基于PLC的槟榔自动切割机电气控制线路的开发
2018-07-25 09:25,
机械与电子 2018年7期
,
(1.汕头职业技术学院机电工程系,广东 汕头515078;2.汕头市新扬自动化设备有限公司,广东 汕头 515041)
0 引言
槟榔作为一种经济作物,在我国南方有巨大的种植面积和产量。对槟榔进行深加工能够显著提升其附加值,大幅提高槟榔的经济价值[1]。槟榔加工工艺主要包括筛选、送料、切割以及去核等,主要依靠手工操作。手工操作导致生产效率低下,劳动强度大,劳动力成本高。随着经济的发展和科学技术的进步,机械装配的过程也在不断完善。因此槟榔的自动化切割也是必然的发展趋势[2- 3]。在此,基于槟榔切割机的实际操作流程,开发基于PLC控制的自动切割机的电气控制线路,实现槟榔切割的自动化生产。
1 槟榔自动切割机的动作流程
槟榔自动切割机的结构如图1所示。
震动送料斗底部安装的震动变压器受控于PLC,可调节震动强度,2个步进电机分别由PLC控制步进电机控制器来调节运送速度,使得每个槟榔能准确而稳定地送到滑槽。
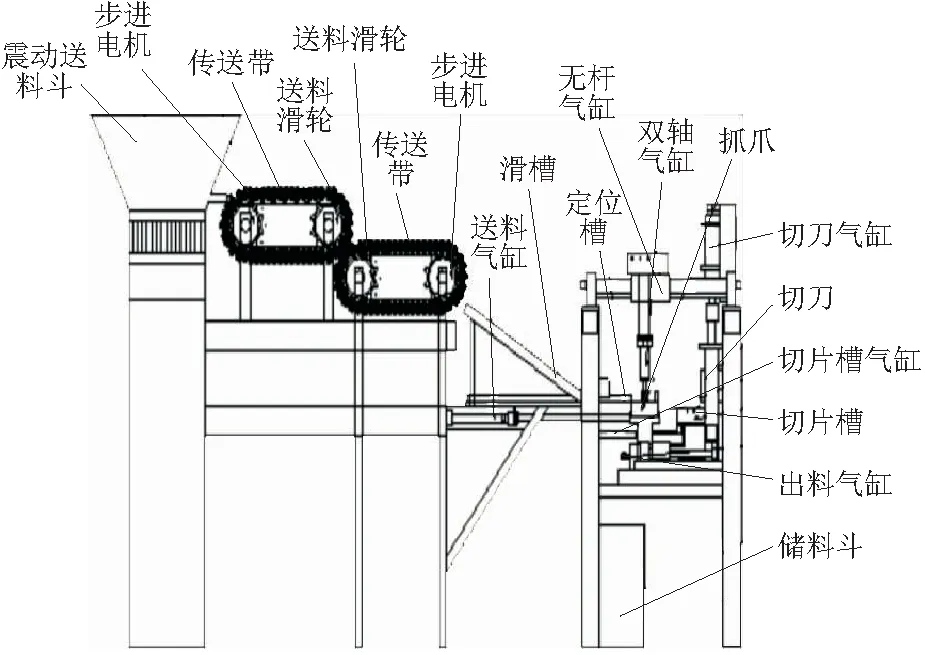
图1 槟榔自动切割机的结构示意
槟榔自动切割机的切割动作流程是:按下电源,PLC自检,触摸屏初始化,各机械部件复位,当按下启动切割按钮时,震动变压器按触摸屏上设置的震动频率值开始震动,同时2台步进电机也按各自设定的频率转动,2台电机与传动皮带构成变速机构带动槟榔向滑槽传送到定位槽上。光电传感器感应到槟榔落到定位槽后,送料气缸动作,将槟榔沿着定位槽向右推到右档板,然后送料气缸复位。这时,机械手的双轴气缸动作使连杆下移到达槟榔所在位置,启动抓爪将槟榔夹紧,双轴气缸再使推杆上移,让抓爪连同抓紧的槟榔一同抬高到设定位置,PLC再让机械手的无杆气缸动作,推动机械手沿横杆向右移动,当抓爪移动到切片槽上方时,停止动作,PLC驱动双轴气缸连杆下移,到达切片槽后松开抓爪,将槟榔准确地放置到切片槽中。切片槽气缸推动切片槽移动,使切片槽准确到达切割刀正下方,此时PLC驱动切刀气缸动作,推动刀架向下运动将槟榔切成两半,随后切刀气缸复位,同时机械手的双轴气缸和无杆气缸启动复位程序,驱动机械手回到初始位置,马上进入下一个槟榔的抓取工作。PLC在槟榔被切割完成后就同时驱动出料气缸控制其连杆向左移动,将己经切割好的槟榔推到储料斗后,出料气缸自动复位。在没有按下触摸屏上的停止切割按钮时,槟榔自动切割机会一直循环工作。按下停止切割按钮后,切割机所有气缸都会停止在原始位置,以备下次启动后继续完成上次未完成的动作。当按下复位按钮后,则所有的气缸全部复位,这时需要人工调整机器到初始状态,才能让机器正常工作[4- 8]。动作流程如图2所示。
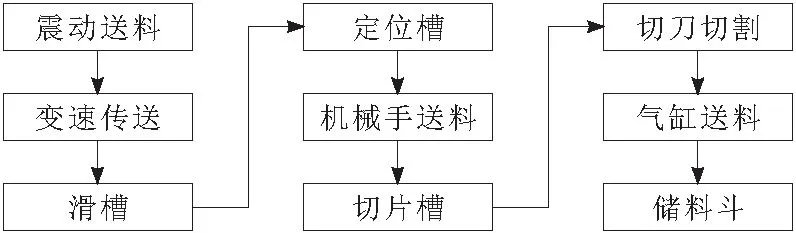
图2 槟榔自动切割机流程
2 槟榔自动切割机电气控制系统的硬件设计
2.1 电气控制系统
槟榔自动切割系统集成了自动化技术、传感器技术、气动技术。可以完成输送、定位、自动切割和出料整个过程。硬件系统主要包括震动筛料料斗、两级变速传送带、两轴机械手、切刀系统、光电感应开关、电磁阀等设备。为了实现槟榔切割的自动控制,并满足控制系统的组装技术、安全性、稳定性和经济性的要求,控制系统所需硬件如下:可编程控制器(PLC)、步进电机、光电开关、限位开关、电磁阀等。选择国产品牌信捷XC3 型的PLC作为主控制器。电磁阀的开关由PLC控制器发出的脉冲信号控制。机械手的运动,如上下,左右,抓取和释放由气压缸驱动。上料气缸、落料气缸以及切刀气缸的运动也是由气压缸驱动。气压缸的往复运动由PLC控制的开关继电器发出的信号驱动的电磁换向阀控制。定位槽、切片槽以及机械手的极限位置受到限位开关的限制。机械手、定位槽以及切片槽等可运动部件的极限位置由光电开关检测,定位槽中槟榔的识别通过光电传感器完成[9- 12]。控制系统框架如图3所示。
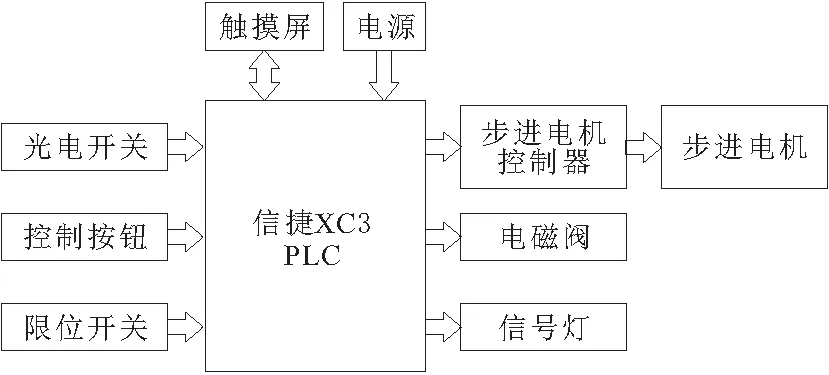
图3 电气控制系统框图
2.2 I/O地址分配
输入/输出模块(I/O模块)是CPU与外部设备之间的信息交换渠道[13- 14]。输入模块主要用于接收按钮、开关和各种传感器的输入信号; 而输出模块可以实现CPU运行程序来驱动工作负载,例如接触器、电磁阀和其他设备。 PLC的I/O地址根据控制要求和自动切割机动作过程中所需输入点和输出点的数量进行分配[15- 16]。地址分配的具体细节如表1所示。
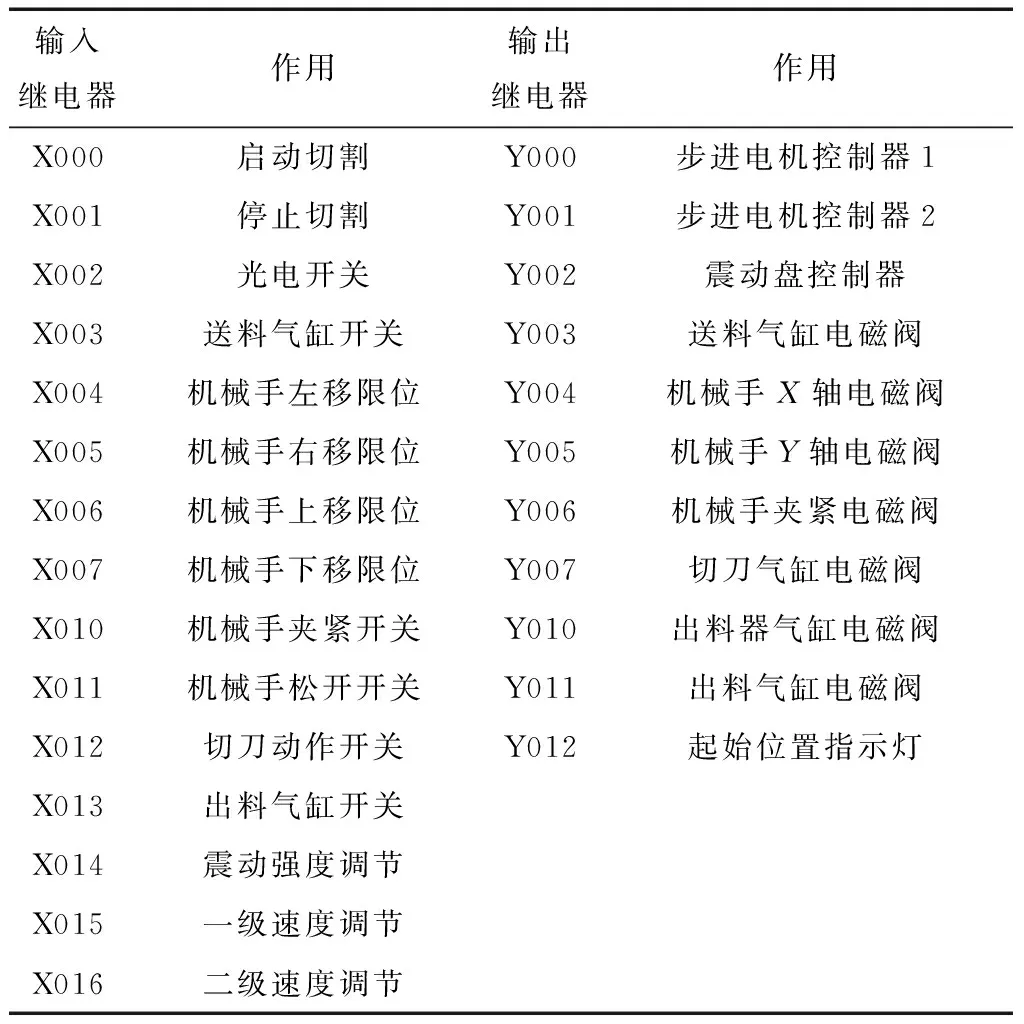
表1 I/O地址分配
为提高自动化程度和生产力,主要使用限位开关、位置感应开关与PLC配合完成物料和设备的定位检测。其中机械手的限位开关用于检测机械手是否升起或下落到正确的位置; 切刀上的限位开关是为了检查对槟榔的切割是否完成。
2.3 PLC接线图
根据PLC I/O地址分配表,控制系统需要的数字量输入点数为14个,数字量输出点数为10。根据所需输入输出点数和性价比的原则,选择信捷PLC的XC3- E16X16YR作为主控制器。XC3- E16X16YR的数字输入与输出点数量均为16,能够满足控制系统的需要。根据I/O地址分配和PLC型号,设计PLC线路如图4所示。
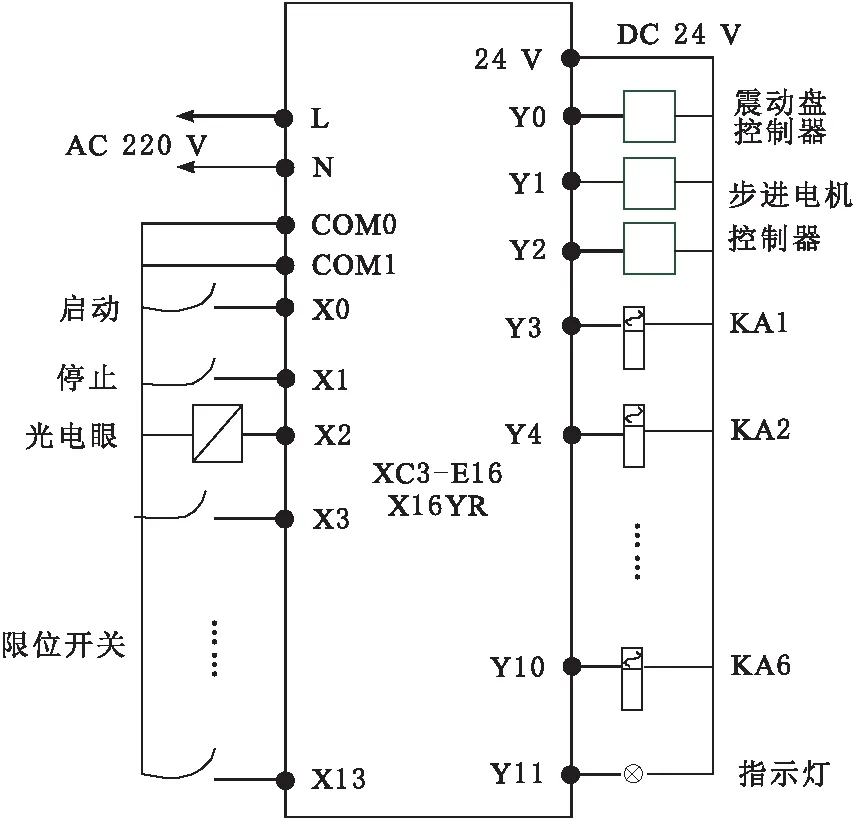
图4 PLC线路
3 控制系统的软件设计
3.1 控制系统功能图
控制系统的动作流程如图5所示。由图5可知,控制系统有14个工作状态,每个状态对应的限位开关或感应开关是跳转到状态的条件。在一个周期结束时,设置了单次运行和循环运行的转移条件模块。
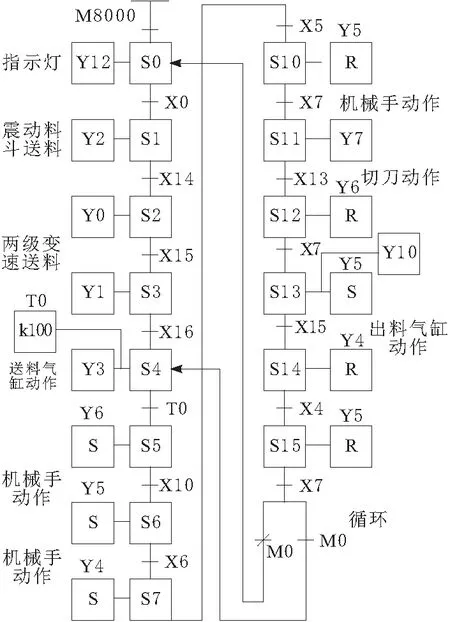
图5 槟榔自动切割机动作状态
3.2 PLC梯形图
槟榔自动切割机的PLC程序主要包括主程序和初始化子程序。主程序执行后调用单周期或循环控制程序并完成槟榔切割机自动运行。初始化子程序用于初始化系统参数,清除数据并复位执行工作。主程序的部分PLC梯形图如图6所示。
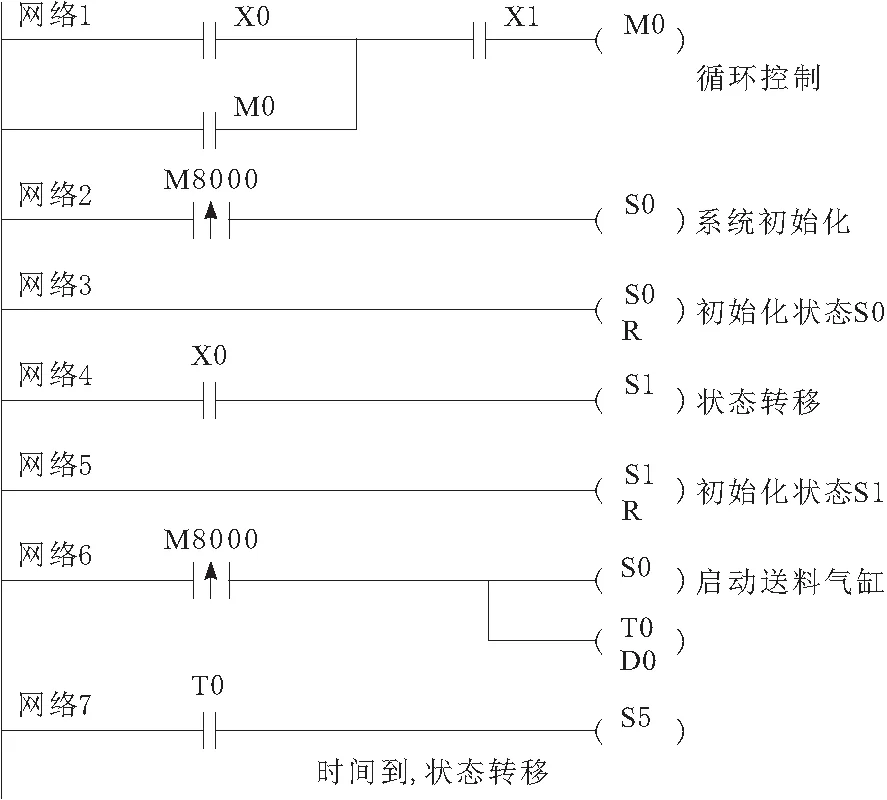
图6 部分PLC梯形图
4 结束语
通过电气控制系统的设计,采用基于PLC控制器构建了能够实现槟榔加工中自动送料、定位、切割和出料的完全自动化的电气控制系统。所提出的基于PLC的新型控制系统改善了国内槟榔加工的劳动强度,大大提高了自动化程度和生产率,降低了生产成本,同时也有助于提高槟榔加工的质量。
猜你喜欢
装备制造技术(2020年4期)2020-12-25
商品与质量(2020年31期)2020-12-18
石油化工设备(2020年2期)2020-12-11
铁道建筑技术(2020年11期)2020-05-22
制造技术与机床(2018年11期)2018-11-23
世界热带农业信息(2018年1期)2018-06-22
读书文摘(2017年10期)2017-10-16
制造技术与机床(2017年4期)2017-06-22
浙江大学学报(工学版)(2016年9期)2016-06-05
中国民族医药杂志(2016年1期)2016-05-09