
浅谈散货船船体分段吊耳的布置
2018-07-04 03:10:02■余娟
福建交通科技 2018年3期
■余 娟
(福建东南造船有限公司技术中心,福州 350015)
现代化造船均是将船体划分成各个分段,然后将分段吊运到船台处搭载而成。随着造船技术的不断发展,本司承接的造船订单越来越多样化,船型也越来越大。为了缩短船台周期,提高交船速度,船体的分段尺寸也越来越大。因此在船体建造过程中需要用到各种型式的吊耳。吊耳主要用于船体分段的起吊、翻身和搭载。在船体分段建造过程中起到很重要的作用,关系到人员、分段、设备的安全。
1 吊耳的分类
本司的吊耳分类具体见表1。
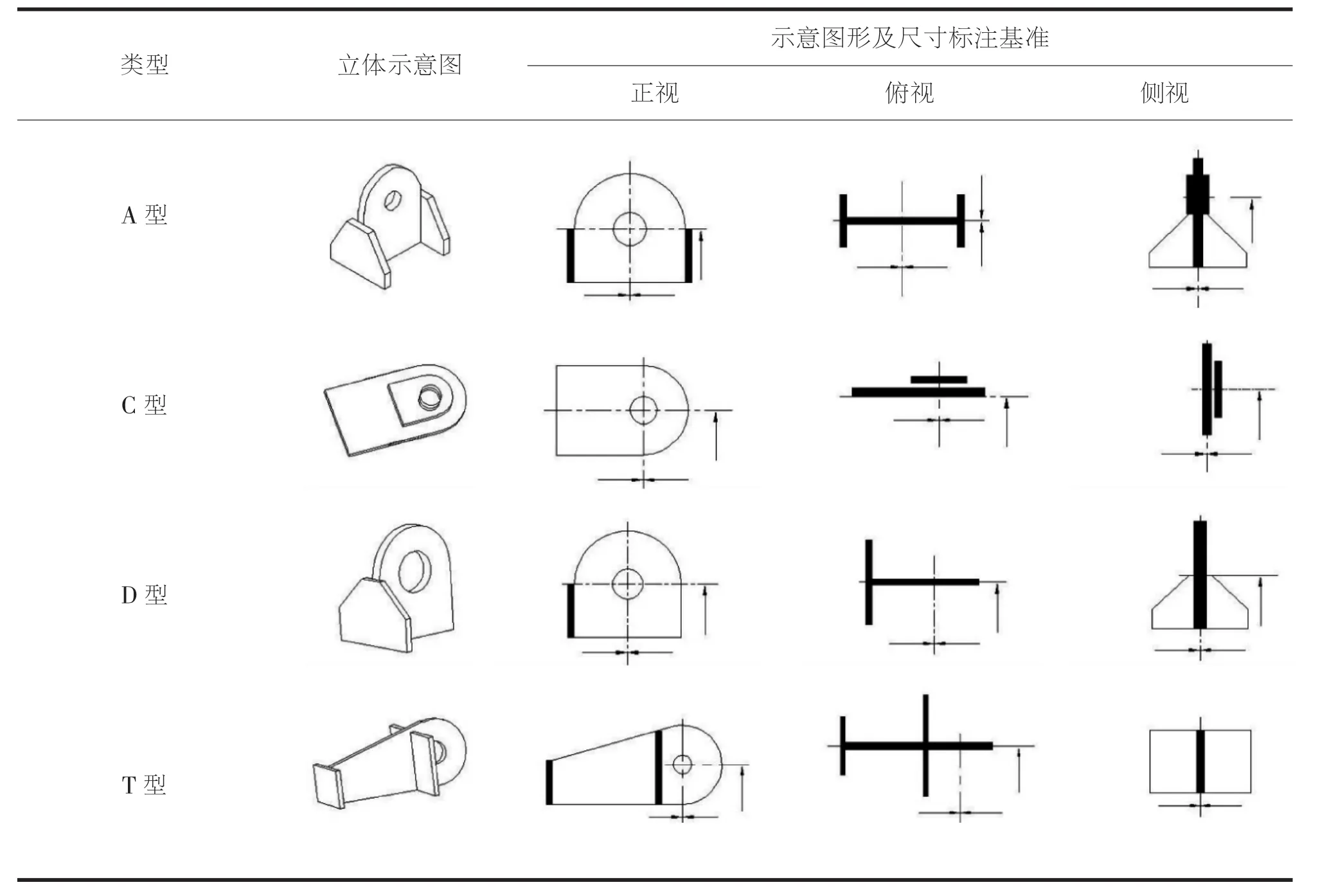
表1 吊耳类型表
其中:
A 型吊耳按照安全负荷可以分为 A50t,A60t,A70t,A80t,A100t。主要作为大型分段的翻身主吊耳和总组段的起吊吊耳。
C型吊耳按照安全负荷可以分为 C10t,C20t,C30t,C40t,C50t,C60t,C70t,C80t,C100t。 主要作为上层分段的翻身辅助吊耳。
D型吊耳按照安全负荷可以分为 D5t,D10t,D20t,D30t,D40t。主要用于分段的翻身、起吊,总组段的起吊,作用与A型相似。
T 型吊耳按照安全负荷可以分为 T10t,T20t,T30t,T40t。主要作为分段的翻身主吊耳。
本 司 通 常 选 用 的 吊 耳 有 A50t,C10t,C20t,D20t,D30t,D40t,T20t。
2 吊耳的焊接要求
吊耳本身制作焊接,采用低氢焊条或与该焊条性质相似的其他焊接材料,且与吊耳材质、强度等相匹配,焊缝转角包角焊。吊耳焊接由持有Ⅱ类焊接证书以上的焊工施焊,并遵守我司的相关焊接规定。
对于负荷30t及其以上的吊耳,焊后全部做无损探伤检查(磁粉)。吊耳与分段的焊接,按不同位置持Ⅱ类Ⅲ类焊接证书的焊工施焊。要求采用低氢焊条或与该焊条性质相似的其他焊接材料,并与母材相匹配。对于安全负荷大于等于20t的吊耳,主立板与分段焊接的下端需开双面坡口进行深熔焊。
吊耳的重复使用次数不超过3次,已产生变形的吊耳不能再次使用。吊耳拆除应仔细切割,以不损伤结构母材为原则,回收的吊耳经过修边合格后做上使用次数标记才能使用,修割的尺寸不得小于吊耳规定的下限尺寸。
3 吊耳的布置
目前,我司在建造船舶的过程中,都是将船体划分为各个分段进行建造,然后再将局部分段总组为一个总段,最后将总段吊到斜船台上进行大合拢。因此我司的吊耳按功能又可以分为分段吊耳,总段吊耳。
吊耳的布置——最基本的原则是以重心为中心的法则,在布置分段的吊耳前,首先用建模软件算出分段的重量重心,分段中还包含了预舾装件,因此分段最终的重量还需加上焊接材料和预舾装件的重量,还需要了解分段的建造方案和建造场地,以及分段是否需要翻身。其次,了解建造场地的吊车参数以及该段的翻身位置。在分段的平面图上标出分段的重心位置,然后根据分段的重量和结构选择吊耳的类型。吊耳最好能够布置在强结构的上方,例如舱壁和T型材。如果该处没有强结构,需在吊耳的下方做适当的加强,加强不但要考虑吊耳加强,还应考虑分段起吊时分段整体是否可能发生塑性变形。吊耳的安装位置附近不能有待焊区,需全部满焊。同时还需要考虑吊耳的布置不能妨碍分段的合拢。吊耳应该按照分段重心位置对称布置,以保证起吊时的力矩相等。在布置吊耳时还需注意吊耳的安装方向,防止起吊钢丝绳被磨损或刮断。
现以本司建造的20500DWT散货船为例,来介绍该船分段的吊耳布置。由于整船划分为78个分段,无法一一表述,故在此文中仅列出几个典型分段的吊耳布置。
3.1 底部分段吊耳的布置
根据我司为该船制定的建造方案,该船的底部段包含了底部和舭部结构。而在建造过程中又将底部段分为舭部段A小分段和双层底段B小分段分开建造。204P底部分段的重心位置为(FR76+426,5523,887),重量为 60吨,分段最大尺寸为9750mm×12320mm×3320mm。对于A小分段,由于该小分段是反身建造,需要翻身,因此我们选择了4个D20t吊耳。2个D20t吊耳布置在舭部外板的#73、#81肋位处,相应肋位处的底边舱斜板上也布置2个D20t吊耳。既用于起吊又用于翻身。对于B小分段,也是反身建造,需要翻身,因此我们选择了2个D30t的吊耳布置在内底板船艉#71肋位,作为主吊耳。2个D20t吊耳布置在内底板艏部#83肋位,作为翻身吊耳。外板#83肋位上也布置2个D20t吊耳,作为起吊吊耳。由于内底板/外板船艏#83肋位处的4个D20t吊耳下方均没有结构,需要在吊耳下方增设额外的加强扁铁12mm×120 mm。吊耳的布置详见图1。
其中标有正方形的吊耳可以保留到船台,而其他吊耳可以在分段完成后割除。
3.2 舷侧分段吊耳的布置
由于本船的舷侧分段均是以外板为胎架进行侧身建造,不需要翻身,并且分段的重量都保持在50t左右。因此只需将4个D20t吊耳对称均匀布置在分段重心附近即可。最好能布置在横舱壁处。
3.3 甲板分段吊耳的布置
本船的甲板分段均是以甲板为胎架进行反身建造,并且分段的重量都保持在30t左右。在甲板面上标出重心位置,然后将4个D20t吊耳对称布置在重心附近。由于甲板分段中还包含了槽型舱壁,而且是另外吊运,重量大约为29t。因此也需在槽型舱壁上布置起吊吊耳。由于槽型壁太宽(20.18m),防止槽型壁起吊变形,要在槽型舱壁上下端各均匀布置4个C10t吊耳,并要求用吊梁起吊。
3.4 上层分段吊耳的布置
本船的上层分段均是以甲板为胎架进行反身建造。701A 分段的重心位置为 (FR14+45,87,14760), 重量为32t,分段最大尺寸为 9900mm×21400mm×3100mm。 由于分段过宽,防止分段起吊变型,因此我们选择了4个T20t吊耳布置在分段艏部甲板面#20肋位,作为主吊耳。布置2个C20t吊耳在左右舷距中3700纵壁的上端,作为翻身和脱胎吊耳。2个C20t吊耳加2个T20t吊耳用于分段脱胎。T型吊耳的下方,C型吊耳的反面均需增加肘板来作为加强。这些吊耳距离重心的距离应该相差不多。由于右舷距中3700纵壁布置C型吊耳的附近有一个门的大开孔,为了防止吊运过程中,该纵壁变形,需在门开孔区域做X型加强。吊耳的布置详见图2。
其中标有正方形的吊耳可以保留到船台,而其他吊耳可以在分段下胎后割除。
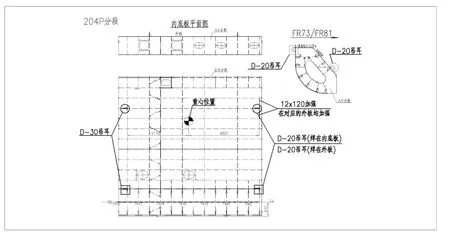
图1 204P底部分段吊耳布置图
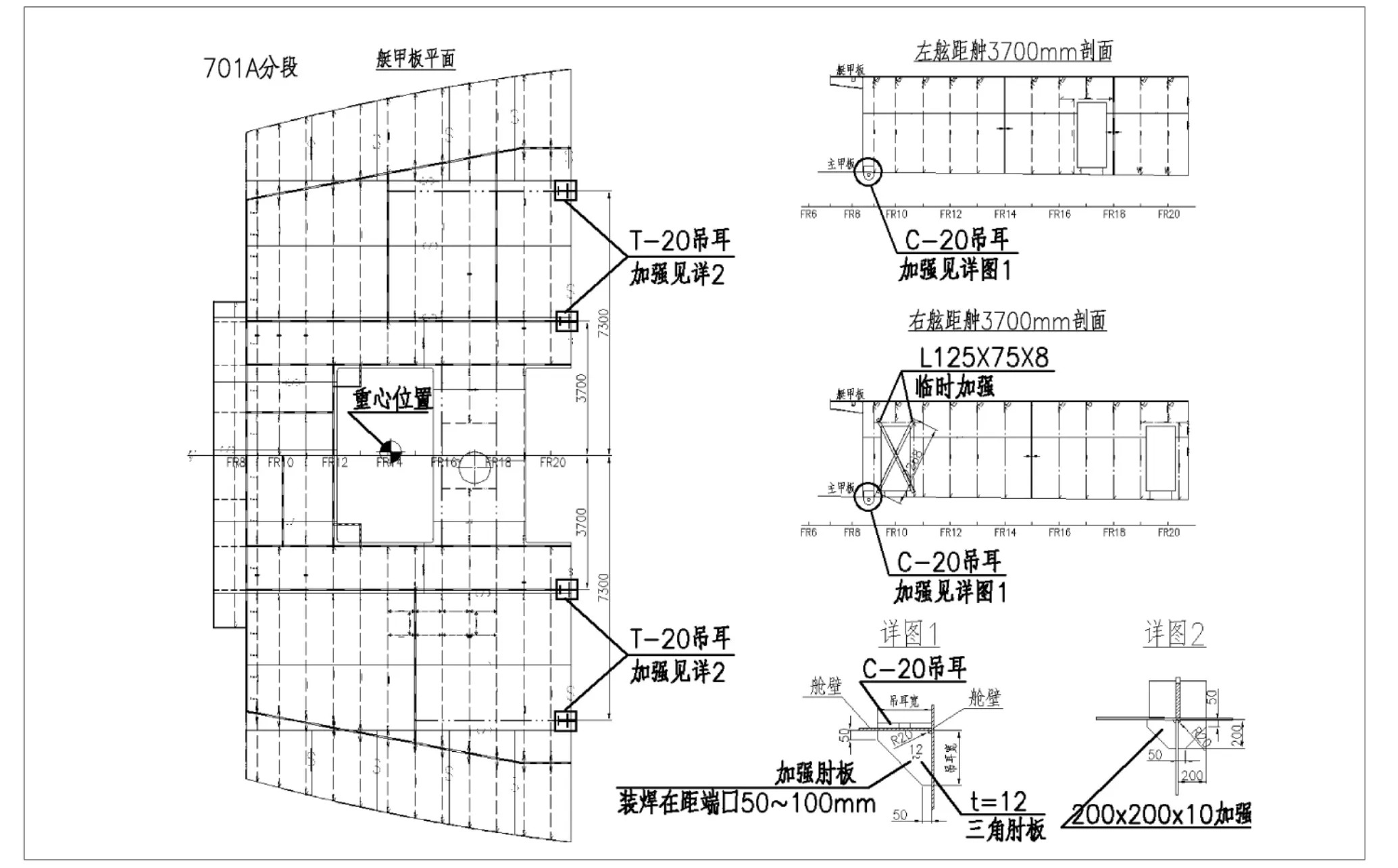
图2 701A分段吊耳布置图

图3 G501总段吊耳布置图
3.5 总段吊耳的布置
总段是指根据船厂在船台或船坞的吊车最大起吊能力,将小分段总组成大分段,来减少船台或船坞的造船周期。总段的特点是重和大。故总段的起吊都是用多钩抬吊(抬吊,分为单部吊车多钩抬吊和多部吊车抬吊。我司用单部吊车多钩抬吊)。作为单部吊车多钩抬吊,在设计总段吊耳时,必须遵循吊车参数进行,在吊点的设计上必须计算出每钩的重量分配,有时总段间的间距过小,还要计算起吊时总段的位移量。由于总段有体积大的特点,在设计总段吊耳时一定要考虑吊点的均匀性,防止总段在起吊时总段产生较大的变形,给船体大合拢带来不变,影响船体的合拢周期。
为了减少船台合拢时间,我司采用了部分分段组合成总段后再吊往斜船台合拢。因此还需为总段设计吊耳,现以其中一个总段G501为例。G501总段包含了501、502、511、512 分段 , 它 的 重 心位 置 为 (FR24+595,-9,2804), 重量为 235t, 分段最大尺寸为 18000mm×19900mm×6300mm。我们选择了2个A50t吊耳布置在总段平台板右舷距中2500纵桁材的#16、#21肋位,考虑到船艏端宽度较大,为了减小总段变形,用增加吊点的办法来解决。因此釆用2个D30t吊耳布置在平台板左舷距中2500纵桁材的 #21、#29肋位,2个D30t吊耳布置在平台板中纵桁材的 #29、#33肋位,2个D30t吊耳布置在平台板右舷距中5000纵桁材的 #29、#33肋位,2个D30t吊耳布置在平台板左舷距中5000纵桁材的#21、#29肋位。由于该总段是机舱段,上下两层平台板之间比较空旷,没什么连续的支撑结构,为了保证在吊运过程中,总段和平台板不变形,需要在上下两层平台板之间适当增设直径为114×9的无缝钢管来连接。吊耳的布置图详见图3。
4 结束语
分段吊耳的布置需要整体考虑各种因素,进行合理布置,保证分段能够安全、快速地吊运到船台进行大合拢。吊耳作为造船过程中最重要的附件之一,其布置和设计的合理与否关系到整个船体的稳定性和安全性以及船舶的建造周期,关系到建造过程中相关工作人员的生命安全。我们需要慎重对待这个问题,保证船舶的顺利建造,保障公司的利益。
[1]吴仲其,马庆莲,袁文林.船体分段吊装工艺[J].江苏船舶,1990(2):19-22.
[2]王德宏,刘滕芸.浅谈船舶吊装吊耳设计[J].科技视界,2013(11):45.
猜你喜欢
船舶标准化工程师(2022年5期)2022-10-31 09:03:16
珠江水运(2021年10期)2021-06-24 10:36:58
船海工程(2021年2期)2021-05-06 06:54:50
广东造船(2020年5期)2020-11-23 07:36:04
工程与建设(2019年2期)2019-09-02 01:33:58
船舶标准化工程师(2019年3期)2019-07-01 00:42:16
戏曲研究(2018年1期)2018-08-29 01:18:50
影视圈(2017年3期)2017-07-01 09:08:04
广东造船(2015年2期)2015-02-06 09:05:03
湖北植保(2010年2期)2010-08-15 00:45:18
