
3D打印参数对制品层间黏结性能的影响
2018-06-23 03:09杨孟茹姚京京史宝璐李小强
中国塑料 2018年6期
喻 红,杨孟茹,吴 悠,姚京京,史宝璐,李小强,胡 晶
(北京工商大学材料与机械工程学院,塑料卫生与安全质量评价技术北京市重点实验室,北京 100048)
0 前言
以热塑性塑料为原料,采用FDM[1-3]工艺,可以实现各种形状复杂原型的三维(3D)打印[4-6],由于操作简单、材料价格适中等优点,该方法率先得到了桌面化应用。FDM技术是将丝状材料挤入喷头内加热至熔点以上,按照设定好的分层及成型路径,在控制系统驱动下,将材料逐层堆积成与模型形状一致的实体的过程[7]。而3D打印成品的力学性能,则是决定该技术能否代替注塑工艺进而推广应用的关键指标[8]。
目前许多学者对FDM加工工艺参数对制品力学性能的影响进行了研究,Ziemian等[9]针对ABS丝料研究了填充角度对制品断裂拉伸强度及疲劳性能的影响;Galantucci等[10]分析了层高、打印速度等工艺参数对制品表面粗糙度的影响;迟百宏等[11]通过对比ABS及PLA耗材,研究了构建取向对制品力学性能的影响,并与注塑试样进行了对比。有学者研究了3D打印的 PLA材料,认为PLA 材料是脆性的并且在弹性阶段呈各向异性[12],但在使用模拟手段研究其打印性能时,为建模方便,也可以将其当作各向同性的材料来建模[13]22。3D打印制品的力学性能与成型时丝材间的层间黏结性能有关[14],打印过程中所出现的断层、开裂、翘曲等问题都与丝材之间的黏结强度有关,而丝材的黏结强度又与走丝路径、层高、喷头温度等工艺参数密切相关。但是受到实验条件的限制,丝材的黏结情况很难实时判断,目前多采用模拟的方法进行研究分析[13]2[15]。
本文使用桌面3D打印机制备不同材料、不同实验参数的拉伸和冲击试样,依据拉伸和冲击实验结果,分析材料、层高、喷头温度等参数对制品层间黏结情况的影响。
1 实验部分
1.1 主要原料
ABS,3D打印线,B-501-01,北京殷华激光快速成型与模具技术有限公司;
PLA,3D打印线,1.75 mm,浙江闪铸三维科技有限公司。
1.2 主要设备及仪器
桌面3D打印机,Creater Pro,浙江闪铸三维科技有限公司;
组合式数显冲击试验机,XJZ-50,承德试验机有限责任公司;
微机控制电子万能试验机,CMT6104,深圳市新三星计量技术有限公司;
扫描电子显微镜(SEM),Quanta FEG2500,美国FEI公司。
1.3 样品制备
根据GB/T 1040.2—2006确定拉伸试样的基本尺寸,采用Pro/E软件绘制3D模型,并转为STL切片数据格式,然后导入机器自带的工艺控制软件中设置打印参数以形成3D打印模型包;打印试样的填充角度如图1所示;

图1 试样的填充角度示意图Fig.1 Fill angle diagram of the specimen
前期实验发现,对于该打印机型,当平台温度低于100 ℃时,打印模型首层不能牢固粘住平台,无法顺利打印,故本实验固定平台温度为105 ℃,制品填充密度为100 %;打印ABS试样的喷头温度变化范围为215~230 ℃,PLA试样喷头的温度变化范围为175~195 ℃,试样打印的层高变化范围均为0.05~0.25 mm。
1.4 性能测试与结构表征
拉伸性能按GB/T 1040.2—2006测试,室温,拉伸速率为4 mm/min;
冲击强度按GB/T 1843—1996测试,室温,无缺口样条,摆锤能量为2.0 J;
SEM分析:样品在液氮中脆断后,对断面进行喷金处理,在10 kV电压下进行扫描,通过SEM观察其断裂面形貌以及丝材之间的黏结状态。
2 结果与讨论
2.1 层高对黏结性能的影响
材料是3D打印的基础,决定了成型工艺和成型件的性能。ABS树脂是目前使用最多的成型材料,具有强度高、韧性好、耐冲击等优点,但在打印时易出现模型冷却过程中由热应力所引起的翘曲变形。另外,PLA是一种可生物降解的环保材料,也是 FDM成型中常用的材料之一。为了对比2种材料3D打印成型时的层间黏结情况,在保持打印喷头温度为220 ℃、平台温度为105 ℃、填充密度为100 %不变的条件下,分别设定打印层高为0.05、0.10、0.15、0.20、0.25 mm,分别研究打印层高对ABS和PLA试样拉伸强度、断裂伸长率及表面品质的影响。打印试样的脆断断口形貌如图2所示,可以看出,ABS和PLA试样均随层高的增加,丝材间的黏结状况逐渐下降。当PLA的层高为0.05 mm时,断面光滑,各层丝材黏结紧密,几乎没有孔隙,随着打印层高的增加,断面层间孔隙逐渐增大,丝材黏结面积明显减小。
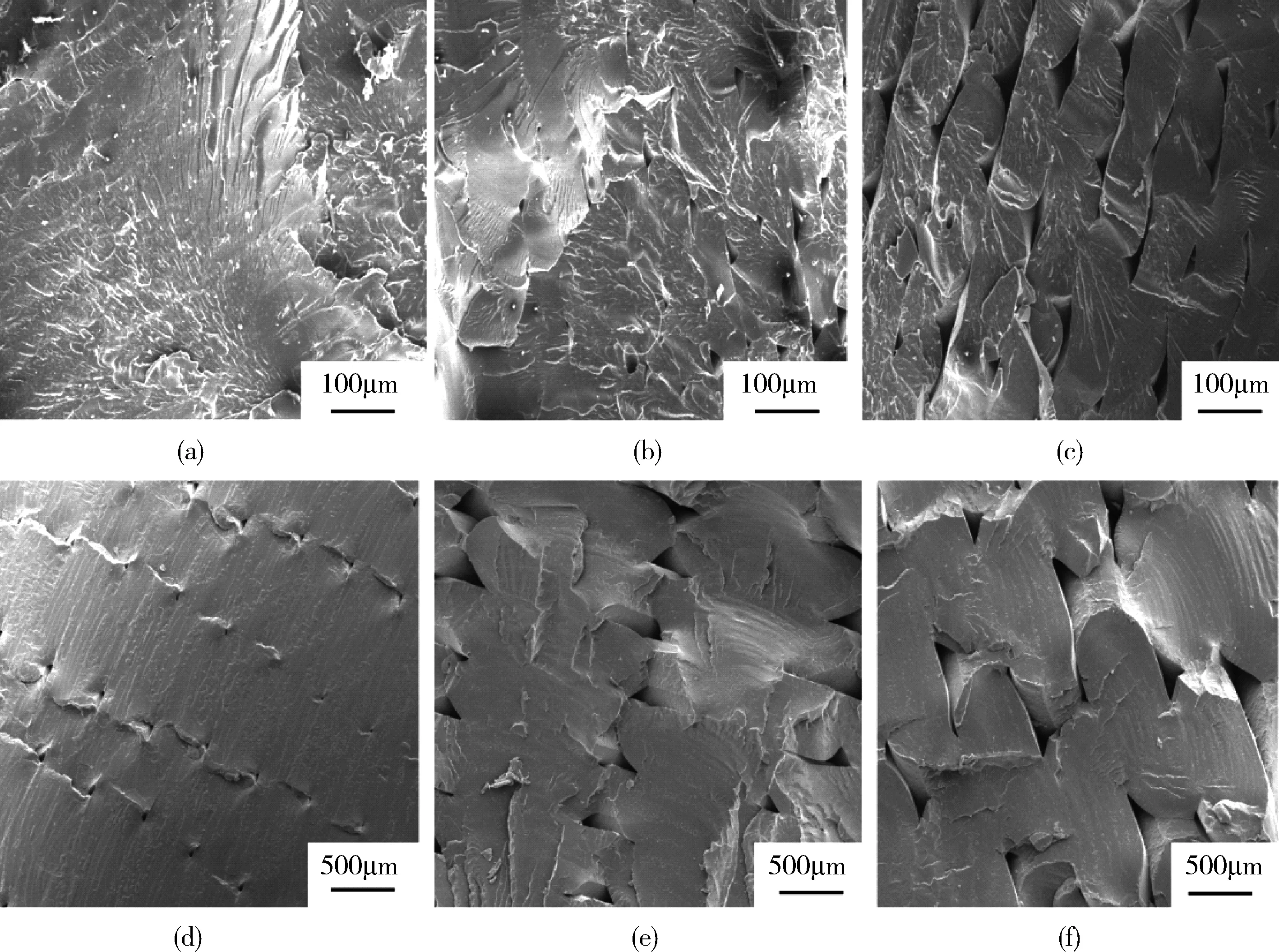
试样类型,层高/mm:(a)ABS,0.1 (b)ABS,0.15 (c)ABS,0.2 (d)PLA,0.05 (e)PLA,0.2 (f)PLA,0.25图2 ABS和PLA打印试样脆断口的SEM照片Fig.2 SEM of wetting-off cross-sectionalof ABS and PLA samples

(a)拉伸强度和断裂伸长率 (b)冲击强度图3 不同层高对ABS试样力学性能的影响Fig.3 Effect of different stratum height on mechanical properties of ABS sample
层高对ABS试样力学性能的影响如图3所示。由图3(a)可知,随着层高的增加,试样的拉伸强度下降,断裂伸长率上升,表明此阶段样条的抗拉能力减弱,而韧性增强。层高的增加使丝状材加粗,从而增强了材料的韧性,但层高增加,同时也减小了丝状材之间的接触面积,致使试样间的黏结性能下降,所以拉伸强度也会随之下降,与SEM的结果一致。当层高继续增加时,丝材增粗对试样拉伸性能的提高起到了主要影响作用,故试样的拉伸强度会重新有所提高。
由图3(b)可知,随着层高的增加,打印材料的冲击强度总体呈下降的趋势,这也是由于随着打印丝材的加粗,致使接触面积减小,从而导致试样的黏结性能下降,继而导致冲击强度下降。此外45 °的填充面使丝材受力不均,其基本沿着状材呈45 °方向断裂。
层高变化对PLA试样性能的影响如图4所示。随着层高的增加,PLA试样的拉伸强度下降,表明此阶段样条的抗拉能力减弱,其变化规律与ABS材料基本一致;但断裂伸长率的变化与ABS不同,PLA材料的3D打印试样,随着层高的增加,断裂伸长率降低,丝材的增粗并未起到增韧的效果,主要是与PLA材料本身脆性较高,韧性较差有关。试样打印层高的减小,在试样的各个方向上均有利于形成致密的结构,并且有利于增加打印丝之间的结合力,从而有利于提高试样的力学性能[16]。ABS的拉伸强度最高可达30 MPa,PLA试样的拉伸强度基本分布在0.75~1 MPa之间,说明试样的力学性能主要受材料本身性能的影响,力学性能优异的材料是3D打印技术工程应用的基础。

图4 不同层高对PLA试样力学性能的影响Fig.4 Effect of different storey on the mechanical properties of PLA samples
2.2 喷头温度对试样力学性能的影响
3D打印机工作时,喷头内部的打印材料是由固态转变为液态的一个热传递的过程,喷头温度的控制决定了打印材料的黏结性、流动性。其不仅影响打印精度,也影响打印过程的连续性,更直接影响3D打印产品的品质,因此喷头的温度控制尤为重要。对于层高为0.2 mm的试样,温度对ABS和PLA试样拉伸强度及断裂伸长率的影响如图5所示。
由图5可知,随着喷头温度的升高,试样的拉伸强度和断裂伸长率逐渐上升,即材料的拉伸性能及韧性均随喷头温度的上升而增强。在本实验研究的温度范围内,熔体温度越高,试样的力学性能越好。根据分子热扩散理论,温度越高,分子链缠绕越多,丝材黏结情况越好,力学性能越高。在打印温度较低时,丝材在经过喷嘴时熔融状态较差,熔体黏度较高,在熔融堆积过程中,层与层之间的黏结效果较差,因此,升高打印温度有利于层与层之间的黏合,从而提高试样的拉伸强度和断裂伸长率。

(a)ABS (b)PLA图5 喷头温度对试样力学性能的影响Fig.5 Effect of sprayer temperature on mechanical properties of the specimen
2.3 退火对试样力学性能的影响
为分析退火处理对3D打印试样力学性能的影响,对之前得到的ABS和PLA试样均采用烘箱温度为65 ℃、保温6 h、自然冷却的方法对样条进行退火处理,得到试样退火前后的拉伸性能对比如图6所示。

1—退火前ABS的拉伸强度 2—退火后ABS的拉伸强度 3—退火后ABS的断裂伸长率 4—退火前ABS的断裂伸长率 5—退火前PLA的断裂伸长率 6—退火后PLA的断裂伸长率 7—退火前PLA的拉伸强度 8—退火后PLA的拉伸强度(a)ABS (b)PLA图6 ABS和PLA试样退火前后力学性能的变化Fig.6 Changes of mechanical properties of ABS and PLA specimen before and after annealing
由图6(a)可知,ABS试样在退火前后的拉伸性能及韧性变化趋势一致。试样的拉伸强度和断裂伸长率在退火后均有提高,且趋于稳定状态。由于试件打印成形过程中的冷却速度过快,在沿填充路径方向会产生残余应力,在试件的长度和宽度方向产生残余应力分量[17]。残余应力的存在削弱了试件的最大拉伸应力,增大了试件在小应力范围内断裂的可能。而热处理作用使试样软化,残余应力得到释放,层与层之间的黏结状况得到改善。
PLA试样的拉伸强度和断裂伸长率在退火后均呈现降低的趋势。PLA材料在该温度下发生玻璃化转变,由于温度相对较低,未达到链段运动的能量[18],此时PLA材料会产生较小的形变,从而使试样弯曲变形的情况加剧,层与层之间有分离的趋势,致使PLA试样的拉伸强度和断裂伸长率下降。在相同的退火温度下,ABS退火后的拉伸强度和断裂伸长率上升,而PLA的性能却下降,充分显现了材料本身结构性能对退火处理结果的影响。
3 结论
(1) 3D打印试样的力学性能与制品的层间黏结强度有关,层高变化对PLA试样黏结性能的影响基本与ABS保持一致,即随着层高增加,丝材间的接触面积变小,层与层之间的黏结性能下降,力学性能变差;
(2)打印材料的黏结强度与喷头的温度有关,喷头温度越高,材料经过喷嘴处的熔融状态,层与层之间的黏结力就越大,接触面间的黏结性能就越好,因此,在加工范围内提高温度有助于提高PLA和ABS试样的力学性能;
(3)试样退火后的力学性能与材料密切相关,ABS样条退火后样条去除了大量的残余应力,试样的力学性能呈现稳定的状态,层与层之间的黏结力改善;PLA样条退火后样条翘曲、变形及开裂的现象加剧,拉伸强度和韧性下降。
参考文献:
[1] 李 静. 光固化快速成型技术的控制原理及应用[J].现代塑料加工应用, 2002, 14(4): 15-16.
LI J. Control Principle and Application of Rapid Prototyping Technology of Light Curing[J]. Modern Plastics Processing and Applications, 2002, 14 (4): 15-16.
[2] 杨 森,钟敏霖,张庆茂,等. 激光快速成型金属零件的新方法[J].激光技术, 2011,25(4): 254-257.
YANG S, ZHONG M L, ZHANG Q M, et al. A New Method of Laser Rapid Prototyping of Metal Parts[J]. Laser Technology, 2011, 25 (4): 254-257.
[3] 谭永生. FDM快速成型技术及其应用[J].航空制造技术,2000 (1): 26-28.
TAN Y S. FDM Rapid Prototyping Technology and Its Application[J]. Aeronautical Manufacturing Technology,2000 (1): 26-28.
[4] HAFSA M N, WAHAB M S, ZAHID M S, et al. Evaluation of FDM Pattern with ABS and PLA Material[J]. Applied Mechanics and Materials, 2013, 465(3): 55-59.
[5] NOVAKOVA-MARCINCINOVA L, Kuric I. Basicand Advanced Material for Fused Deposition Modeling Rapid Prototyping Technology[J]. Manuf and Ind Eng, 2012, 11(1): 24-27.
[6] MELNIKOVA R, EHRMANN A, FINSTERBUSCH K. 3D Printing of Textile-based Structures by Fused Deposition Modelling (FDM) with Different Polymer Materials[J]. Materials Science and Engineering, 2012, 62(1): 12-18.
[7] 王 位,陆亚林,杨卓如. 三维快速成型打印机成型材料[J].铸造技术, 2001,33(1): 103-106.
WANG W, LU Y L, YANG Z R. Three-dimensional Rapid Prototyping Printer Molding Material[J]. Foundry Technology, 2001, 33 (1): 103-106.
[8] 李 港,王 璠. 3D打印成型的尼龙11力学性能变化及先进测试方法[J]. 塑料工业,2016, 44(12): 118-124.
LI G, WANG F. Analysis of Mechanical Properties and Advanced Testing Methods of Nylon 11 Fabricated by 3D Printing[J]. Plastics Industry, 2016, 44 (12): 118-124.
[9] ZIEMIAN S, OKWARA M, ZIEMIAN C W, et al. Tensile and Fatigue Behavior of Layered Acrylonitrile Butadiene Styrene[J]. Rapid Prototyping Journal, 2015, 21(3): 270-278.
[10] GALANTUCCI L M, BODI I, KACANI J, et al. Analysis of Dimensional Performance for A 3D Open-source Printer Based on Fused Deposition Modeling Technique[J]. Procedia Cirp, 2015, 97(4): 82-87.
[11] 迟百宏,解利杨,高晓东,等. FDM工艺中构建取向对塑料制品力学性能的影响[J].塑料,2015,44(4): 40-42.
CHI B H, XIE L Y, GAO X D, et al. Effects of Buil-ding Orientation in FDM Process on Mechanical Properties of Plastic Products[J]. Plastic, 2015, 44 (4): 40-42.
[12] 付 远, 程香平,万珍珍,等. XFEM计算3D打印PLA材料拉伸试样的裂纹扩展[J].塑性工程学报,2016,23(2): 136-142.
FU Y, CHENG X P, WAN Z Z, et al. Crack Propagation of PLA 3D Printing Stretching Specimen by Means of XFEM[J]. Journal of Plasticity Engineering, 2016, 23(2): 136-142.
[13] 张 博. 成年人腰椎三维动力学模型设计与性能分析的基础研究[D].北京: 北京化工大学,2014.
[14] 葛 杰,马荣全,苗冬梅,等. 3D打印建筑材料层间粘结性能试验研究[J].建筑结构,2017,47(4): 49-53.
GE J, MA R Q, MIAO D M, et al. Experimental Study on Interlayer Bonding Properties of 3D Printed Building Materials[J]. Building Structure, 2017,47 (4): 49-53.
[15] 王成硕,贺建芸,迟百宏,等. 熔体微滴堆叠成形温度场模拟与实验分析[J].塑料,2017,46(2): 30-33.
WANG C S, HE J Y, CHI B H, et al. Simulation and Experimental Analysis of Temperature Field of Melt Droplet Stack Forming[J]. Plastics, 2017, 46 (2): 30-33.
[16] 于国庆,毕 超. 3D打印参数对聚乳酸试样拉伸性能的影响[J].中国塑料,2017,31(11): 125-129.
YU G Q, BI C. Effects of 3D Printing Parameters on Tensile Properties of PLA Samples[J]. China Plastics, 2017, 31(11): 125-129.
[17] 刘晓军,迟百宏,王成硕,等. 热处理工艺对3D打印PLA试件力学性能的影响[J].塑料,2017,46(2): 40-42.
LIU X J, CHI B H, WANG C S, et al. Effect of Heat Treatment Process on Mechanical Properties of 3D Printed PLA Specimens[J]. Plastics, 2017, 46 (2): 40-42.
[18] 程燕婷,孟家光. 3D打印材料柔性PLA基本性能表征[J].纺织导报,2017 (11): 109-111.
CHENG Y T, MENG J G. A Basic Characterization of Flexible PLA for 3D Printed Materials[J]. Rubber Review, 2017 (11): 109-111.
猜你喜欢
法制博览(2022年25期)2022-11-21
材料与冶金学报(2022年2期)2022-08-10
环球时报(2018-05-02)2018-05-02
中国铸造装备与技术(2017年3期)2017-06-21
大陆桥视野·下(2016年9期)2017-05-08
科技创新与应用(2017年7期)2017-03-27
财经界·下旬刊(2016年3期)2016-03-14
中国塑料(2015年12期)2015-10-16
中国塑料(2015年9期)2015-10-14
纺织导报(2014年7期)2014-10-30
