
电子产品机柜线缆装配工时定额系统研究与开发
2018-07-04 08:00:56王杭李露张柳徐锋张丹左敦稳
机械制造与自动化 2018年3期
王杭,李露,张柳,徐锋,张丹,左敦稳
(1. 南京航空航天大学 机电学院,江苏 南京 210016; 2. 中国电子科技集团第十四研究所, 江苏 南京 210000)
0 引言
工时定额是企业成本计算的基本依据,是企业制定合理报价、员工的绩效考核的数据[1]。企业科学合理的定制工时,才能更加有效地组织生产、更大化地挖掘企业的生产潜力、提高生产效率、增加企业的竞争力。但是,国内对于装配工时的计算和管理相对落后,工时定额测算往往还停留在经验估工法,导致定额测算效率低、速度慢、误差大、人员不同导致同一产品结果不一致等现象[2]。因此,快速准确地计算装配工时,是电子产品制造企业着手解决的问题。工时定额的研究主要集中对一般机械零部件加工的工时研究[3]。为了估算工时,洪湖鹏等[4]提出了根据CAD设计信息高效计算加工工时的通用方法。Lee等[5-6]应用神经网络估算装配作业工时。刘滨[7]等提出了产品相似实例检索规则和算法来估算船舶装配作业工时。瞿世鹏[8]等提出了人工神经网络及工作研究的方法来估算船舶分段装配作业工时。钟宏才[9]等应用神经网络实现中间产品加工工时定额的快速计算。
由于目前暂未有对线缆装配工时的研究[10],导致线缆装配工时定额全由有经验师傅完成,工时结果不准确,耗时长。且定额人员不同又导致结果不一致,所以本文对线缆装配工时定额进行研究。线缆装配工时定额过程中,线缆装配工艺及其相近,根据工艺建立计算模型并存入工时计算模型库,设计开发线缆装配计算机辅助工时定额系统,使其可以快速准确地计算装配工时。
1 机柜线缆装配作业分析及工时定额模型建立
1.1 线缆装配工艺流程
电子产品机柜内部包含许多设备,而设备之间的连接方式通常采用线缆链接。线缆虽然种类繁多,但其工艺及其相似,根据工作研究的方法,将线缆装配整个过程分成3个工序。如表1所示。
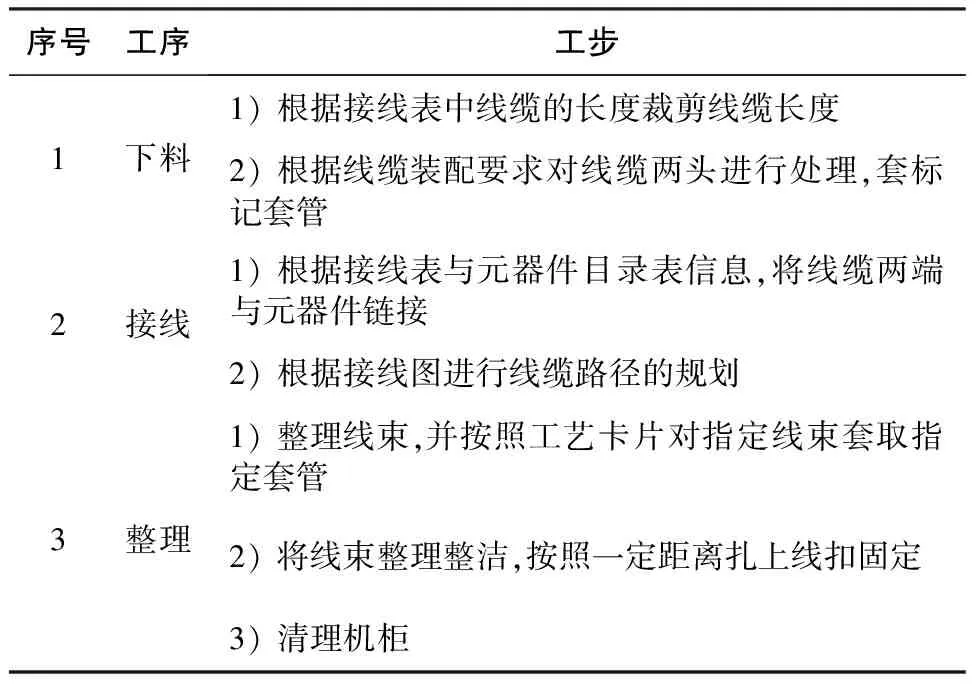
表1 线缆装配工序
其中工艺2为线缆装配中的关键工序,也是定额中的一个难点,将在下一节中进行详细介绍。
1.2 定额单元时间的制定
在制定线缆装配各工作单元工时定额时,现在主要的计算方法有以下4种,分别为模型法、线性回归方法、秒表法以及经验估工法。现将这几种方法的使用范围及其优先级列出,如表2所示[10]。
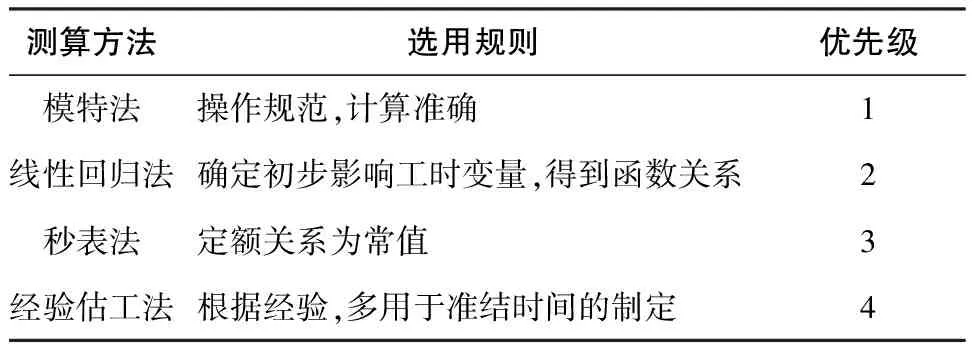
表2 几种常见定额方法选用及其优先级
根据表中所列举的方法,对线缆装配工艺认真的研究基础上,对各阶段选用不同的测算方法。下料和剥头操作比较规范,所以采用模特法。线束捆扎与固定都是常值型,可以采用秒表法实际测得工作单元。
其中接线工序中,根据接线图,将接线表中线号与项目代号和元器件目录表中项目代号将线缆与元器件进行链接,电连接器与线缆的接连主要由芯数与连接方式决定。再对线缆的路径进行规划,线缆的走线定额方式是根据有经验的装配师傅在实际操作中的工时,利用线性回归的方法得到工时与线缆长度和直径的函数关系,并根据机柜的复杂情况乘以难度系数。
1.3 工时模型的建立
当确定了线缆装配过程中各个工作单元的时间后,将机柜设计中所用的电缆进行分类以便工时计算模型的建立,如表3所示(所列只为常见,未全部列出)。

表3 线缆分类及编码

续表3
按照工艺操作流程,将各个操作单元的时间或者单位时间计算模型进行累加,最后得到线缆装配的计算模型。以线缆ASTVR的装配为例,建立起工时定额计算模型:
(1)
其中:
1)Tastvr是剥头的时间,该时间是由线缆直径的函数:
Tastvr=a×2r
(2)
a为系数,r为线缆半径。
2)Tfi是下料和走线工时,该时间是关于线缆长度的函数,Li是线缆ASTVR第i根的长度:
3)Td是线缆与电连接器链接的时间。
Td=b×m
(3)
b为系数,m为电连接器的芯数。
4)n为常数。
以此建立了线缆ASTVR的计算模型,使用此模型可以计算机柜线缆装配中所有此电缆的装配时间。以此类推,对常用线缆进行分析,建立工时计算模型,并将此模型存入模型库。
1.4 线缆装配工时计算
a) 方案总体设计
由上文可知,机柜线缆装配的各线缆工时定额计算模型,并将计算模型存入到工时计算模型库,以备在计算工时的时候随时调用。在计算机柜线缆装配过程中,先从数据库中得到机柜设计信息中的接线表,然后根据相应的线缆调取不同的计算模型。总计算过程如图1所示。

图1 线缆装配工时计算流程
b) 具体实施路线
从上述计算流程可知,为了计算机柜线缆装配总工时,首先需要提取线缆设计信息,然后提取每根线缆的设计信息,根据线缆型号调取相应的工时计算模型,计算线缆装配所消耗的时间,最后将所有线缆装配时间累加得到机柜线缆装配的总工时,如图2所示。
计算过程如下:
1) 输入需要线缆装配定额的机柜图号,发起请求;
2) 机柜设计信息库返回相对应机柜的设计信息,从而获得机柜线缆设计信息表;
3) 读取线缆设计表线缆信息,根据线型关联的规则计算线缆的装配工时;
4) 将所有线缆装配工时累加,得到线缆装配总工时。
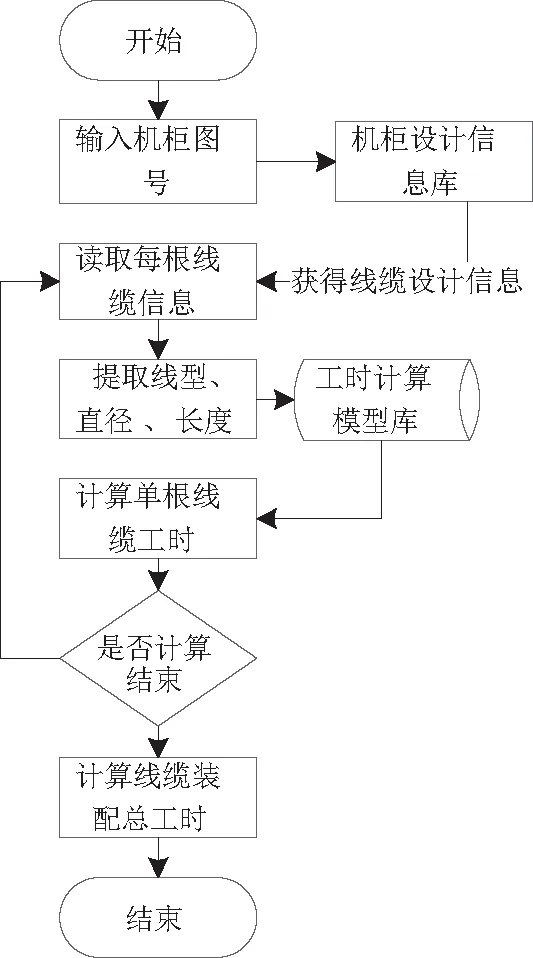
图2 具体实施的计算流程
2 线缆装配工时定额系统开发
2.1 系统总体设计
针对已经建立了线缆的工时计算模型,为了实现工时定额的智能化计算并最大可能地减少工时定额人员的工作量,设计并开发了机柜线缆装配计算机辅助工时定额系统[11],总体框架如图3所示。

图3 系统功能设计
文中采用B/S结构(browser游览器/server服务器),B/S结构是随着信息技术的发展对C/S架构的一种变化或改进,可以大量减少对客户端的负载,提高系统维护和更新的工作量。此架构主要由客户显示层、业务逻辑层、数据层组成。
1) 客户显示层:系统采用JS和Extjs2.0客户端脚本语言撰写。通过Http和服务器进行通信与连接,使用人员只需安装浏览器和Java虚拟机。
2) 业务逻辑层:当Web服务器接受到浏览器用户发出的请求后,服务器运行JSP界面后将结果发送回浏览器。并通过J2EE常用结构JDBC实现与数据库的数据传输。
3) 数据层:采用Oracle10g作为此系统的数据库,所有的线缆计算模型和单元工作时间,历史定额信息等相关信息都存储在数据库中,并实现对以上信息的快速查询及存储。
2.2 功能模块
此系统实现了对机柜线缆装配工时的快速定额,系统主要分为系统管理模块和线缆定额模块。
a) 系统管理模块主要由系统管理员负责主要为两部分:
1)权限管理。由系统管理员分配不同的用户角色,不同的角色拥有不同的操作权限,从而保证系统安全。
2)用户管理。由系统管理员对使用系统的用户进行统一管理,对用户进行增、删、改、查。
b) 线缆定额模块主要分为4部分:
1)基础数据管理。对线缆装配中单元工作时间的管理包括对基础数据的增、删、改、查。2) 计算模型管理。主要对计算模型进行增、删、改、查。3) 线缆装配定额。实现对线缆装配的快速定额。4) 定额历史查询。查询历史定额信息,以便对不符合实际的基础信息或者计算模型进行修改。
3 实例验证与分析
某企业产品具有多品种、小批量、研制混线的特点。定额人员多采用经验预估法与查表法进行工时的预测,采用手工计算方式,管理无序导致工厂效率低下,人工成本高等情况出现。
为了快速准确的计算工时,提高生产效率,设计并开发了电子产品机柜计算机辅助工时定额系统。利用此系统计算线缆装配总工时(T2),并与企业使用的经验估工法的结果(T1)、企业现场实际测算结果(T)进行比较如表4所示。
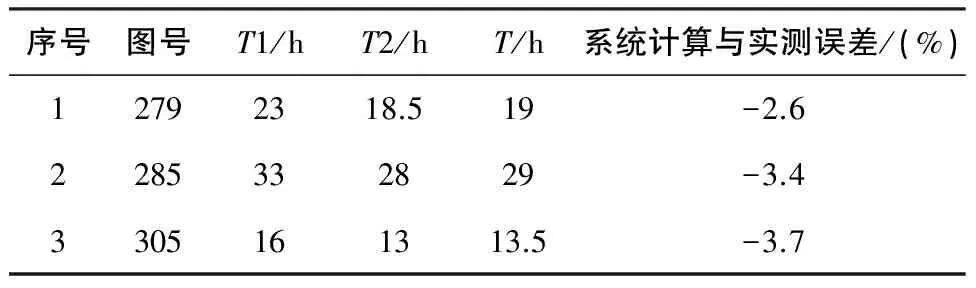
表4 计算结果分析
由表4计算结果对比得出以下结论,由于定额人员在定额时为了避免工时不够往往都会给出比实际情况多的工时,而系统计算时并没有考虑实际加工时候操作人员休息时间,导致计算结果都偏小。所以在后期改进中可以考虑再增加一点宽放系数来计算工时。
使用系统计算的线缆装配工时与企业现场实测的工时结果非常相近。利用工作研究的方法对线缆装配工艺进行研究,可知线缆装配工艺极其相似,所以只需对各个线型建立工时计算模型。虽然工时计算模型建立比较繁杂,但是只要工时模型建立后,给编程实现智能化计算带来一定的便捷。经过实例验证可知,系统计算可以准确地计算线缆装配的工时,且耗费的计算时间非常短,只需定额人员做最后的确认即可。
4 结语
针对机柜线缆装配作业工艺的研究分析,提出了利用工作研究的方法对线缆装配过程进行分析,将线缆装配整个过程进行拆分。利用时间研究的方法,建立起各个线型的工时计算模型。设计与规划了工时计算流程及其模型的关联。实现了线缆装配的智能化计算。经过企业的实测可知,该方法能够快速准确地计算线缆装配的工时,比企业现行的经验估工法更可靠、准确、工作量低。
[1] 杨宁,王玉,周雄辉. 基于事例推理的注塑模加工时间定额的确定方法[J]. 计算机集成制造系统,2005(2):275-279.
[2] 李亚杰,何卫平,董蓉. 基于制造执行系统数据采集的工时预测与进化[J]. 计算机集成制造系统,2013(11):2810-2818.
[3] 杨青海,祁国宁,黄哲人. 基于案例推理和事物特性表的零件工时估算方法[J]. 机械工程学报,2007,43(5) : 99-105.
[4 ]洪湖鹏,郁鼎文,张玉峰,等. 通用化计算机辅助工时系统的研究和开发[J]. 制造技术与机床, 2001(7): 50-53.
[5] LEE J K .Developing scheduling systems for Daewoo ship building: DASproje[J]. European Journal of Operational Research,1994:203-206.
[6] Lee J K, Kim H D. Man-hour requirement estimation for assemblies using neural networks [A].Proceedings of 94 Japan /Korea Joint Conference on Expert Systems [C].Tokyo:JK JCES,1994:203-206.
[7] 刘滨,蒋祖华. 船舶装配作业工时智能估算技术[J]. 上海交通大学学报,2005,39(12):1979-1983.
[8] 瞿世鹏,蒋祖华. 船舶分段装配工时定额计算方法[J]. 哈尔滨工程大学学报,2012(5): 550-555.
[9] 钟宏才,刘建峰. 应用神经网络实现中间产品加工工时定额的快速计算[J]. 华东船舶工业学院学报(自然科学版),2003,17(2):23-28.
[10] 姜晓鹏,王润孝,高琳. 计算机辅助工时定额系统中的定额测算模型研究[J]. 计算机应用研究,2006 (3) : 183-185.
[11]吕荣水,徐锋,张丹,等. 面向制造企业化学品全寿命周期管理系统[J]. 机械设计与制造工程,2013(10):52-56.
猜你喜欢
航空制造技术(2022年18期)2022-12-09 04:10:28
仪器仪表用户(2021年10期)2021-11-27 08:26:04
军民两用技术与产品(2021年6期)2021-10-14 07:40:58
哈尔滨轴承(2020年4期)2020-03-17 08:13:40
职工法律天地·上半月(2020年1期)2020-03-02 07:45:06
铁道通信信号(2020年9期)2020-02-06 09:15:32
经济技术协作信息(2018年32期)2018-11-30 01:43:18
初中生(2018年15期)2018-06-01 02:14:35
电子测试(2017年12期)2017-12-18 06:35:23
自动化博览(2014年7期)2014-02-28 22:32:34
