三废炉优化控制技术
2018-07-25 09:52:38梁玉明李明王文宁崇军田龙
中国设备工程 2018年13期
梁玉明,李明,王文,宁崇军,田龙
(云南云天化股份有限公司红磷分公司,云南 开远 661600)
云南云天化股份有限公司红磷分公司三废炉装置以造气炉渣、造气污泥和造气吹风气、合成驰放气三废为主要原料,生产压力3.82MPa、温度 450℃的过热蒸汽。其设计能力为50t/h(3.82MPa、450℃)。装置自2008年建成投厂创造了很好的效益,但也存在很多问题,经过10年的研究改造现在能达到“安、稳、长、满、优”运行。
1 工艺流程简介
红磷分公司三废炉装置采用沸腾炉燃烧合成氨装置造气炉渣、造气污泥和造气吹风气、合成驰放气“三废”,由燃烧系统、水汽系统、烟气除尘系统、尾气洗涤系统组成。其主要任务是将混配合格的煤送入沸腾内燃烧,同时配烧造气炉吹风气和合成驰放气,产生温度≤950℃的高温烟气,高温烟气经组合除尘器除去粒度较大的烟尘后进入锅炉受热蒸发区,高温烟气在蒸发区内传热使脱盐水发生相变成为蒸汽。换热后的烟气经电除尘器,除去粉尘后由引风机送洗涤系统洗涤后经烟囱排入大气;混配煤在炉内燃烧产生的灰渣,在保证炉内燃烧正常的情况下间断直排炉外。流程如图1。
煤仓(V-07)内的煤经下料调节闸板阀进入皮带给煤机(L-08A/B)到螺旋给煤机(L-09 A/B),由螺旋给煤机将煤推送入混燃炉的燃烧室内,经二次风机(C-03)来的空气经二级空气预热器,通过给煤机出料口下部的播煤风管送入混燃炉的燃烧室内,并将给煤机送来的煤均匀吹撒到混燃炉的床层上。由一次风机(C-02)来的空气经一级空气预热器预热后进入风室,通过布风板经风帽进入炉膛内,提供煤燃烧所需的氧,使煤在混燃炉的炉膛内,加之由二次风机送来经二级空气预热器预热的空气绕动作用下,充分燃烧以放出热量加热产生高温烟气。通过引风机(C-04)的抽吸,燃烧产生的高温烟气经炉膛上部进入组合式分离器内,将烟气中所携带的颗粒粉尘和部分细粉尘分离后,进入锅炉换热蒸发区,依次经过蒸发水冷壁管1~2组、高温过热器、低温过热器、蒸发水冷壁管3~22组、高温省煤器、低温省煤器、一、二级空气预热器、电袋复合除尘器(V-05)、过引风机(C-04)由烟气脱硫塔(V-06)排入大气。由造气和合成送来的吹风、驰放气分别在预混器和无焰燃烧器内,配入由二次风机送来经二级空气预热器预热的空气后,进入混燃炉的中上部完全燃烧变成高温烟气。
2 主要化学反应
(1)炭与空气(氧气O2)的反应

(2)氢与空气(氧气O2)的反应

(3)硫与空气(氧气O2)的反应

(4)吹风气与空气(氧气O2)的反应

(5)驰放气与空气(氧气O2)的反应

3 生产装置存在的问题
(1)从工艺流程分析,三废炉装置燃煤及烟气系统没有采用自动控制,也无氧含量测量控制。
(2)从尾气排放数据分析正常情况尾气中颗粒物、二氧化硫、氮氧化物没有超标,尾气中颗粒物偶尔超标,氧含量长期超标。
(3)空气过量较多烟气流速过快,烟气中的粉尘加速磨损水冷壁管、炉墙、省煤器水管及引风机导致设备故障多停车。粉尘磨损水冷壁管如图2所示。
(4)烟气流速过快把大量粉尘带到静电除尘器,导致静电除尘器除尘效果差,之后技改加装了布袋除尘器及洗涤系统才解决了尾气粉尘超标问题。

图2
(5) 空 气过量、燃煤及烟气系统没有采用自动控制是造成三废炉不能“安、稳、长、满、优”运行的主要原因。
4 解决方案及措施
在三废炉燃烧过程中,当空气过剩系数过小即氧量不足时,燃料未完全燃烧而导致热效率降低,烟囱冒黑烟,对环境造成较大的污染,同时存在爆燃的安全风险。而当空气过剩系数太大即氧量过多时,过剩空气带走的热量多,也导致热效率低。过量的氧气会导致烟气中SO2、SO3和NOX含量增大,粉尘排放超标,一方面对环境造成严重污染,另一方面加速水冷壁、省煤器、炉墙的磨蚀损坏。因此,将氧气含量控制在一个合理的范围内,不仅能够提高燃料热效率,起到节约能源的作用,还能够减少废气对环境的污染以及水冷壁、省煤器、炉墙的磨蚀损坏,降低收尘系统及尾气洗涤系统的负荷。为达到装置“安、稳、长、满、优”运行的目的,对燃烧系统必须做如下优化控制。
(1)本装置采用DCS系统进行全流程温度、压力、流量、液位监控,热力系统的锅炉液位采用先进的三冲量自动控制,除氧器液位、减温减压采用单回路PID控制。
(2)燃烧系统的自动控制是解决“安、稳、长、满、优”运行的主要办法。
①在混燃炉出口增加一套氧化锆氧分析仪,将氧气含量控制在一个合理的范围内,氧化锆氧分析仪能在线实时监测烟气中的氧含量,并能将监测到的氧含量值直接输入到DCS控制系统,与二次风机C03形成PID自动控制回路,氧含量控制在5%以下,风机电机为185kW380V,执行机构采用变频调速器控制。如图3所示。
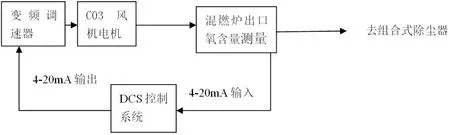
图3
②混燃炉底风室压力PI-1001与一次风机C02形成PID控制回路,压力稳定控制在5kPa左右, 保证煤的沸腾燃烧。风机电机为630kW6kV,执行机构采用永磁调速器控制。如图4所示。

表1
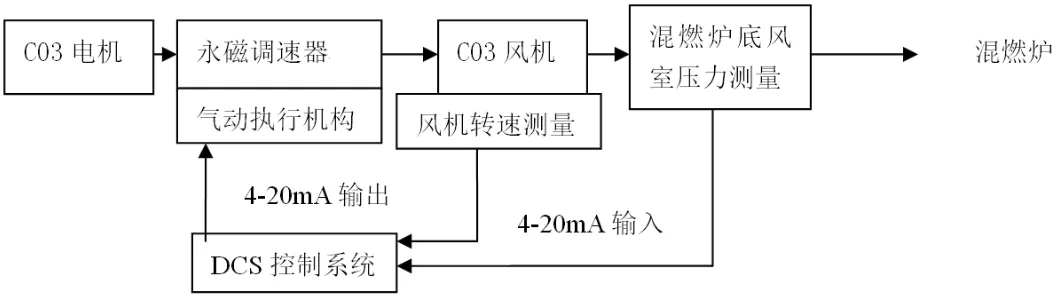
图4
③混燃炉流化床压力PI-1002与引风机C04形成PID控制回路,压力稳定控制在-100Pa左右,保证系统微负压工作。风机电机为800kW6kV,执行机构采用永磁调速器控制。如图5所示。
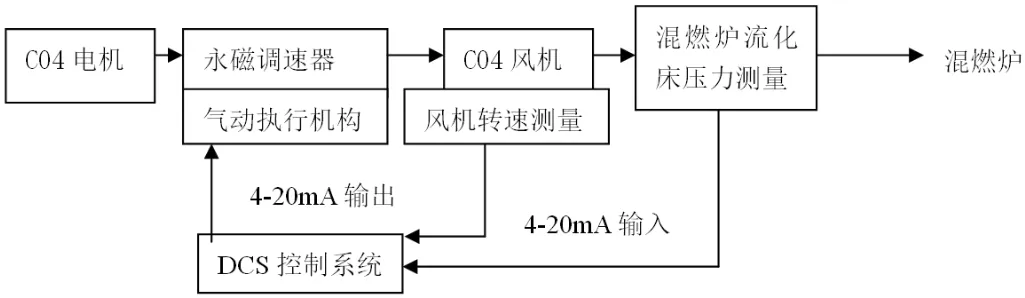
图5
4.3 改造新增设备表(表1)
由于空气过量降低30%,尾气排放温度降低59.63℃,年可以节约7552t标煤/a,按500元吨计可以节约3776000元。
5 改造前后经济技术指标比较表(表2)
改造前后尾气排放指标,见表3。
6 结论与展望
6.1 节电效果
通过对装置的优化控制实现系统节能,装置节电率达到50%左右,三台风机年可以节电:
Q=(8 0 0+6 3 0+1 8 5)×5 0%×2 4×3 3 0=6395400kW·h,按0.4元计算年可以节约电费2558160元。
6.2 热能利用效率提升
由于空气过量降低30%,尾气排放温度降低59.63℃,年可以节约7552 t标煤/a,按500元吨计可以节约3776000元。
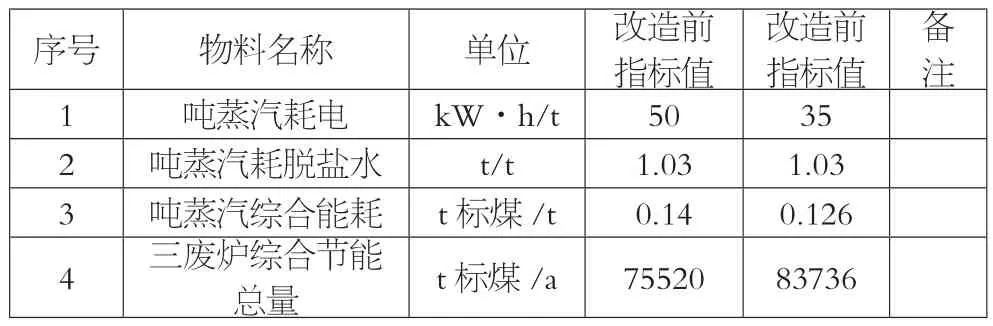
表2

表3
6.3 设备故障率下降
(1)由于采用永磁电机调速器进行平滑无级调速,柔性启动,减少电机的冲击电流,延长传动系统各主要部件(轴承,密封等)的使用寿命。
(2)由于永磁调速器使电机和负载分开,无机械连接,隔离振动,电机、风机振动不会相互影响,设备故障率下降60%左右。
(3)由于采用优化控制,空气流速下降,水冷壁、省煤器、炉墙的磨蚀降低,保证了装置的“安、稳、长、满、优”运行。空气流速下降,带到除尘及尾气洗涤系统的粉尘大幅下降,减轻尾气处理负荷,保证尾气排放达标。
(4)节能减排是能源、化工、冶金、建材等企业管理永恒的主题。单纯的从某个专业的角度考虑节能减排效果有限,只有组织工艺、设备、电气、自控、操作等专业专家对装置进行系统进行充分论证,通过优化控制实现系统节能才能实现企业效益最大化。
猜你喜欢
云南化工(2021年7期)2021-12-21 07:27:50
昆钢科技(2021年6期)2021-03-09 06:10:26
水上消防(2020年4期)2021-01-04 01:51:16
昆钢科技(2020年4期)2020-10-23 09:32:12
中国特种设备安全(2018年11期)2019-01-08 02:09:08
中氮肥(2018年3期)2018-06-20 08:06:28
资源节约与环保(2018年4期)2018-02-02 14:58:07
肥料与健康(2016年1期)2016-03-28 09:59:09
氮肥与合成气(2015年8期)2015-12-23 10:40:24
氮肥与合成气(2015年6期)2015-05-25 02:25:54