
龙门立式加工中心模态分析
2018-07-30 09:05林鹏张希芳吴迪
机械工程师 2018年7期
林鹏, 张希芳, 吴迪
(1.中捷机床有限公司,沈阳110142;2.沈阳机床股份有限公司 数控刀架分公司,沈阳110142)
0 引言
立式加工中心的主轴与工作台面互相垂直,多采用固定立柱的结构形式,工作台多为长方形结构,无分度回转功能,是盘、套、板类零件的理想加工设备,具有3个正交直线运动坐标轴,在工作台上安装1个沿水平轴旋转的回转台,可构成四轴加工中心,再安装1个沿竖直轴旋转的回转台,则可构成五轴加工中心。
龙门铣床是具有门式框架和卧式床身结构的铣床。定梁式龙门加工中心横梁固定,工作台移动或转动;动梁式龙门加工中心横梁上下移动,工作台前后移动;动柱式龙门加工中心工作台固定,龙门架移动;天车式龙门加工中心工作台固定,横梁移动。不同类型的龙门加工中心的加工的特性、加工能力、加工用途不尽相同。
模态分析是研究结构动力特性的方法,是系统辨别方法在工程振动领域中的应用。模态是机械结构的固有振动特性,每一个模态具有特定的固有频率、阻尼比和模态振型。这些模态参数可以由计算或试验分析取得,这样一个计算或试验分析过程称为模态分析。这个分析过程如果是由有限元计算的方法取得的,则称为计算模态分析;如果通过试验将采集的系统输入与输出信号经过参数识别获得模态参数,称为试验模态分析[1-3]。
1 龙门立式加工中心的结构
1.1 三轴加工中心
如图1为龙门立式加工中心,该加工中心为三轴立式加工中心,采用龙门动梁框架结构,与传统立加相比,具有更强刚性,Y轴采用双轴驱动,运行更加平稳,抗振能力更强。适合模具、3C产品及汽车零部件的加工。
其中,床身及立柱固定不动,床身和立柱采用分体设计,便于铸造和加工。Y轴采用双驱设计、安装在立柱上,结构更加紧凑,具有更好的动态性能,统一的安装平台,具有很好的扩展性。横梁模块采用了X轴方向的标准化的驱动单元,具有更好的替换性和扩展性,优化的横梁结构使其具有更高的弯曲刚度和扭转刚度。滑板采用了优化的结构形式,更小的质量、更大的跨距保证其足够的刚性、更小的滑枕截面尺寸,使机床结构更加紧凑,并在滑枕端面增加大流量工件冷却。滑板上安装有Z轴驱动系统,驱动主轴箱上下移动。主要技术参数如表1所示。
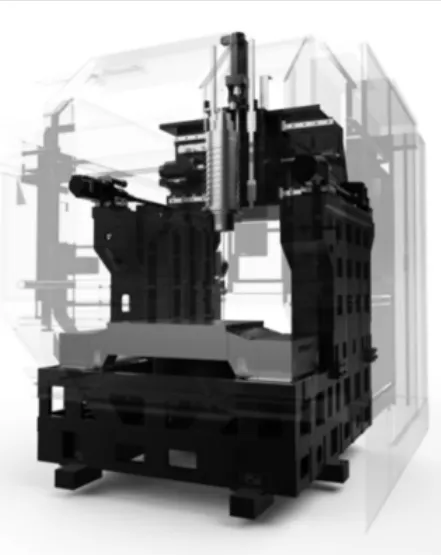
图1 三轴龙门立式加工中心
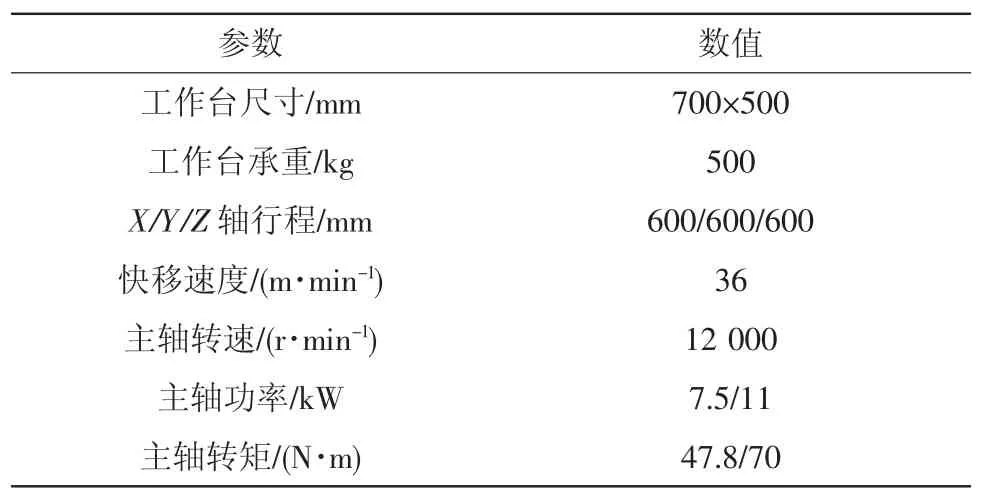
表1 加工中心主要技术参数
1.2 四轴和五轴加工中心
在如图1所示的三轴龙门立式加工中心的基础上,龙门动梁结构搭配水平单轴转台,实现零件三面的集成加工,构成3+1轴龙门立式加工中心,可适合液压阀体、泵体、汽车缸体的加工。
在三轴龙门立式加工中心的基础上,龙门动梁结构搭配摇篮式AC轴转台,形成龙门立式五轴加工中心,实现五轴五面的定位加工,3+2轴龙门立式加工中心,适合汽车底盘复杂零件,多面体箱体及壳体的加工。龙门四轴立式加工中心和龙门五轴立式加工中心的结构如图2所示。

图2 龙门四轴及五轴立式加工中心
2 有限元模态分析
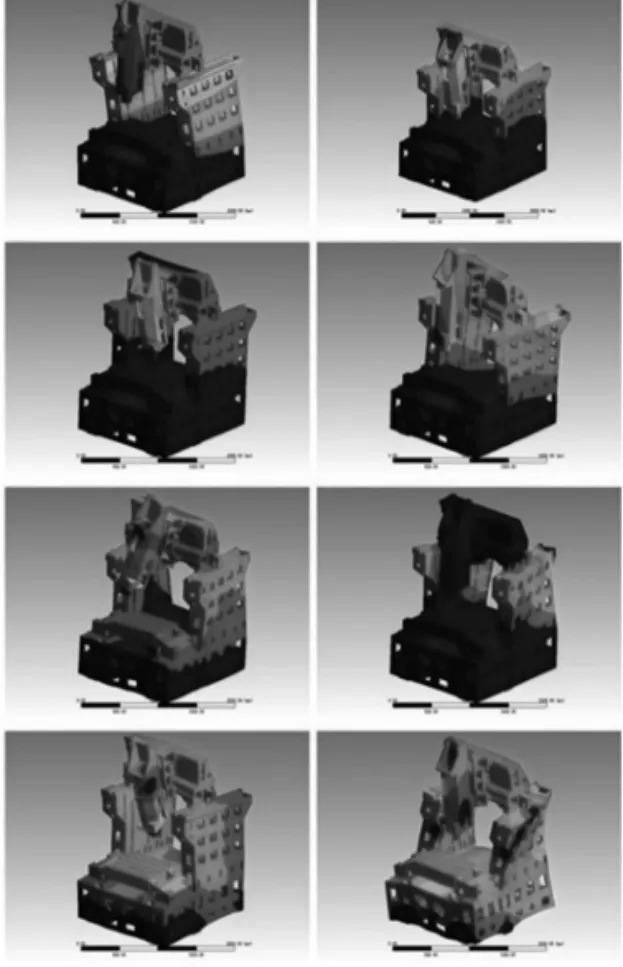
图3 有限元分析各阶振型
模态分析用于计算机床整机结构和部件的振动特征,其方程式如下[4-7]:

其中:K为刚度矩阵;M为质量矩阵;ω为固有频率;φ为振动模态。
通过对公式的求解可得到各阶固有频率和振型。
利用有限元的方法,采用ANSYS软件进行模态分析。床身、立柱、横梁为铸铁材料,在支撑地脚处施加约束,按六面体单元划分网格。计算各阶固有频率见表2,振型如图3所示。
其中,1阶、6阶、8阶模态主要为立柱X向摆动,而其他阶次都为主轴摆动,其中2、3、7阶主要为主轴俯仰,4、5阶为主轴X向摆动。除6阶外其他各阶振型都表明机床振动对主轴轴头部位都有一定影响,主轴滑台与横梁承重部位是薄弱环节。
3 试验模态分析
3.1 试验方法
按GB/T 16768-1997金属切削机床振动测量方法,在未安装防护的条件下进行机床振动测量。检测仪器为B&K振动测试分析仪,检测方法为加速度传感器测振动烈度。采用力锤对本台机床部件进行了模态试验,测得各阶固有频率、阻尼比和振型等模态参数[8-9]。

图4 振动测量试验
本测量采用单点激励多点响应的方法,首先把机床调整到正常加工状态,采用磁铁吸附方式固定加速度传感器,采用力锤敲击,使用2个三方向加速度传感器在模型的x、y、z等3个方向进行响应测量,经过分析软件通过多种方法反复识别,最后得出整机的模态试验结果。图4为实验现场。
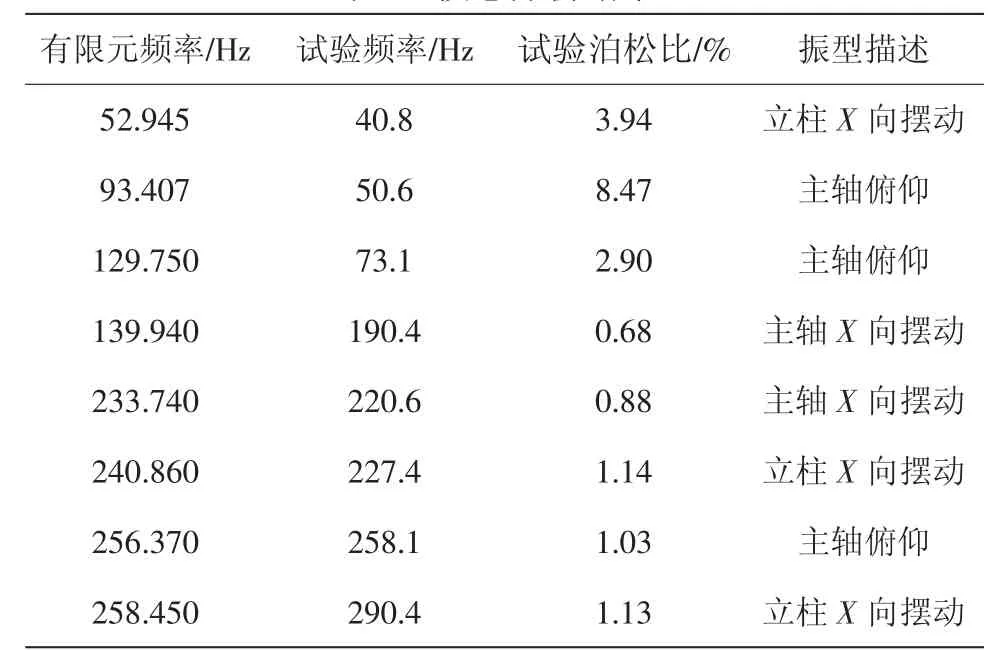
表2 模态分析结果
3.2 结果分析
测量的各阶频率见表2,图5为试验模拟的各阶模态振型。
综合对比该机床模态振型,有限元分析的固有频率和实验测量的固有频率比较一致,模拟的基本振型也大致相同,床身及两个立柱均比较稳定,薄弱环节在主轴箱与X轴滑板之间的连接上。
4 结 论
对比ANSYS模拟模态分析结果和实际模态测试结果,有限元分析的固有频率和实验测量的固有频率比较一致,模拟的基本振型也大致相同。
床身及2个立柱均比较稳定,主要薄弱点在于X轴滑板刚度相对较低,后续工作可通过更换导轨丝杠型号改进结构。
由于龙门的2个立柱位置比较靠后导致床身前后振动不一致,使工作台的振动偏大。由于主轴箱直接安装在Z轴上,这样工作台和主轴这两个工作部件都成为了加大振动的薄弱环节,这可能会导致机床加工精度受影响,后续设计可将工作台位置进行改进。
猜你喜欢
力学与实践(2022年5期)2022-10-21
兰州交通大学学报(2022年2期)2022-04-26
大电机技术(2021年2期)2021-07-21
河北书画研究(2020年1期)2021-01-18
文苑(2019年24期)2020-01-06
特种结构(2019年2期)2019-08-19
棋艺(2016年6期)2016-11-14
山西建筑(2015年14期)2015-06-05
现代机械(2015年1期)2015-01-15
中国火炬(2014年8期)2014-07-24
