
冷轧基料“色差”分析与改进
2018-06-17 12:23:06赵旭朝
城市建设理论研究(电子版) 2018年33期
赵旭朝
德龙钢铁有限公司 河北 邢台 054009
正文:
1 引言
“色差”为近年来冷轧经常反馈的问题,冷轧基料在冷轧过程中,一般在边部出现一条2-3cm宽度的亮带线,与板面其他部位形成鲜明的色差,触摸期间无明显手感,与常规起鼓缺陷类似,色差严重期间形成冷轧起鼓起筋,退火时起鼓部位就会发生粘连,开卷时出现褶皱,并且对其后续镀锡、彩涂工序的产品质量造成影响,冷轧卷出现色差现象常伴随小批量出现,形成质量异议,给热轧及冷轧造成损失,本文通过对色差现象进行研究分析,确认了冷轧基料板凸度与色差的关联,通过调整冷轧基料板凸度解决了冷轧色差缺陷。
2 色差原因
通过调查冷轧客户反馈的色差质量异议卷生产信息,发现色差卷在热轧板厚度方面存在规律性不均的体现,与造成起鼓的原因较为相似,但对板凸度及整个冷轧基料横截面厚度的要求更为严格,色差部位实测热轧厚度偏厚0.02-0.06mm左右,经冷轧轧制后,随着钢卷直径测增加,厚度不均部位被轧平,超厚部位会导致起伏越来越大,当起伏量较大时便形成冷轧起鼓,严重影响产品的实用性和外观,造成产品降级或报废,色差乃至起鼓卷引起的直接后果时使得带材产生附加浪型,使板型和表面质量受到影响,造成产品降级。
2.1 厚度遗传性
板坯断面形状具有遗传性,会影响轧制后带钢的断面形状。形成色差的冷轧基料测量原始带钢厚度偏差较小,如果粗轧除鳞不均匀或轧辊冷却水嘴的不均匀,中间坯纵向上将会有一条厚度增厚现象,经过精轧各架轧机轧制后,仍会出现纵向一条厚度增厚,增厚部位经冷轧后形成后续色差缺陷。
在加热过程及除鳞等各工序的进行,冷轧基料横向存在温度不均现象,温度不均部位经过精轧各架轧机轧制后,延伸异常同时造成横向的厚度不均,尤其是轧辊冷却水的不均匀或水嘴堵塞 将会导致某架轧辊局部磨损不均,严重时在轧辊末期出现明显厚度不均,偏厚部位造成冷轧色差的出现。抽查轧辊冷却水嘴异常期间的带钢横向厚度情况如图1、图2所示:

图1 轧辊冷却水嘴
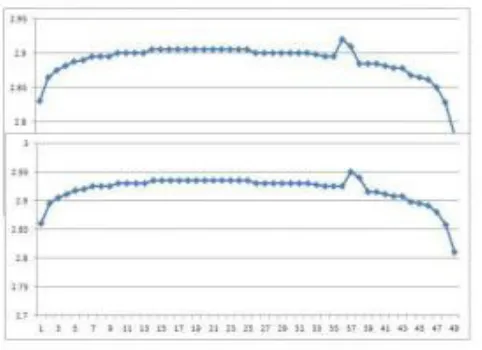
图2 冷轧横断面厚度曲线
2.2 辊型不合理
色差与带钢板形关系密切,通常板形指带钢的平直度和横断面形状,横断面形状又称板凸度,是指带钢沿宽度方向的厚度差,有效控制板凸度既可以当值楔形、局部高点的缺陷,而且能够保证带钢平直度,造成色差鼓的因素主要为横断面形状,横断面形状不良的具体表现为:凸度异常或是楔形和局部高点数值较大。
通过对色差的研究分析以及结合我公司的现场实际情况,造成冷轧色差的因素主要为:一是局部存在高点,二是凸度过小。局部高点主要是由于使用CVC曲线轧辊,轧辊长期处于同一位置,导致轧辊不均匀磨损,从而导致带钢局部高点,在冷轧过程中不均匀延伸造成了色差现象。凸度过小主要是由于轧辊的原始凹度过小导致。轧辊凸度影响轧件在轧制时的稳定性,如果稳定性遭到破坏,轧件将偏离了轧制中心线,而随着轧制时间的延长,这种偏离加重。由于冷轧料多为材质较软、屈服强度较低的钢种,因此变形抗力低,虽然在轧制3.0 mm 以下薄规格时轧制力增加,但轧辊热凸度也随之增加,因此,如果精轧支撑辊、工作辊原始辊形凸度过大,使轧件在轧制时稳定性、平衡性遭到破坏,轧件偏离中心线轧制必然导致楔形,楔形的出现就会使带钢的高点不再中间,后出现的局部高点导致了冷轧色差现象。经研究分析原始辊型凸度的异常导致了色差的频繁发生
3 改进措施
3.1 水嘴检查
建立轧辊冷却水嘴检查台帐,各班组利用停车换辊期间对轧辊冷却水嘴进行检查维护,及时清理异常水嘴。梳理层流冷却水嘴,制定层流冷却水嘴检查制度,保障层冷冷却的均匀性。
3.2 新辊型设计
在冷轧料的轧制过程中,初始时的辊型是平直的,由于在轧制过程中轧辊出现热膨胀,且辊身在轧制过程中出现不均匀受力,使得轧辊出现不均匀磨损,再加上由于轧辊出现的挠曲压扁变形现象,使得轧制辊缝变得不再均匀,从而造成冷轧基料厚向的不均匀变形,因此,为了弥补轧制过程中辊缝不均匀而在初始的时候需要给轧辊磨削成具有一定凸度的辊形,弥补了辊缝由于热膨胀、弹性压扁、挠曲变形所引起的辊缝不平直现象,使辊缝保持平直。对德龙当前产生色差的热轧过程数据进行分析,存在两方面的问题,针对此问题对辊型重新设计,F1-F7均采用正弦曲线,包角90°,并同时增加原始凹度,辊型对比见表1,在生产过程中,轧辊每支轴向窜动一次,有效解决了不均匀磨损导致的局部高点问题。同时轧制过程中通过弯辊力的干预,将凸度控制在C40(距两侧40mm)=0.05±0.01mm之间。

表1 原、新辊型对比(*0.01mm)

新辊形的设计并投入使用后,冷轧基料板凸度控制符合要求,以C40控制0.05±0.01mm之间,对新辊型的使用进行固化,新辊型持续投入期间,无起鼓质量异议产生。
4 结束语:
消除冷轧基料横向的温度差,保证横向温度的均匀性,能够有效解决横向的厚度差,消除无规律性厚度因素造成的冷轧色差缺陷;
优化精轧工作辊辊型,控制冷轧基料板凸度C 4 0在0.05±0.01mm之间能够有效解决边部色差缺陷。
猜你喜欢
青年文摘(彩版)(2023年9期)2023-11-22 23:17:41
青年文摘(彩版)(2023年8期)2023-11-22 22:11:30
青年文摘(彩版)(2023年7期)2023-11-21 15:06:50
青年文摘(彩版)(2023年6期)2023-11-21 00:23:19
哈尔滨轴承(2022年1期)2022-05-23 13:12:58
冶金设备(2021年4期)2021-10-29 03:00:40
四川蚕业(2021年3期)2021-02-12 02:38:40
中南大学学报(自然科学版)(2020年11期)2020-12-18 06:26:56
重型机械(2020年3期)2020-08-24 08:31:40
四川蚕业(2020年2期)2020-07-10 03:14:44
