
高温本体聚合合成ACS树脂的接枝率研究
2018-06-23 03:09满子博孟庆新曹春雷张会轩
中国塑料 2018年6期
满子博,梁 帅,孟庆新,曹春雷*,张会轩,
(1.长春工业大学教育部合成树脂与特种纤维工程研究中心,长春 130012;2.中国科学院长春应用化学研究所,长春 130012)
0 前言
ACS树脂是AN、St接枝到CPE分子主链上形成的一种接枝共聚物。由于采用含氯原子的饱和弹性体CPE代替丁二烯 - 苯乙烯 - 丙烯腈接枝共聚(ABS)树脂中的丁二烯,ACS树脂不但具有ABS树脂优良的力学性能、电性能和加工性能,还具有优良的阻燃、耐候、抗静电和耐热老化等性能,极大地弥补了ABS树脂性能上的缺陷,满足了要求高阻燃、耐候、抗静电和耐热老化等行业对特种ABS树脂的需求[1]44、48。
ACS树脂可采用掺混法和接枝法生产[1]47[2]。2种方法生产的ACS树脂的性能基本相当,但接枝法生产的产品的性能更稳定。工业上主要采用接枝法生产ACS树脂。理论上,接枝型ACS树脂可以采用乳液、悬浮、溶液和本体聚合等聚合方法合成[3]。实际上,工厂目前主要采用水相悬浮聚合工艺生产ACS树脂,该工艺的优点是反应温度低、反应过程容易控制,缺点是单体和CPE在水相中较难溶解和溶胀、反应时间长、间歇性生产、产品品质不稳定且废水处理量较大[4][5]172。近些年来,随着世界各国对环保和污染控制力度的加大,该工艺将逐渐被淘汰。连续本体聚合工艺因其具有生产过程连续化、工艺简单、流程短、能耗低、成本低、三废少、节能、环保等优点成为国内外企业重点发展的新一代ACS树脂合成工艺[5]173[6]。由于该工艺技术难度较大,国内外各大公司均投入了大量的人力物力开发这一技术。
连续本体聚合合成ABS类树脂的力学性能受橡胶相的体积分数、粒径、粒径分布、基体树脂的相对分子质量、接枝率及两相界面结合强度等因素的影响[7-9]。当单体组成和橡胶量一定时,即配方组成一定时,树脂橡胶相的尺寸、橡胶相的尺寸分布及两相的界面结合强度由形成接枝共聚物的接枝率决定。由此可见,接枝率是树脂能否得以有效增韧的关键因素[10]1 345、1 451[11]447、459[12][13]3 057。因此,在开发ACS树脂连续本体聚合工艺时十分有必要对本体聚合的接枝反应进行深入系统研究,以便获得具有优异力学性能ACS树脂的聚合配方及工艺条件。大量研究表明,聚合条件、单体配比及橡胶的类型是影响接枝共聚合合成接枝共聚物接枝率的主要因素。鉴于此,本文主要讨论聚合条件、单体配比及橡胶的类型对本体聚合合成接枝共聚物接枝率的影响。
1 实验部分
1.1 主要原料
CPE,6135、2130、140B,苏州塑丽园工程塑料有限公司;
St,工业级,中国石油抚顺石化公司;
AN、甲苯,工业级,中石油吉林石化公司;
丙酮,试剂级,北京化工厂;
过氧化二叔丁基、叔十二烷基硫醇,化学纯,国药集团化学试剂有限公司。
1.2 主要设备及仪器
水浴恒温振荡器,SHA-B,江苏金坛市华龙实验仪器厂;
高速离心机,GL-21M,上海市离心机械研究所;
真空干燥烘箱,DZF-6030,上海科升仪器有限公司。
1.3 样品制备
实验所用ACS树脂采用本体聚合方法合成;具体合成过程如下:将质量比为80/20~60/40的St/AN、含量为19 %~28 %的CPE及含量为50 %的稀释剂甲苯加入到反应釜中,封闭反应釜,用氮气排空气后将反应釜升温至60 ℃溶胀1 h,之后加入0.03 %~0.1 %的引发剂和0.1 %~0.4 %的链转移剂并将反应釜升温至130 ℃,单体完全聚合后采用脱挥挤出机进行脱挥得到ACS树脂粒料。
1.4 性能测试与结构表征
接枝率测定:称取W1g ACS树脂样品置于离心管中,加入丙酮,放在水浴恒温振荡器上振荡溶解72 h后采用超速离心机进行分离,离心时间为30 min,转速为10 000 r/min;离心结束后将试管中上层清液倒掉,为了充分分离掉游离的SAN树脂,重复上述过程3次后将得到的沉淀物在真空干燥烘箱中烘干至恒重,取出后称其质量为W2,按式(1)计算接枝率(G):
(1)
式中W1——自制ACS树脂的质量,g
W2——分离后剩余料的质量,g
m1——初始投入CPE的质量,g
m2——初始投入单体的质量,g
C——单体的转化率, %
转化率测定:高温本体聚合合成ACS树脂的转化率采用质量法测定,反应开始后用自制高压取样管每隔40 min取样一次,每次取样品约15 g,直至反应结束,样品冷却至室温后从每个取样管中取1~2 g样品,放入铝锅中称量后放入200 ℃的真空干燥烘箱烘干至恒重,记录样品的质量,按照式(2)计算转化率(C):
(2)
式中W3——烘干前样品的质量,g
W4——烘干后样品的质量,g
X——初始CPE占单体和CPE总质量的百分数, %
1-X——初始单体占单体和CPE总质量的百分数, %
2 结果与讨论
2.1 聚合条件的影响
大量研究表明,合适的聚合条件是接枝聚合合成具有高接枝率接枝共聚物的首要条件,其中反应温度和反应时间是影响接枝率的2个重要因素。
图1给出了接枝率与反应温度的关系,可以看出,在配方组成及其他聚合条件相同的条件下,聚合温度对接枝率的影响较为显著,聚合温度从130 ℃升温至160 ℃时,接枝率从22.31 %下降至4.43 %,接枝率下降了约18 %。这一结果表明,在实验所用温度范围内提高聚合温度对本体聚合合成ACS树脂的接枝反应不利。因此研究其他影响接枝率的因素时采用的反应温度为130 ℃。邱俊峰等[14]认为提高反应温度接枝率降低是由于反应温度升高会加快引发剂的分解,使单位时间内体系的自由基浓度增加。自由基浓度的增加会同时增加接枝反应和St与AN的共聚反应的反应速率,但对St与AN的共聚反应更有利,结果减少了接枝共聚物的形成,导致接枝率降低。
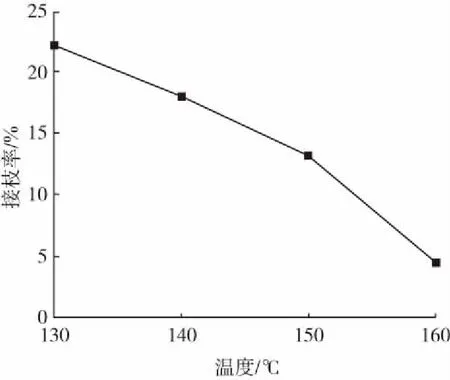
图1 接枝率与反应温度的关系曲线Fig.1 Plot of grafting efficiency vs. reaction temperature
如图2所示为接枝率与反应时间的关系曲线,可以看出,在配方组成和其他反应条件相同的条件下,接枝率随聚合反应时间的增加而逐渐增加,200 min之后接枝率达到22.3 %,之后接枝率趋于恒定。但由图3的时间转化率曲线可知,反应200 min后体系的转化率只有52 %,这表明在整个反应过程中,接枝反应进行的较快,在聚合前期或低转化率阶段已经完成,反应后期不再有接枝反应发生。因此在整个反应过程中反应时间对接枝反应的影响完全可以忽略。
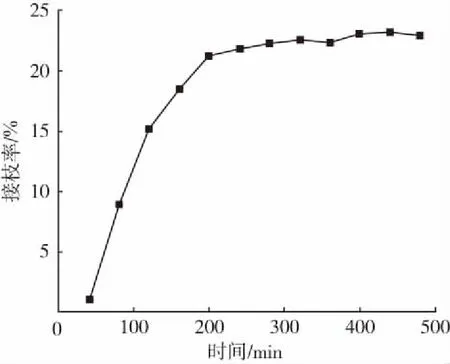
图2 接枝率与反应时间的关系曲线Fig.2 Plot of grafting efficiency vs. reaction time

图3 转化率与反应时间的关系曲线Fig.3 Conversion vs. reaction time
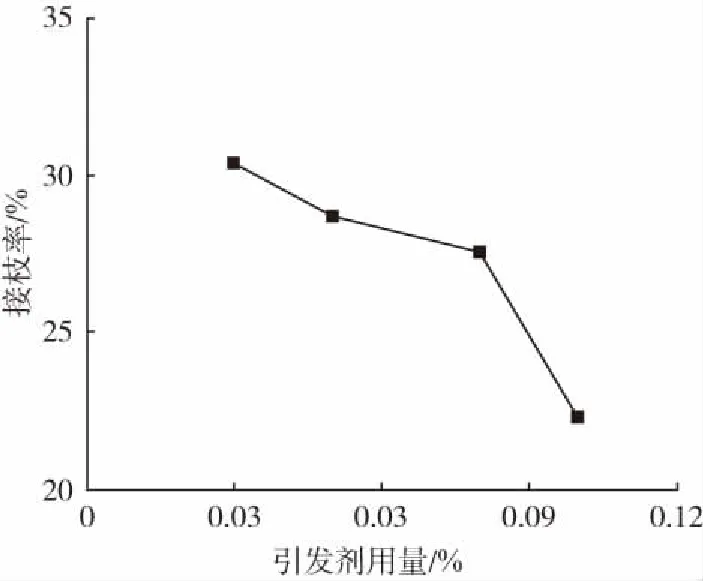
图4 接枝率与引发剂用量的关系曲线Fig.4 Plot of grafting efficiency vs. initiator content
2.2 配方组成的影响
在反应温度一定的条件下,配方组成是影响接枝共聚合合成接枝共聚物的主要因素。图4所示为接枝率与引发剂用量的关系。可以看出,在反应条件和其他配方组成相同的条件下,接枝率随引发剂用量的增加而降低,引发剂的用量越多合成ACS树脂的接枝率越低。这一结果表明,增加引发剂浓度对提高接枝率不利。Park等[10]1 349认为,增加引发剂浓度可以同时提高接枝和St和AN共聚合速率,但对St和AN的二元共聚合反应更有利,所以增加引发剂浓度将降低接枝率。
图5所示为接枝率与链转移剂用量之间的关系。可以看出,在反应条件和其他配方组成相同的条件下,链转移剂对接枝率的影响比引发剂的影响更加显著,少量链转移剂的加入就会使接枝率显著降低。当加入量为0.4 %时,接枝率仅为1.42 %。链转移剂的加入导致接枝率显著下降应归因于两方面原因:一是链转移剂的加入降低了自由基向CPE分子链发生链转移的几率,结果导致CPE分子链上活性中心数目的减少,进而减少CPE分子链上长出支链的几率;二是链转移剂的加入使SAN链自由基以向链转移剂链转移为主要终止方式,与CPE链自由基偶合终止的几率明显降低,即链转移剂的加入使CPE通过偶合终止长上支链的几率降低。
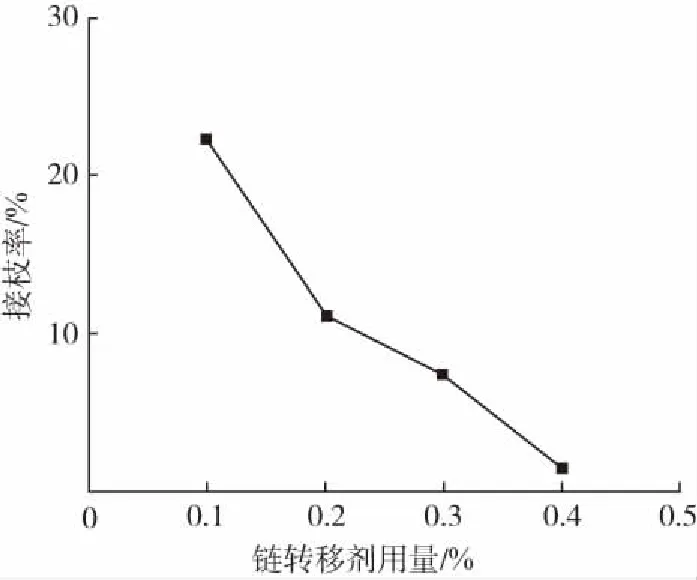
图5 接枝率与链转移剂用量的关系曲线Fig.5 Plot of grafting efficiency vs. TDDM content
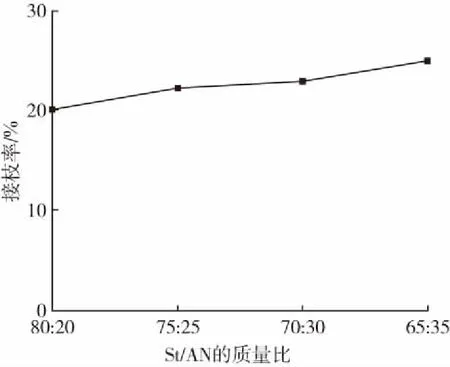
图6 接枝率与St/AN质量比的关系曲线Fig.6 Plot of grafting efficiency vs. St/AN weight ratio
图6所示为St/AN的质量比对接枝率的影响。从图6可以看出,在反应条件和其他配方组成相同的条件下,接枝率随St/AN质量比的减少缓慢增加,即接枝率随AN含量的增加而增加。增加AN含量使接枝率增加可能归因于两方面原因:一是AN与CPE橡胶相容性更好,结果使CPE橡胶被溶胀的更加充分,比表面积更大,接枝点更多,有利于接枝;二是AN自由基较苯乙烯自由基更活泼,从CPE链上夺取氢的能力更强,更有利于接枝反应。因此AN的加入量越多,AN自由基越多,CPE链上产生的活性点越多,因此接枝率会增大[11]453。
图7给出了接枝率与CPE加入量的关系。从图7可以看出,在反应条件和其他配方组成相同的条件下,接枝率先随CPE含量的增加而增加,当CPE加入为25 %时,接枝率出现峰值,之后随CPE含量的进一步增加,接枝率开始下降。由于接枝反应主要发生在溶胀的CPE橡胶粒子表面,因此在橡胶加入量较低的时候,橡胶含量的增加会增加CPE的比表面积增大,使接枝点数目增加,为接枝共聚反应提供了更多的场所,因此接枝率会增加。而当CPE含量进一步增加时,虽然接枝点的数目增大了,但接枝单体的数量减少了,自然接枝率会降低[13]3 510。

图7 接枝率与CPE用量的关系曲线Fig.7 Plot of grafting efficiency vs. CPE content
2.3 CPE类型的影响
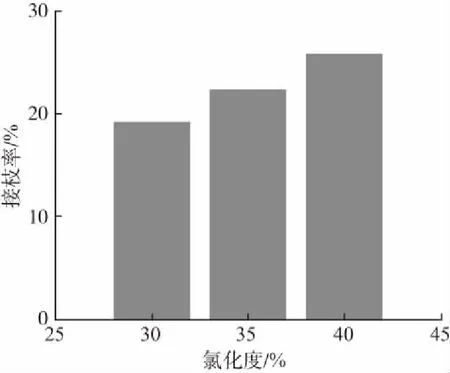
图8 接枝率与CPE氯化度的关系曲线Fig.8 Plot of grafting efficiency vs. the degree of chlorination of CPE
图8给出了CPE橡胶氯化度与接枝率的关系。从图8可以看出,在配方组成和反应条件完全相同的条件下,接枝率随CPE橡胶氯化度的升高而增加,说明提高CPE橡胶的氯化程度对提高接枝率有利。从分子结构角度分析,高氯化度应该不利于接枝反应的发生,即接枝率应随氯化度的增加而降低。因为CPE分子链上与—CHCl—相连的—CH2—上的β—H原子要比—CHCl—的α—H更活泼,即β—H更容易被夺取,β—C更容易形成活性中心,氯化度增加将导致β—H的数量减少,形成β—C活性中心的几率降低[15]。但从溶胀能力方面考虑,高氯化度CPE橡胶残余结晶少[16],在反应中容易被溶胀,因此参加反应的比表面积更大,接枝点反而更多,接枝更容易,接枝率更高。由此可见,高氯化度CPE橡胶接枝率应该是其残余结晶少易于溶胀所致。
3 结论
(1)高温本体聚合合成ACS树脂时,形成CPE-g-SAN接枝共聚物的接枝反应主要发生在聚合反应的低转化率阶段,反应后期几乎无接枝反应发生;
(2)聚合温度是影响本体聚合合成ACS树脂接枝率的重要因素,升高聚合温度对接枝聚合反应不利,会导致接枝率显著降低;
(3)聚合配方中引发剂、链转移剂、St/AN的质量比及CPE橡胶的含量对接枝率都有影响,但链转移剂的影响最大;链转移剂的微量增量会导致接枝率的显著下降;CPE橡胶的氯化程度对接枝率的影响不大,提高氯化度有助于提高接枝率。
参考文献:
[1] RONG D X. Advances in Thermoplastic ACS Resin Technology[J]. China Synthetic Resin and Plastics, 1991, 8 (4): 44-49.
[2] GAO J G, HU X F, YANG L T. Thermal Properties, Rheological Behavior, and Mechanical Properties of N-Cyclohexylmaleimide-containing Graft-type ACS Resin[J]. Polymer-plastics Technology and Engineering, 2004, 43 (2): 463-475.
[3] JI Z Q, YE S S. Synthesis and Properties of Acrylonitrile-chlorinated Polyethylene-styrene (ACS) Ternary Copolymer Resin[J]. China Synthetic Resin and Plastics, 1985, 2 (3): 8-12.
[4] BAI J. Synthesis and Application of Acrylonitrile-chlorinated Polyethylene-styrene (ACS) Ternary Copolymer Resin[C]//China Plastics Processing Industry Association Modi-fied Plastics Professional Committee 2007 Thematic Conference. Zhejiang: China Plastics Processing Industry Association Modified Plastics Professional Committee, 2007: 137-140.
[5] SHEN S G, ZHOU W B. Characteristics and Application Prospects of Continuous Mass Polymerization ACS Resin[C]//2009 Proposal Collection of Modified Plastics and Functional Masterbatches Industry Development Forum. Guangzhou: 2009 Modified Plastics and Functional Masterbatches Industry Development Forum, 2009: 170-174.
[6] ZHOU C, WANG Y B, YUAN B, et al. Study on Process Optimization of ABS Resin Prepared by Continuous Bulk Process[J]. China Plastics, 2017, 31 (2): 27-33.
[7] HUANG Y D, WANG J S. Effect of Synthesis Conditions of ACS Resin on Its Chemical Structure and Properties[J]. China Plastics Industry, 2012, 40 (4): 28-31.
[8] YU Z S, LI Y, WANG Y R, et al. Morphological, Mechanical Properties, and Fracture Behavior of Bulk-made ABS Reins Toughened by High-cis Polybutadiene Rubber[J]. Polymer Engineering and Science, 2010, 50 (5): 961-969.
[9] HWANG L J, KIM B K. Effect of the Type of SAN in SAN/CPE Blend: Morphology, Mechanical, and Rheological Properties[J]. Journal of Applied Polymer Science, 2015, 67 (1): 27-36.
[10] DUCK-JEI P, CHANG-SIK H, WON-JEI C. Synthesis and Properties of Vinyltrimethoxysilane-EPDM-Styrene Graft Terpolymer[J]. Journal of Applied Polymer Science, 1998, 67 (8): 1 345-1 352.
[11] GAO J G, YU C X, YANG L T, et al. Synthesis and Characterization of Graft-type MCS Resin[J].International Journal of Polymeric Materials and Polymeric Biomaterials, 2001, 48 (4): 447-459.
[12] GAO J G, HU X F, YANG L T, et al.Synthesis and Properties of CMPMI-modified Graft-type ACS Resin[J]. Polymer-Plastics Technology and Engineering, 2005, 44 (8/9): 1 537-1 546.
[13] FU J F, WANG L S, ZHANG A Q. Touhening Effect of EPDM-graft -Methyl Methacrylate and Styrene(EPDM-g-MMA-St)on Methyl Methacrylate-styrene Copolymer(MS Resin)[J]. Journal of Applied Polymer Science, 2008, 108 (6): 3 507-3 515.
[14] QIU J F. Preparation and Properties of AES Resin[D]. Shandong: Qingdao University of Science & Technology, 2015.
[15] WANG Y L, HE J L. Effect of High Chlorine Polymers on the Graft Copolymerization of MMA with CR and Its Properties[J]. China Rubber Industry, 1998, 45 (1): 9-12.
[16] YI H L, HAO M X, LIU Y Z. Study on Structure of Rubber-type Chlorinated Polyethylene[J].China Rubber Industry, 2004, 51 (12): 713-717.
猜你喜欢
化工管理(2022年14期)2022-12-02
机械工业标准化与质量(2022年6期)2022-08-12
有色设备(2021年4期)2021-03-16
合成树脂及塑料(2020年6期)2020-12-29
中国调味品(2017年2期)2017-03-20
中国卫生标准管理(2015年25期)2016-01-14
中国塑料(2015年5期)2015-10-14
中国塑料(2015年1期)2015-10-14
中学化学(2015年2期)2015-06-05
理科考试研究·高中(2014年8期)2014-10-17
