
羊剪绒硅铝金属鞣制应用实例
2018-07-31 08:10:18杨金仲济德
西部皮革 2018年12期
杨金,仲济德
(焦作隆丰皮草企业有限公司,河南 孟州 454750)
羊剪绒产品又俗称为毛革、毛皮。其产品主要用作鞋、服饰类面料及家居汽车装饰等,具有雍容华贵、端庄大方、舒适防寒等特点,在市场上颇受青睐,羊剪绒加工是皮革业的重要产业之一。
自从19世纪发现铬盐能够鞣皮以来,因采用其鞣制的成革具有收缩温度高、手感丰满、柔软性好的特点,成为制革业使用最广泛的鞣剂。鞣制是鞣剂分子向皮内渗透并与生皮胶原分子活性基结合而发生性质改变的过程[1]。铬鞣后的皮板呈湖蓝色,所以把铬鞣皮也叫蓝湿皮。传统铬鞣法能赋予皮革良好的成革性能,但铬鞣剂的吸收率低,造成大量的铬资源浪费,且针对羊剪绒加工需同时兼顾毛、板,采用铬鞣法时存在一定程度的铬液上毛现象,造成毛被发绿,而铬鞣皮不耐氧化剂作用,使得毛面的氧化漂白无法进行,导致用铬鞣法加工羊剪绒产品则不能制作浅色系列成品。科研院所及制革企业对羊剪绒无铬鞣制技术也一直在研究,也有一定的研究成果。但是目前,所有的白湿革鞣制技术都存在固有的局限性,比如无机鞣范畴内的铝盐鞣制,收缩温度低(75-85℃),不耐水洗,易霉变和虫蛀;基于醛鞣机理的有机膦鞣制,对毛被伤害严重,甲醛问题突出,且废水处理极为困难;植物鞣剂鞣制的皮板欠柔软,皮面粗糙,颜色深,且收缩温度偏低(75℃左右)。
综上,经过了大量的实验研究,并吸取其他鞣制方法的成功经验,本文提出了一种基于硅铝鞣剂的羊剪绒无铬鞣制工艺。
铝盐在皮革行业的应用历史悠久,但是其鞣制成革存在一定的缺陷,研究发现将铝鞣剂与无机鞣剂或与有机鞣剂结合鞣革,铝盐才能更好的发挥作用。硅元素由于其广泛的来源及无毒性,在制革行业的应用越来越广泛[2]。该工艺中的硅铝鞣剂是根据硅酸盐和金属离子及有机酸的配位结合原理合成的一类鞣剂,此鞣剂克服了铝鞣剂不耐水洗、收缩温度低,稳定性低,贮藏时吸潮易发生霉变和虫蛀的的缺点,保留了铝鞣剂的成品洁白,柔软,丰满,伸长率较高,出皮率大的优良特性[3],同时具有环境友好性,是一种新型的环保鞣剂。
1 无铬硅铝金属鞣制工艺鞣前准备
硅铝鞣剂分子较大,其渗透性较铬鞣剂差。因此,需在鞣前准备工序对皮张纤维进行充分处理,达到较好的分散效果。本工艺采用的是中性酶处理+浸酸+酸性酶软化的技术方案。中性酶处理是在pH中性的环境中,利用脂肪酶和蛋白酶对脂肪细胞膜、脂腺膜和脂肪的水解作用实现脱脂和纤维分散。浸酸与酸性酶软化在同一浴中进行。浸酸与酶软化作用对皮板的延伸性、柔软性和可塑性有直接的影响。浸酸和酶软化松散胶原纤维主要是基于催化水解蛋白质,特别是快速有效地溶解和清除皮板中的弹性纤维和多余胶质来达到松散纤维纤维的目的。具体工艺方案如下:
设备为划槽,液比1:20,水温35℃,脱脂剂2g/L,纯碱0.5g/L,中性蛋白酶2g/L,转动60分钟后,停15分钟转动15分钟,总时间3小时;排水,用冷水清洗一遍;控水,转浸酸。
浸酸,液比为1:20,加盐调波美度至7.5-8,甲酸3g/L,硫酸2g/L,下皮转动60分钟后,停20分钟转动10分钟,共4小时,按照每张皮10g加入酸性蛋白酶,转动60分钟后,停20分钟转动10分钟,共6小时;出皮,搭马2天;转鞣制。
1.1 硅铝鞣剂鞣制
原料皮经过鞣前准备工序的一系列处理之后,纤维编织结构变得很疏松,肽链之间的一些交联键被破坏,皮的稳定性变得很低。本工艺选用硅铝鞣剂与皮胶原蛋白结合并在肽链间产生交联缝合作用,生成更牢固的交联,使皮板结构的稳定性大幅提高,使生皮转为熟皮。该工艺鞣制的白湿皮的等电点相对于蓝湿皮的等电点要高0.5,鞣制时的初始pH3-3.3,提碱至4.2-4.5。具体工艺方案如下:
设备为划槽,液比为1:20,水温30℃,加盐调波美度至7.5—8,加硫酸调pH至3.0-3.2,加合成类加脂剂2g/L,硅铝鞣剂20g/L,转动120分钟后,过夜,次日晨,用小苏打提碱,每份0.5g/L,共6份,每隔30分钟加入一份,将pH调至4.2-4.3后,升温至38℃,继续转动4小时;结束后排液。
1.2 双氧水漂白
漂白是将白色毛被中的轻微色素消退以提高毛被白度的过程。双氧水因为价廉易得,使用方便,使用过程中无有害气体产生,无色无味,漂白效果好,成为最常用的漂白用氧化剂。具体工艺方案如下:
设备为划槽,液比为1:20,水温40℃,加入双氧水5g/L,非离子脱脂剂0.5g/L,纯碱2g/L,转动60分钟。结束后排液,用25℃水清洗两次。
1.3 还原剂漂白
还原法漂白是最早使用的毛皮漂白方法,最初人们用硫磺熏羊皮,使毛被洁白,就是利用还原剂的还原作用漂白,具体工艺方案如下:
设备为划槽,液比为1:20,水温40℃,加入保险粉3g/L,转动30分钟;排液;用25℃水清洗两次。
1.4 合成鞣剂复鞣
硅铝鞣剂预鞣后的白湿皮显扁薄,需要合成鞣剂进行复鞣,从而改善皮板的丰满度,提高手感。具体工艺方案如下:
设备为划槽,液比为1:20,水温40℃,加入合成类加脂剂2g/L,合成鞣剂15g/L,转动120分钟后,排液。
1.5 清洗
清洗的作用是除去加工过程中皮张上残留的化学品。具体工艺方案如下:
设备为划槽,液比1:20,水温30℃,羊毛柔顺剂0.3g/L,转动30min,排液,按照如上步骤再清洗1次。
后整理:湿磨,烘干,干洗,烫剪,磨革,入库。
2 产品评价
2.1 胚皮评价
胚皮毛被、皮板均为纯白色,毛被顺滑,皮板平整,但手感偏硬,丰满度和柔软度明显较铬鞣皮差。
2.2 成品评价
将胚皮经过复鞣(轻铬复鞣)、染色,及常规的干整理操作后,得到成品。将成品取样进行理化分析,做感官评价,并与铬鞣皮做对比,具体结果如表1所示。
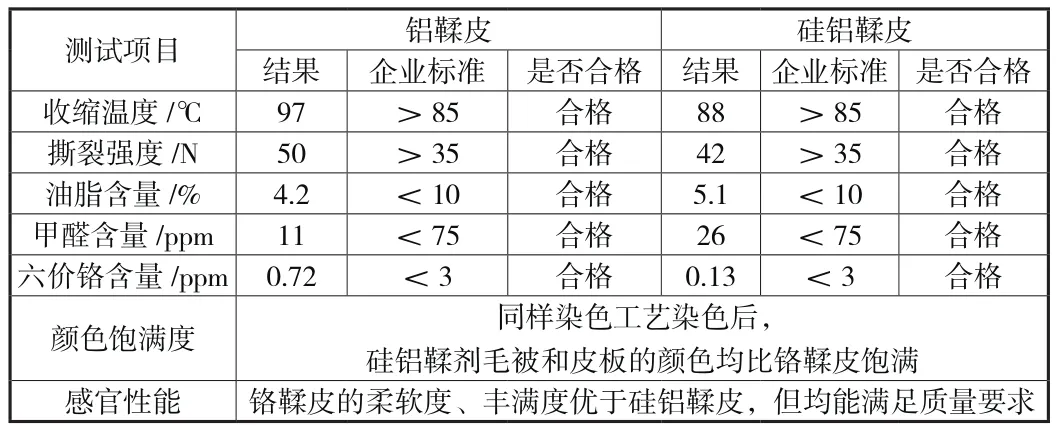
表1 羊剪绒硅铝鞣制成品评价表
3 硅铝鞣制工艺特点
(1)前期鞣前处理必须充分,尽可能的除去油脂和分散纤维,从而利于后续硅铝鞣剂的渗透和结合。
(2)鞣制过程与铬鞣皮相比,需适当增加机械组作用,利于鞣剂的渗透。
(3)鞣制开始的pH比铬鞣高0.3-0.5,以3.0—3.2为最佳;后期提碱后的pH值也比铬鞣高0.2-0.4,以4.1-4.3为最佳。
(4)合成鞣剂复鞣环节,选用具有提高丰满度特性的合成鞣剂对于改善硅铝鞣剂扁薄的特点有很大帮助。
(5)硅铝鞣皮染色的饱满程度很好,利于彩色皮染色。
4 结论
硅铝鞣剂作为一种新的鞣剂,在鞣制效果上依然比铬粉要差,收缩温度明显低于铬鞣皮,且在柔软度、丰满度等方面还有不足,但是由于铬鞣剂存在鞣制绿毛、吸收率低以及污染环境等问题,本工艺考虑做无铬鞣制,因此,在复鞣环节选用了合成鞣剂进行补充鞣制。
尽管硅铝鞣剂依然存在缺陷,但作为一种环境友好型工艺,其体现出的耐水洗、耐氧化及染色饱满度佳等优势,决定了其值得在生产工艺方面继续的探索和推广。
猜你喜欢
皮革制作与环保科技(2023年23期)2024-01-15 12:47:42
ELLE世界时装之苑(2022年11期)2022-05-30 12:15:14
西部皮革(2022年9期)2022-05-17 10:18:26
皮革制作与环保科技(2021年18期)2021-12-20 12:35:36
陶瓷(2021年5期)2021-06-29 08:07:16
皮革制作与环保科技(2020年12期)2021-01-20 06:11:52
四川水泥(2020年10期)2020-10-27 06:34:12
西部皮革(2018年13期)2018-07-19 03:05:34
山东化工(2018年10期)2018-06-07 04:33:33
陕西科技大学学报(2017年4期)2017-07-10 12:09:12
