
基于自抗扰技术的热压控制系统研究
2018-06-21 10:19徐梓瑞贾鹤鸣邢致恺彭晓旭李金夺
中国新技术新产品 2018年10期
关键词:伺服系统
徐梓瑞 贾鹤鸣 邢致恺 彭晓旭 李金夺

摘 要:本文首先建立了连续平压热压控制系统的数学模型,将其近似为三阶伺服控制系统并得出相应的传递函数,然后研究了基于自抗扰技术的调节控制器。该控制器能够提升控制系统的响应速度且无超调的情况出现,提高系统的稳定性。仿真结果表明:与模糊PID控制方法相比,自抗扰控制器在提高了连续平压热压的控制精度的基础上,其系统的动态性能得到了优化,鲁棒性也得到了提高。
关键词:热压控制系统;伺服系统;自抗扰技术;模糊PID控制
中图分类号:TP273 文献标志码:A
0 引言
本研究以人造板实际生产过程中的连续平压热压设备为研究对象,扁平热压控制系统是一种典型的非线性滞后,模型不确定性系统,板厚的调整同时取决于压板在液压缸作用下下降速率的控制、热压时间、热压温度等3个方面的多重控制。传统的PID控制器是典型的“基于误差消除误差”,由于其原理简单,使用方便,使其在工业上得到广泛应用,但技术要求不断变化,传统的PID控制器存在一些缺点和缺陷。如果通过传统的PID控制思想结合现代信号处理技术的研究成果,抑制或消除传统PID控制的存在的问题,也许会得到一些相对简单和更有效的方式来解决实际的工程控制问题。基于这种认识,自抗扰的控制思想应运而生。这种思想在1998年《自抗扰控制器及其应用》中正式出现,该文讨论了自抗扰控制器对于不同对象的使用方法,如:时变系统、多变量系统和最小相位系统等;同年,张荣等人提出神经网络结合自抗扰控制器比单自抗扰控制器具有更大的参数适应性和更好的动态特性;1999年,朴军等人采用抗干扰控制原理设计并实现了数字仿真软件。
1 连续平压热压机及系统的数学模型
1.1 连续平压热压机
在人造板生产中,热压工序是最主要的工序之一,因此热压工序的执行机械-热压机,也就备受重视。热压机主要分为以下4种类型:间歇式多层压机、间歇式单层压机、连续式辊压机以及连续式平压机。尽管间歇式多层压力机可以改善板坯的生产,但是在板坯的装载和卸载期间压力机必须关闭,从而增加了装载和卸载的时间并且降低了生产效率。而且,压机的机械结构复杂且难以维护和修理;而层与层之间的多层结构压力无法准确控制,板坯的不同层厚也可能不完全相同,造成浪费,因而逐渐被国外市场淘汰,但在国产设备生产线中的比重仍占很大;间歇式单层压机具有投资少,产量中等,尺寸和厚度变化小、精度差及原料利用率低等特点;而连续式平压机投资大、容量大、精度高、体积大、厚度小以及原料利用率高;与以往的热压机相比,连续式平压机投资大,容量大,尺寸大,厚度调节范围大,精度高,原料利用率高。近年来国内人造板加工行业的连续压机取得革命性突破,消除了生产线间歇式多层压机和单层压力机不协调中断的问题,克服了一系列的重大缺陷包括:压机板厚度不均、原料消耗大、运行能耗高。近20年来,连续式平压热压机逐渐成为人造板加工机械发展史上最重要的技术革新,也成为传统热压机的强劲竞争,是大中型人造板生产线的优势及首选机种。
1.2 数学模型
本文针对热压控制伺服控制系统人造板连续开启压力的控制,将开环传递函数系统下大量实验测试和调节参数中的三阶设置为以下形式:
(1)
由式(1)的传递函数可得系统状态空间表达式如下:
(2)
其中f(x)表示系统的非线性不确定项,d表示热压系统的环境扰动。
2 基于自抗扰技术的人造板热压控制系统设计
系统控制目标为:设计控制器u抑制不确定性f(x)和外界扰动d对系统控制精度的影响,使输出y跟踪参考输入r,提高系统的鲁棒性。基于自抗扰控制ADRC(Active Disturbance Rejection Control ,ADRC),针对系统(2)给出设计流程如下:
定义系统的扩张状态为:x4=-102x3-10400x2+f(x)+d
(3)
ADRC包括3个部分:①扩张状态观测器(extended state observer, ESO ) ;②跟踪微分器(tracking different TD); ③非线性反馈控制器(nonlinear feedback controller,NFC)。
2.1 ESO設计
ESO的设计目标是根据系统的控制量和输出,对包括不确定性和扰动的扩张状态x4进行估计,并在控制器中进行补偿,且在系统状态不完全可测的情况下,估计系统状态,并应用于反馈控制,则有:
(4)
其中,gi(z21-x1(t))=βi fal(z21-x1(t),a,δ),i=1,2,3,4。
非线性函数fal定义为:
(5)
将式(4)带入式(3),并定义ESO的观测误差:。,sign(ε)是符号函数,参数α,通常选取为a=(m/2n)(n=1,2,.....,且m≤2),参数α,βi决定了ESO的收敛速度。
(6)
显然,对于一个有界的h(t),对于非线性函数gi(·),选取合适的参数α,βi和δi,此时,观测误差是渐近稳定的。
2.2 TD设计
TD的作用是为了获取参考输入的微分信号。
(7)
其中,r(t)是参考输入,z1为TD对于参考输入的调制信号,z12和z13是参考输入r(t)的一阶和二阶导数。参数R,b1,b2决定了TD的收敛速度和噪声的抑制性能。
2.3 NFC设计
NFC设计的目的是根据TD安排的过渡过程以及ESO对于系统状态的观测结果。设计反馈控制器使输出y快速、精确地收敛于参考输入r(t)。控制器形式如下所示:
(8)
其中,ε1,ε2,ε3为误差信号,定义为:ε1=z11-z21,ε2=z12-z22,ε3=z13-z23。
3 仿真分析
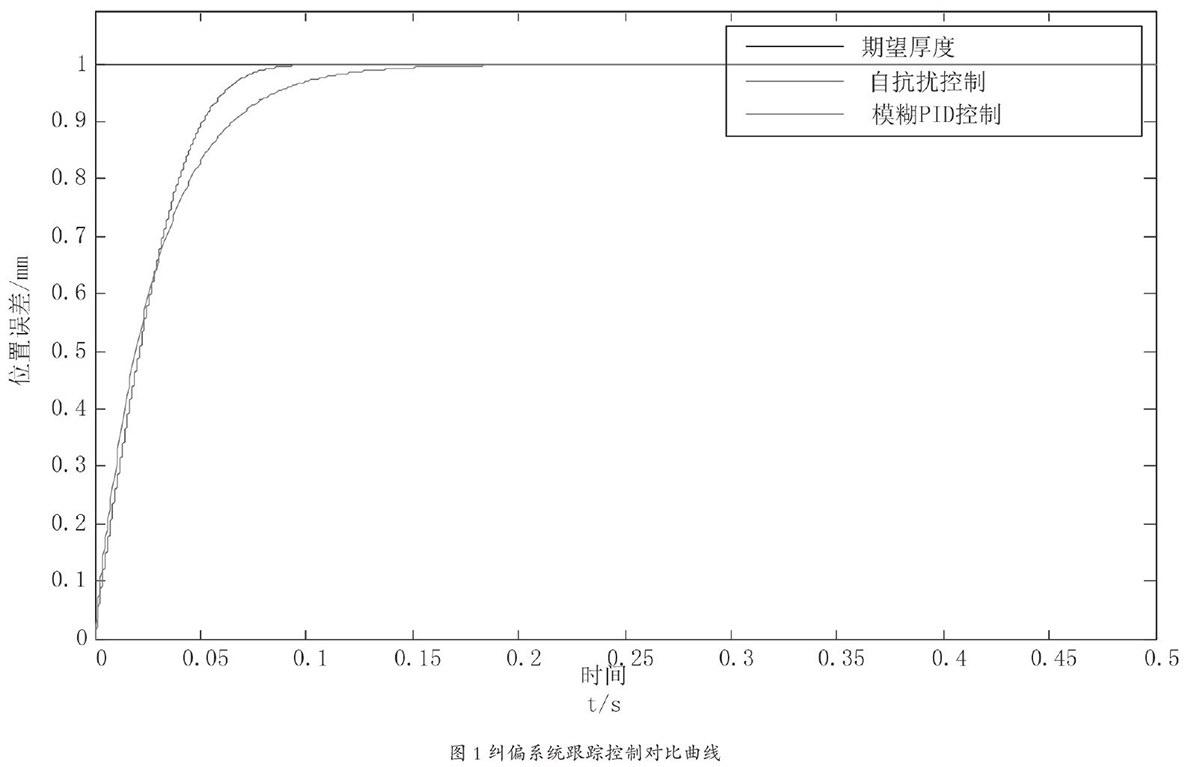
在本文中,MATLAB用于比较两个不同控制器的跟踪控制仿真。控制器由软件中的S函数功能构成。利用连续式平板热压机控制系统的阶跃信号进行了常规模糊PID控制和自抗扰控制的仿真,对比仿真结果,比较结果如图1和图2所示。
设定平压系统的期望厚度为1mm,采用自抗扰控制方法进行纠偏控制研究,仿真参数设定如下:α=0.5,β1=0.4,β2=0.5,β3=0.8和δ1=1,R=10,b0=2,b1=b2=1。
从上面的仿真结果可以明显地看出本文设计的自抗扰控制方法能够很好地使得控制系统在较快时间能达到期望厚度值,而且超调量和系统跟踪误差方面要明显小于模糊PID控制,并且比模糊PID控制在稳定性和快速响应性方面要好,具有更好的工程实用价值。
结论
本文为连续平压控制系统设计了自抗扰控制器。仿真结果表明,采用自抗扰控制器可以最大限度地减少连续平压热压机控制系统的阶跃响应响应时间和大幅提高响应速度,在该控制器无过冲效应的同时,系统抗干扰能力相比传统的模糊PID控制也显着增加,即系统恢复稳定运行的干扰能力不断增强。自抗扰控制技术不仅提高了连续平压热压机控制的精度,并且能够使系统的静态与动态工作性能俱佳。
参考文献
[1]韩宇光,曹军,朱良宽.刨花板热压控制系统BP神经网络整定PID控制[J].自动化技术与应用,2011,30(12):8-10.
[2]韩宇光,曹军,朱良宽.刨花板热压控制系统模糊自适应PID控制[J].森林工程,2011,27(4):30-33.
[3]韩京清.自抗扰控制器及其应用[J].控制与决策,1998,13(1):19-23.
[4]张荣.BP神经网络在自抗扰控制器中的应用[C].中国控制会议,1998:667-670.
[5]朴军.自抗扰控制器(ADRC)仿真软件[J].系统仿真学报,1999,11(5):383-386.
猜你喜欢
北京航空航天大学学报(2022年6期)2022-07-02
太原科技大学学报(2019年3期)2019-08-05
测控技术(2018年11期)2018-12-07
测控技术(2018年12期)2018-11-25
制造技术与机床(2017年3期)2017-06-23
光学精密工程(2016年5期)2016-11-07
航天制造技术(2016年6期)2016-05-09
北京航空航天大学学报(2016年4期)2016-02-27
弹箭与制导学报(2015年1期)2015-03-11
振动、测试与诊断(2014年4期)2014-03-01
