在用超高压人造水晶釜的超声检测
2018-07-06 02:24:10曾延荣
西部特种设备 2018年1期
曾延荣
(宜宾市特种设备监督检验所 四川宜宾 644000 )
根据在用超高压人造水晶釜的失效形式,大多数是由于其裂纹的扩展导致的。为保证在用超高压人造水晶釜的安全运行,对在用超高压人造水晶釜进行定期检验,其中超声波检测是非常重要的一项。因为根据失效形式,裂纹一般与表面垂直或形成一定角度,而在用超高压人造水晶釜经过了一定使用年限,因此对于超声检测主要采用周向横波检测和轴向横波检测为主,纵波直探头检测为辅的方法。这里不分析纵波直探头检测。检测工艺要求如下。
1 仪器选用
仪器采用A型脉冲反射式超声探伤仪,其工作频率范围为0.5~10MHz,仪器至少在荧光屏满刻度的80%范围内呈线性显示。探伤仪应具有80dB以上的连续可调衰减器,步进级每档不大于2dB,其精度为任意相邻12dB的误差在±1dB以内,最大累计误差不超过1dB。水平线性误差不大于1%,垂直线性误差不大于5%。
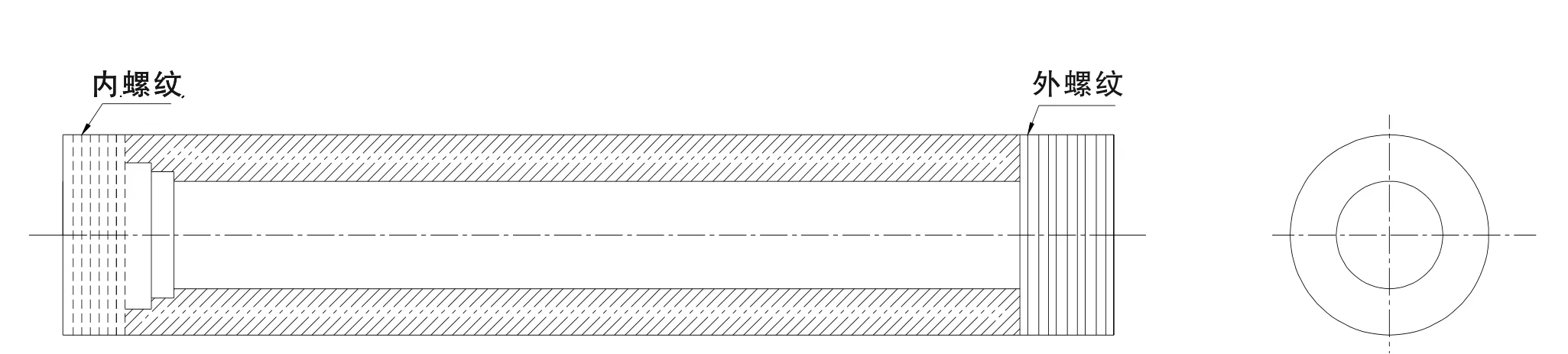
图1 结构图示
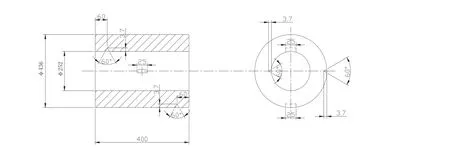
图2 横波检测专用对比试块
2 耦合剂根据被检工件的表面状况,选用0#机油或超声检测专用耦合剂。
3 试块选用
3.1 参选JB/T4730.3-2005标准中CSK-ⅠA试块、CSK-ⅢA。
3.2 横波斜头检测专用对比试块(见图2),对比试块的材质、热处理组织状态、尺寸、参数与被检筒体相同,表面粗糙度不大于,V型槽为60o,槽深t=2δ%=3.7mm,V型槽长L=25 mm。
4 探头选用

图3 横波周向检测K值计算
4.1 横波轴向检测采用2.5P13×13K1,横波周向检测K值需经计算,要保证探头主声束能扫查到整个工件截面,横波周向检测K值计算如下(见图3)。

考虑到K值随工件的壁厚增大而减小,同时考虑横波检测K=0.65时横波声压往复透射率较低,容易漏检,故取中间值K=0.68。因此选择2.5P13×13K0.68的探头,并找探头制造厂家定做。
5 扫描量程
5.1 横波扫描量程按深度1∶4调节。
5.1.1 横波轴向检测时一次波调在显示屏上23mm处,二次波调在显示屏上46mm处。
保存试验时间2014年9月9日至2015年1月14日。保存试验材料,按D配方生产羊全混合颗粒饲料D1~D3,D1、D2在湖北天越牧业有限公司羊场采用平模制粒,D1直接冷制粒(KL-150型颗粒机,压缩比6∶1);D2冷制粒(KL-150型颗粒机,压缩比4.7∶1),适当加水调质(由少到多逐渐增加水分)到成型效果良好,眼观不到明显粉料。D3委托羊场周边某规模饲料厂制粒(年单班产量10万吨以上,420型环模制粒机,蒸汽调质)。选择育肥猪商品料D4(与D3加工方式相同)和某公司送场试用的全混合颗粒饲料D5(加工方式不清楚)作对照。
5.1.2 横波周向检测时,圆筒体与平板工件不同,不但内表面入射角变大,而且声程和跨距也变大。因此,要计算声程修正系数u和跨距修正系数m(见图4)。
根据探头K值,计算出入射角β/的值和ψ角的值。
由 tgβ=K=0.68

根据三角函数关系:

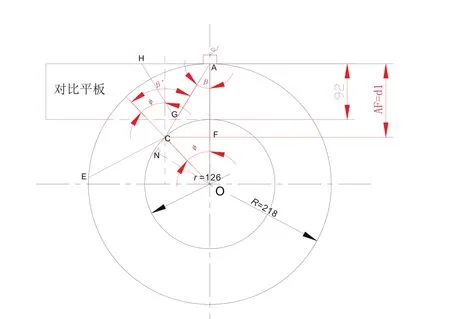
图4 横波周向检测时修正计算
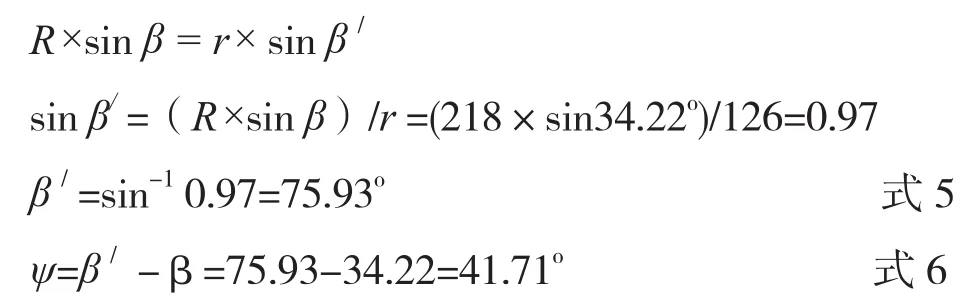
一次波声程修正系数u

全跨距修正系数m
5.2 对内外表面缺陷进行深度定位:
由公式7:
一次波探伤时深度

二次波探伤时深度

因此,横波周向检测按深度1∶4调节扫描量程时,对一次波d1(内表面V型槽)调节为显示屏上31mm处, 对二次波d2(外表面V型槽)调节为显示屏上62mm处。
6 灵敏度调节
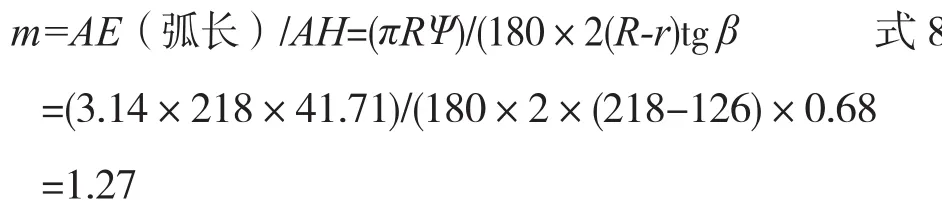
6.1 横波轴向检测灵敏度调节
将2.5P13×13K1探头位于对比试块外圆表面位置1(见图5)使探头主声束对准内表面V形槽找到最高反射回波,调节扫描量程(显示屏上23mm处)和调节增益,使最大反射波达满刻度的80%,并在反射波峰值处做好记号,再将2.5P13×13K1探头位于对比试块外圆表面位置2(见图5),使探头主声束对准外表面V形槽找到最高反射回波,调节扫描程(显示屏上46mm处),不改变仪器其他旋钮,并在反射波峰值处做好记号,将两点用直线连接并延长,并使之包括全部检测范围,作为横波轴向检测的DAC线。
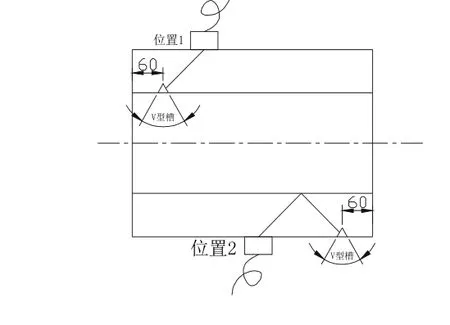
图5 横波轴向检测灵敏度调节
6.2 横波周向检测灵敏度调节
将2.5P13×13K0.68探头位于对比试块外圆表面位置1(见图6),使探头主声束对准内表面V形槽找到最高反射回波,调节扫描程(显示屏上31mm处)和调节增益,使最大反射波达满刻度的80%,并在反射波峰值处做好记号,再将2.5P13×13K0.68探头位于对比试块外圆表面位置,使探头主声束对准外表面V形槽找到最高反射回波,调节扫描量程(显示屏上62mm处),不改变仪器其他旋钮,并在反射波峰值处做好记号,将两点用直线连接并延长,并使之包括全部检测范围,作为横波周向检测的DAC线。
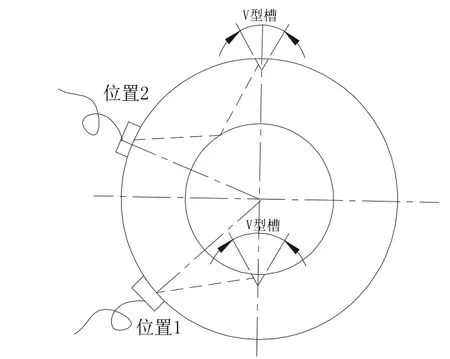
图6 横波周向检测灵敏度调节
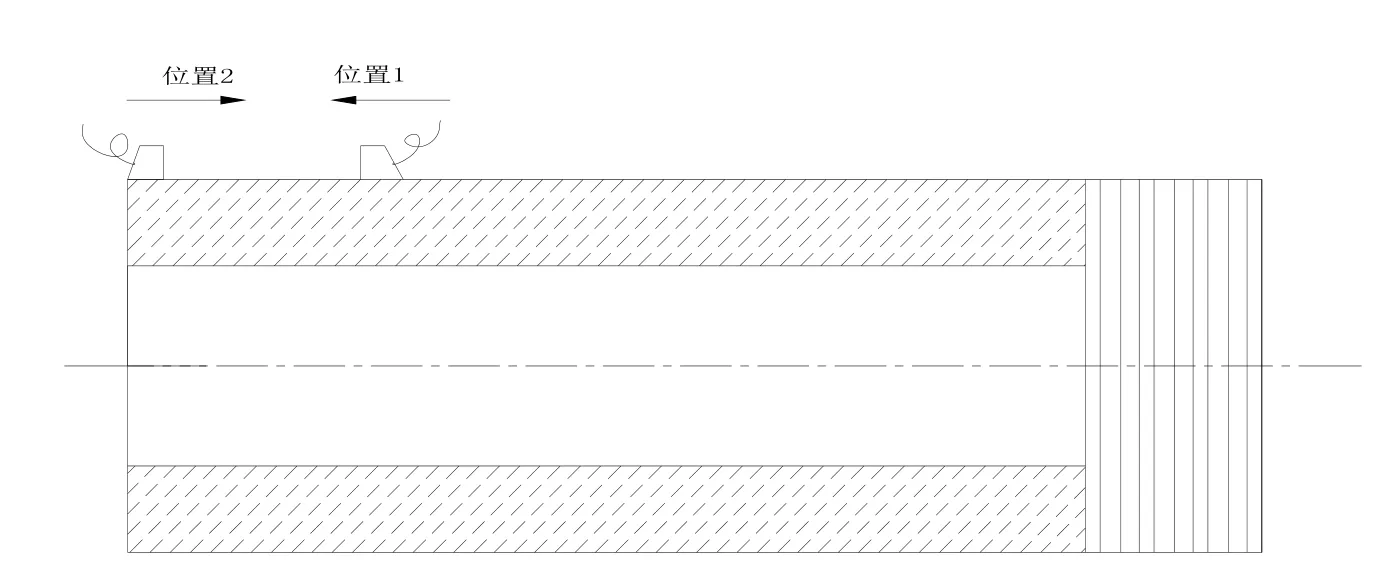
图7 横波轴向扫查
7 扫查方式及描查灵敏度(见图7)
7.1 横波轴向扫查采用2.5P13×13K1从先后从正反两个方向进行扫查,探头位置1扫查灵敏度调为DAC+6dB,并确定出底部台阶的位置,并在工件上做好记号;探头位置2扫查底部台阶处部位时,扫查灵敏度应比探头位置1提高10~12 dB,其余部位扫查灵敏度同探头位置1。
7.2 横波周向扫查采用2.5P13×13K0.68分别沿顺时针和逆时针方向扫查(见图8), 扫查灵敏度调为DAC+6dB。
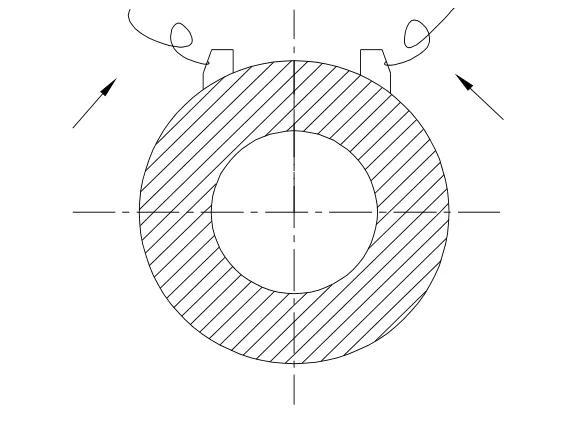
图8 横波周向扫查
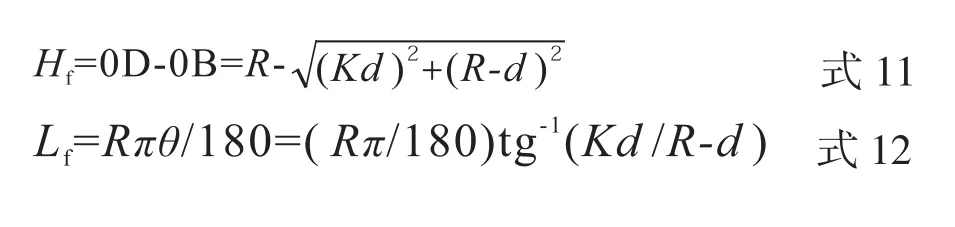
扫查过程中,如果缺陷波对应深度df=d1时,该缺陷位于筒体内壁。如果缺陷波对应深度df=d2时,该缺陷位于筒体外壁。如果缺陷波df对应深度在d1≤df≤d2时,该缺陷在二次波范围内,这时前移探头,使用缺陷波df≤d1,然后按下式计算(见图9)

图9
8 缺陷记录与评定
对缺陷回波高度≥1/2 DAC线的应以记录和评定,对于外表面能打磨掉的应砂磨掉。对缺陷回波高度≥1/2 DAC线,且无法消除的缺陷,作判废处理。
9 检测工艺可靠性和可行性结论
通过实际检测证明,按照以上的检测工艺,像对于外表面深>0.5mm的开口划痕,开口的钢印、表面焊疤裂纹,测温孔底部裂纹,缺陷回波高度均会≥ 1/2DAC线。因此,按照以上的检测工艺对在用超高压人造水晶釜进行超声检测,对裂纹类面积型缺陷的确有很高的灵敏度。该检测工艺满足在用超高压人造水晶釜在定期检验中进行超声检测的可靠性和可行性,确保在用超高压人造水晶釜的安全运行。
[1]TSG R0002-2005超高压容器安全技术监察规程(简称《超规》).
[2]CGJB404-2006在用高压水晶釜超声波检测规程
[3]JB/T4730-2005 承压设备无损检测.
[4]全国锅炉压力容器无损检资格考核委员会.超声波探伤[Z].中国锅炉压力容器安全 ,1997.
猜你喜欢
电力安全技术(2023年7期)2023-08-28 08:00:24
舰船科学技术(2022年11期)2022-07-15 07:53:32
建材发展导向(2021年19期)2021-12-06 03:20:54
设备管理与维修(2021年17期)2021-11-02 11:15:28
中国特种设备安全(2019年1期)2019-03-13 01:05:52
制造技术与机床(2017年10期)2017-11-28 05:20:58
轮胎工业(2017年11期)2017-03-10 19:33:31
无损检测(2016年8期)2016-08-30 03:01:04
传奇故事(破茧成蝶)(2015年6期)2015-02-28 09:28:18
火花(2015年1期)2015-02-27 07:40:24