钢结构工程。
乌昌大道跨头屯河大桥项目由北新路桥集团承建,是新疆首座双层钢桁结构景观大桥,全长1.597km,桥梁全长901.42m,路基全长695.58m,桥体用钢量近4万t,其中3.5万t桥梁钢钢板全部由八钢供货。桥梁钢合同最大板宽3.1m,超出中板机组的最大规格能力(3.0m),而且依据新标,钢板在-40℃的低温冲击值由47J提高到120J。
面对实际困难,八钢中厚板产线各工序密切协作,优化工艺方案,现场稳态生产,确保供货的钢板板形、表面质量、尺寸精度等均达到北新路桥的高标准要求。八钢桥梁钢建造的乌昌大道跨头屯河大桥荣获“中国钢结构金奖”是八钢产品的重大荣誉,成为八钢桥梁钢开阔市场的标志性“名片”。
猜你喜欢
世界科学技术-中医药现代化(2022年2期)2022-05-25
昆钢科技(2022年1期)2022-04-19
新疆钢铁(2021年1期)2021-10-14
新疆钢铁(2021年1期)2021-10-14
新疆钢铁(2021年1期)2021-10-14
世界科学技术-中医药现代化(2021年12期)2021-04-19
机械制造文摘·焊接分册(2020年1期)2020-04-20
鞍钢技术(2015年2期)2015-09-24
山东工业技术(2015年8期)2015-07-27
新疆钢铁(2014年2期)2014-08-15
