
电镀哑铃产品的工艺设计及应用
2018-06-21 10:19黄丹
中国新技术新产品 2018年10期


摘 要:根据高等职业学院数控技术专业人才培养方案中零件数控车加工技术课程标准开发电镀哑铃教学产品,并按照企业生产加工需要培养学生识图、制图、查阅技术文件、编写加工工艺、生产加工产品的技能,培养学生数控车加工技术专业综合能力。本文从电镀哑铃产品的功能、产品加工工艺、教学生产实施环节、在教学中的应用和结论5个方面加以论述。
关键词:电镀哑铃;工艺设计;教学应用
中图分类号:TQ153 文献标志码:A
1 哑铃的功能
哑铃号称“万能”的健身器械,锻炼全身肌肉,它是自由器械,可以使更多肌肉参与锻炼。
2 电镀哑铃产品加工工艺
2.1 哑铃手柄的加工步骤
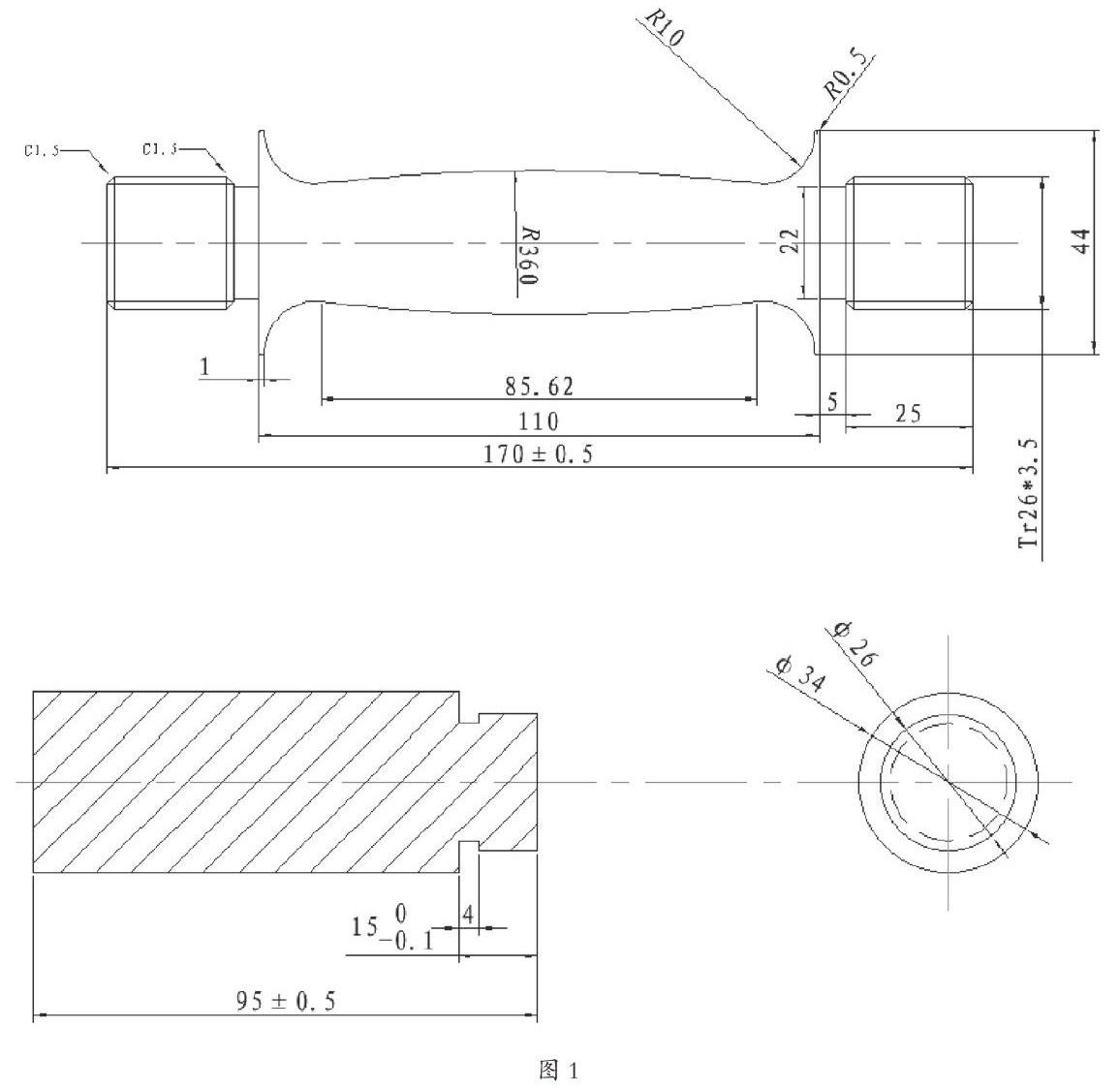
加工材料为45号圆钢,使用锯床下料,保证毛坯直径45mm,长175mm——使用卧式数控车床安装YT15材质90°正偏刀,装夹工件平端面、粗车Φ44×170mm台阶轴,卸件——找正装夹工件,平端面、使用中心钻带5#莫氏锥柄夹头钻中心孔A3.15/6.7,卸件——使用90°車刀和回转顶尖辅具粗车Φ26×30mm外圆——精车Φ26×30mm外圆、用5毫米切断刀车5×2槽、两面倒角2 ×45°,使用梯形螺纹车刀车Tr26×3.5螺纹。卸工件——调头,找正装夹工件,使用90度车刀和回转顶尖辅具粗车Φ26×30mm外圆——精车Φ26×30mm外圆、用5mm切断刀车5×2槽、两面倒角2 ×45°,使用梯形螺纹车刀车Tr26×3.5螺纹,使另一端螺纹成型。去毛刺——使用球形车刀车削R0.5mm、R10mm、R36mm圆弧过渡曲面,保证圆弧手柄长度110mm,——卸工件——电镀,如图1所示。
2.2 哑铃片的加工步骤(配重片如图2所示)
(1)车加工两个配重片,平端面→车外圆→倒角→调头→平端面→车外圆→倒角→钻孔→粗车内孔→倒角。
(2)车加工Tr26×3.5的标准螺纹塞规,平端面→钻顶针孔→车外圆→倒角→滚花→调头→平端面→车外圆→倒角→车Tr26×3.5螺纹。
(3)车削配重片的梯形螺纹芯轴,加工配重片外圆弧。
3 教学生产实施环节
具体环节如下:
(1)首先要求学生重视安全生产,让学生掌握零件产品加工安全操作规程及注意事项。
(2)布置工作任务,了解零件图纸技术文件具体要求,训练学生车削外圆尺寸并进行平端面倒角操作。
(3)采用一夹一顶方法打中心孔训练,完成手柄和哑铃片外圆、端面操作。
(4)切断切槽加工练习,切片、打孔,完成哑铃片车削。
(5)完成里孔加工,哑铃片圆弧加工,控制尺寸,并使用量具进行尺寸精度测量。
(6)讲授外梯形螺纹计算公式及编程格式,并完成手柄两侧梯形螺纹加工,使用测量工具对螺纹进行检测。
(7)讲授哑铃手柄曲面加工方法,尺寸计算,完成哑铃手柄加工。
(8)对锁紧螺母进行滚花加工。
(9)讲授内梯形螺纹加工要点,加工梯形内螺纹,完成测量,最后完成锁紧螺母的加工训练。
(10)经过检测合格后产品出厂(组装后如图3所示)。
结语
该教学产品的工艺设计依据高职院校数控技术专业的《零件数控车加工》课程标准进行设计,目的在于培养学生运用数控技术专业《数控车加工》课程有关知识,结合生产实践中学到的知识独立的分析和解决工艺问题,具备加工中等复杂零件工艺设计及加工的能力。根据零件技术文件要求,制定产品加工工艺方案,根据加工工艺编写数控车加工程序,具备独立生产加工能力。提高学生适应生产企业岗位需要,提高入职后的职业综合能力。
参考文献
[1]杨旭.机加专业一体化教学产品开发和应用期刊[J].电子制作,2015(4):112.
[2]柏世杰.多功能开瓶器的设计[J].辽宁高职学报,2015(7):93-94.
[3]黄丹.教学产品多功能安全锤的设计[J].中国新技术新产品,2017(7):135-136.
猜你喜欢
东方教育(2016年9期)2017-01-17
考试周刊(2016年77期)2016-10-09
考试周刊(2016年76期)2016-10-09
考试周刊(2016年76期)2016-10-09
考试周刊(2016年76期)2016-10-09
考试周刊(2016年76期)2016-10-09
考试周刊(2016年76期)2016-10-09
