
常见数控系统的螺距补偿方法
2018-07-27 09:10陕西汽车控股集团有限公司西安710200张金权
金属加工(冷加工) 2018年7期
■ 陕西汽车控股集团有限公司 (西安 710200) 张金权
螺距误差补偿是通过专业检测装置对机床实际移动的距离和指令移动的距离之差的补偿,通过调整数控系统的参数增减指令的脉冲数,实现机床实际移动距离与指令值相接近,以提高机床的定位精度。
螺距误差补偿只对机床补偿段起作用,根据机床所测轴长度合理分段(分段越多,机床实际移动距离检测越接近真实位移曲线,所得误差数据分析经过补偿后机床精度越高),编制被测轴螺距补偿程序,然后对螺距补偿相关参数进行设定。
常见的三种数控系统螺距补偿中,FANUC系统采用手动补偿方法,在很多文献都有说明,在此不做赘述。下面主要针对其他两种方法进行叙述。
1.MAZATROL系统螺距补偿
螺距补偿需要点击“诊断”页面,先按“版本”,翻页后,输入密码1131,如图1所示。进入补偿画面,进行螺距补偿时,MAZATROL系统中,X轴定义为1,如图2所示,Y轴定义为2,Z轴定义为3,4轴定义为4。
P1参数标准设置为80 000,表示80mm,旋转轴时标准设置为10 000,表示10°。P2设置为127,P3设置为2,4轴也是一样。P4、P5设置为对应X轴、Y轴、Z轴,4轴为0、1、2、3(P4和P5设置必须一致)。
从第127位开始输入对应的螺补补偿,间距对应关系为127位,永远为0值,四轴为0°;126位对应间距40mm,四轴为5°;125对应间距80mm,四轴为10°;124对应间距120mm,四轴为15°;123对应间距160mm,四轴为20°,以此类推。
螺距补偿时首先将激光干涉仪取样的结果进行分析,补偿反向间隙误差,然后采用相对补偿方法进行计算,如附表所示。
因为机床采用绝对值补偿,所以用测量的读值直接进行补正,不需要进行计算,第二次补正在原基础上加减即可;补偿方向从127位开始,第一个是行程的30,第二个是60,以此类推。
补偿注意事项:螺距及反向间隙补偿时一定要对准需要补偿的栏目,防止误操作导致补偿错误。
2.OKUMA系统螺距补偿
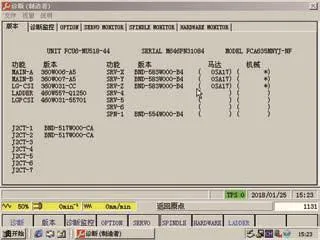
图 1
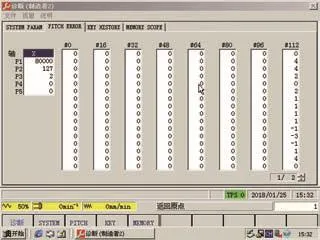
图 2

相对补偿方法计算表
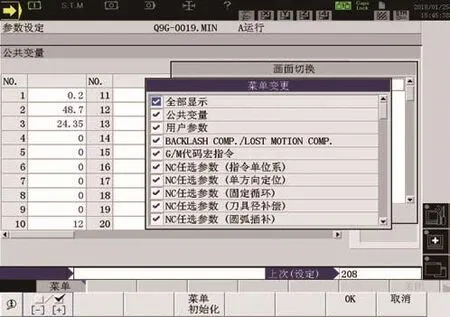
图 3
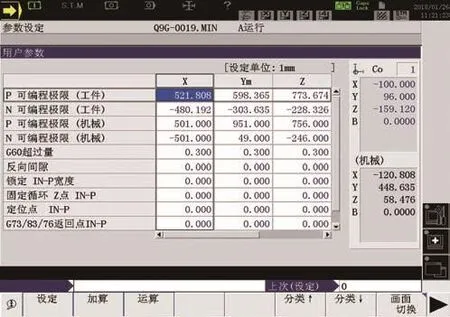
图 4
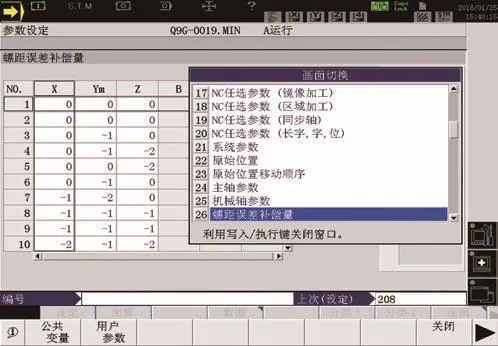
图 5
螺距补偿前需要进行参数设置,首先按下参数设置按钮,因为出厂设置某些菜单是被屏蔽掉的,所以首次操作需要先进行菜单设置,按下右扩展键,如图3所示,选择菜单变更按钮,全部显示,菜单设置完成。接着需要设置螺距补偿参数,将参数画面切换到系统参数设定画面,根据轴长度及行程极限设定好对应的螺距补偿极限值,再找到螺距补偿间隔参数,根据丝杠螺距设定好参数,然后设定螺距点数参数,螺距补偿会在出厂时进行一次,因而上述参数栏中会被设定好,只需做好检查即可。
进入螺距补偿界面,分析激光干涉仪测量得到的补偿数据,首先将反向间隙数据补偿到如图4反向间隙参数中,然后将螺距误差值补偿到如图5所示的螺距误差补偿量表中,需要注意的是,OKUMA系统为绝对值补偿,测量得到的结果直接和原值计算后将结果输入即可。
螺距补偿及反向间隙设置过程中注意事项,OKUMA系统参数设定有两种方式,一种是直接设定,另一种是加算方式,直接设定时因为原值会被设定值覆盖,所以要确保设置位置和输入数值正确,防止误设。加算设置,就是在原值基础上加上设定栏的数值,也需要放置误设。
螺距补偿针对不同系统机床有不同的方法,但补偿原理基本一致,补偿过程中需要注意的细节问题也比较多,因而,在我们平时工作过程中,要注意积累经验,归纳总结各种补偿方法,以便于调整恢复各类机床精度。
猜你喜欢
中国设备工程(2022年12期)2022-07-11
内江科技(2022年3期)2022-03-30
疯狂英语·新悦读(2020年1期)2020-02-20
制造技术与机床(2019年2期)2019-03-06
制造技术与机床(2017年11期)2017-12-18
制造技术与机床(2017年9期)2017-11-27
美食堂(2017年1期)2017-01-13
中国卫生标准管理(2015年4期)2016-01-14
鸭绿江(2013年10期)2013-03-11
船海工程(2012年4期)2012-01-22
