
橡塑增强剂YP-05在轮胎胎体帘布胶中的应用
2018-07-21 07:48陈忠强
橡胶科技 2018年11期
陈忠强
(徐州徐轮橡胶有限公司,江苏 徐州 221011)
橡塑增强剂是由橡胶和塑料两种聚合物制备成的宏观聚合物,具有良好的工艺相容性和稳定性,经过特殊的工艺加工、处理,是微细粒子状,在橡胶行业已逐渐使用。橡塑增强剂能够赋予胶料良好的低生热性能和较高的老化后性能保持率。本工作研究橡塑增强剂YP-05在轮胎胎体帘布胶中的应用情况。
1 实验
1.1 主要原材料
天然橡胶(NR),SMR20,泰国产品;丁苯橡胶(SBR),牌号1500,中国石油兰州石化公司产品;顺丁橡胶(BR),牌号9000,大庆石化公司产品;炭黑N660,石家庄新星炭黑厂产品;氧化锌,山东宏泰达化工公司产品;防老剂RD,江苏圣奥化工有限公司产品;促进剂CZ,山东尚舜化工有限公司产品;橡塑增强剂YP-05,烟台平达化工有限公司产品。
1.2 试验配方
NR/SBR 70,BR 30,炭黑N660 40,白炭黑 10,氧化锌 5,硬脂酸 2,橡塑增强剂YP-05 3,防老剂 3,松焦油 6,硫黄 2.2,促进剂1.3,其他 8.25。
1.3 主要设备和仪器
XK-160型开炼机,上海橡胶机械厂产品;X(S)M-1.5L本伯里试验密炼机,青岛科高橡塑机械技术装备有限公司产品;F270型密炼机和F370型密炼机,大连橡胶塑料机械有限公司产品;25 t双层电热平板硫化机,上海第一橡胶机械厂有限公司产品;GT-M2000A型无转子硫化仪、TCS-2000型伺服控制拉力试验机和GT-RM-2000型压缩生热试验机,中国台湾高铁检测仪器有限公司产品;WML-76型阿克隆磨耗试验机,江都新真威试验机械有限公司产品;轮胎耐久转鼓试验机,沈阳橡胶机械厂产品。
1.4 混炼工艺
小配合试验胶料进行两段混炼。采用X(S)M-1.5L本伯里试验密炼机进行一段混炼,转子转速为40 r·min-1,混炼工艺为:生胶、小料→压压砣(45 s)→炭黑→压压砣(95s)→松焦油→压压砣(80 s)→排胶;终炼在XK-160型开炼机上进行,工艺为:一段混炼胶→促进剂、硫黄→混合均匀、薄通→出片。
大配合试验胶料采用两段混炼工艺混炼。一段混炼在F370型密炼机中进行,转子转速为45 r·min-1,混炼工艺为:生胶、小料→压压砣(50 s)→炭黑→压压砣(60 s)→松焦油→压压砣(50 s)→排胶(155 ℃);终炼在F270型密炼机中进行,转子转速为20 r·min-1,混炼工艺为:一段混炼胶→压压砣(20 s)→硫黄、促进剂→压压砣(30 s)→提压砣(15 s)→压压砣(25 s)→提压砣(10 s)→压压砣(20 s)→排胶(103 ℃)。
1.5 性能测试
各项性能均按照相应国家或企业标准测试。
2 结果与讨论
2.1 化学分析
橡塑增强剂YP-05的理化性质见表1。

表1 橡塑增强剂YP-05的理化性质
从表1可以看出,橡塑增强剂YP-05的各项理化性质均达到指标要求。
2.2 小配合试验
小配合试验结果见表2。

表2 小配合试验结果
从表2可以看出,与生产配方胶料相比,试验配方胶料的压缩生热性能以及与帘线老化前后的H抽出性能均有较大程度的改善,其他物理性能变化不大。
2.3 大配合试验
为进一步研究橡塑增强剂YP-05在轮胎胎体帘布胶中的应用,进行了大配合试验,结果见表3。

表3 大配合试验结果
从表3可以看出,大配合试验结果与小配合试验结果基本一致,试验配方胶料的压缩生热性能及老化前后H抽出性能与生产配方胶料相比均有明显改善。
2.4 成品性能
为验证橡塑增强剂YP-05在胎体帘布胶中的实际应用效果,采用试验配方胶料生产了7.00-15TT 10PR轻型载重轮胎,进行成品轮胎物理性能及耐久性试验,结果分别见表4和5。
从表4可以看出,与正常生产轮胎相比,试验轮胎胎面与缓冲层以及缓冲层与胎体间的粘合强度明显提高。

表4 7.00-15TT 10PR成品轮胎物理性能
从表5可以看出,与正常生产轮胎相比,试验轮胎的耐久性能明显改善,累计行驶时间延长了24%。
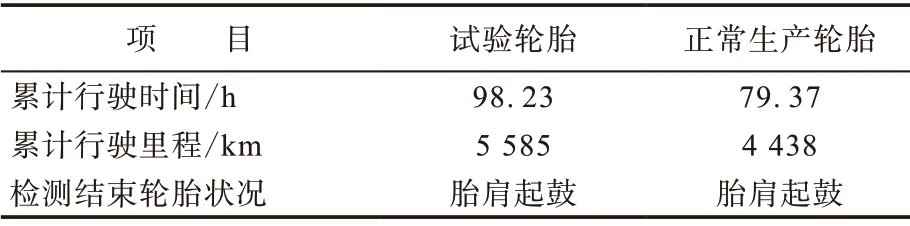
表5 7.00-15TT 10PR成品轮胎耐久性能
3 结论
在轮胎胎体帘布胶中使用橡塑增强剂YP-05,胶料的压缩生热性能及与帘线的H抽出性能明显改善,成品轮胎的胎面与缓冲层、缓冲层与胎体间的粘合强度明显提高,成品轮胎的耐久性能累计行驶时间由原来的79.37 h延长到98.23 h,延长了24%。橡塑增强剂YP-05的应用为轮胎使用寿命的延长起积极作用。
猜你喜欢
橡胶科技(2022年12期)2023-01-03
轮胎工业(2022年7期)2022-11-25
轮胎工业(2022年8期)2022-09-01
橡胶科技(2022年8期)2022-09-01
模具制造(2022年3期)2022-04-20
中国金属通报(2020年4期)2020-07-04
模具制造(2020年12期)2020-02-06
上海建材(2019年2期)2019-07-13
上海包装(2019年2期)2019-05-20
钻探工程(2019年3期)2019-03-22
