
1Cr11M oNiW 1VNbN钢堆焊司太立合金工艺
2018-06-08 10:26王红海沈阳威张仁军吴海涛
电焊机 2018年5期
王红海,沈阳威,张仁军,吴海涛
(哈尔滨汽轮机厂有限责任公司,黑龙江哈尔滨150046)
0 前言
受高速气流冲刷、震动、冲击等作用,汽轮机主蒸汽插管、阀座、阀碟等工件容易被损坏,影响机组正常运行并危及安全。设计中往往在插管、阀座、阀碟等工件表面堆焊司太立硬质合金,以增强其耐冲刷及抗震和耐冲击能力,提高工件的使用寿命,保证机组安全运行[1-2]。
1Cr11MoNiW1VNbN钢为马氏体耐热钢,合金元素含量高、碳当量大,焊接性差,焊接过程中需要严格控制焊接参数。司太立合金强度高、塑韧性差、导热率低、硬度高,焊接过程中极易出现焊接裂纹[3]。综合以上因素,在1Cr11MoNiW1VNbN钢上堆焊司太立合金难度大,需制定合理的焊接工艺以满足生产要求。在此通过研究焊材及本体焊材,选定理想的过渡层材料,制定合理的焊接规范,以期获得理想的司太立合金堆焊层。
1 1Cr11M oNiW 1VNbN钢材料性能
1Cr11MoNiW1VNbN钢为改进型12%Cr马氏体不锈钢,综合性能优越,除具有较高的热强性以及较好的减震性和抗松弛性能外,还具有较高的抗拉强度及屈服极限、良好的抗高温氧化和抗蠕变性能,广泛应用于汽轮机高温叶片、主汽阀阀座和紧固件,其化学成分和力学性能分别如表1、表2所示。该材料作为一种碳当量较高的马氏体钢,焊接时存在冷裂纹、接头脆化等问题,焊接及补焊会有一定的难度,需要采取一些措施。

表1 1Cr11M oNiW 1VNbN的化学成分%
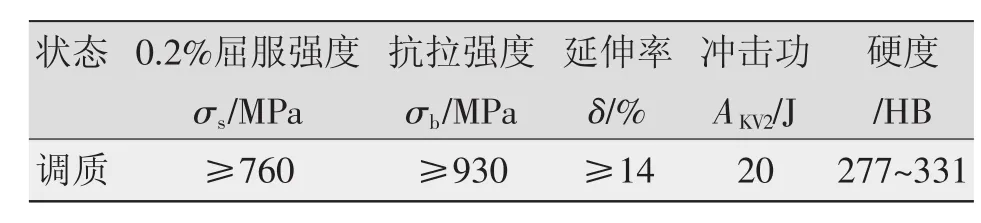
表2 1Cr11M oNiW 1VNbN的力学性能
2 焊接方法
堆焊司太立合金可采用氧-乙炔气焊、钨极氩弧焊、焊条电弧焊和等离子弧焊等多种方法,各种方法各有优缺点。焊条电弧堆焊和氧-乙炔火焰堆焊生产效率较低,劳动环境差,对焊工技术水平要求苛刻;埋弧焊稀释率相对较高;激光、等离子弧等高能束焊以及摩擦堆焊具有工艺设备复杂、生产成本高的缺点。而钨极氩弧焊相对成本低,劳动环境好,堆焊质量优良,广泛应用于机械行业各种零部件的制造和修复中。另外,钨极氩弧焊没有电极熔化对弧长的影响,焊丝从侧面向电弧送进,不影响焊接电流。焊接工艺性能好,电弧燃烧稳定,无飞溅,可获得组织致密、性能优越的堆焊层。堆焊工艺参数一经确定,堆焊质量易于保证,可靠性高,且易于实现自动化[3]。故在此选用机动钨极氩弧焊设备进行堆焊试验,研究适用于钨极氩弧焊的试验工艺。
3 焊接材料的选择
3.1 司太立合金焊材的选择
选择常用的司太立6#为堆焊材料,其化学成分和力学性能如表3、表4所示。

表3 司太立6#合金的化学成分%
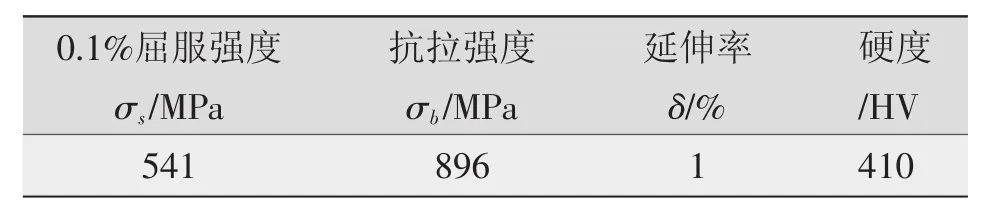
表4 司太立6#合金的力学性能一例[4]
3.2 过渡层的选择
对比表2和表4可知,1Cr11MoNiW1VNbN基材与司太立合金焊材间的强度虽然较接近,但延伸率差别很大,且两者的延伸率都不高,塑韧性差。1Cr11MoNiW1VNbN为马氏体钢,直接在其上堆焊司太立合金需要很高的预热温度,工艺复杂,且焊接过程中一旦产生较大的残余应力,热处理过程中升降温速度控制不严格,极易产生焊接裂纹[5]。为了避免上述问题发生,综合基材与焊材性能,选取ERNiCrMo-3焊材为过渡层焊材,ERNiCrMo-3的化学成分和力学性能分别如表5、表6所示。
选择ERNiCrMo-3作为过渡层的原因有:

表5 ERNiCrMo-3焊丝的化学成分%

表6 ERNiCrM o-3焊丝熔敷金属的力学性能
①镍基材料焊接性好,抗冷裂纹能力强,可不预热或低温预热焊接,减少司太立合金出现裂纹的几率,同时降低工艺难度;②镍基材料具有优良的塑、韧性,变形能力良好,可以缓冲机组运行过程中对合金层的冲击;③ERNiCrMo-3镍基高温合金具有较ENiCrFe-3更高的使用温度、更好的高温性能,且接近于1Cr11MoNiW1VNbN钢和司太立合金的强度。
4 焊接工艺试验
4.1 预热及层间温度
1Cr11MoNiW1VNbN钢焊接时需采用有效的预热措施来防止氢致裂纹的产生。堆焊ERNiCrMo-3预热温度为150~200℃,堆焊司太立合金的预热温度相对较高,试验证明理想的预热温度为大于等于315℃,层间温度控制在450℃以内。
4.2 焊接参数
焊接参数如表7所示。

表7 焊接参数
4.3 焊后热处理参数
焊后热处理是防止焊接延迟裂纹和改善焊接接头性能的重要措施。ERNiCrMo-3过渡层焊后将工件放在150~200℃炉中保温2 h开始升温,保温650℃×4 h,升降温速度小于等于55℃/h。过渡层焊后热处理工艺如图1所示。司太立合金焊后将工件放在温度高于315℃的炉中保温缓冷至100℃,在100℃保温2 h后开始升温,保温650℃×4 h,升降温速度小于等于55℃/h。焊后热处理工艺如图2所示。
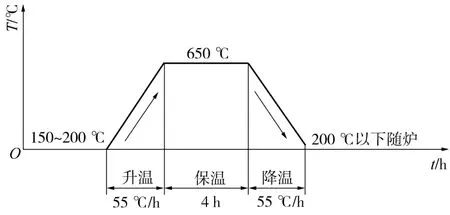
图1 ERNiCrMo-3过渡层焊后热处理工艺

图2 司太立合金焊后热处理工艺
5 结果
5.1 焊后检测结果
过渡层及司太立合金焊后都进行渗透探伤及超声波探伤,试验结果合格,未发现裂纹、气孔等缺陷。
5.2 金相检验结果
过渡层及司太立合金焊后的微观金相图片如图3所示。
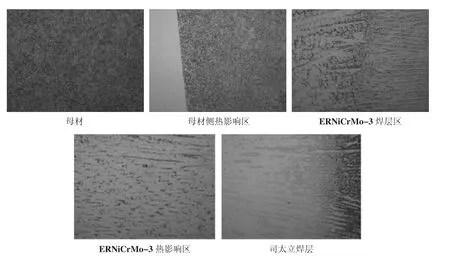
图3 堆焊后的微观金相结果(200×)
经宏观及微观金相检测,在过渡层与1Cr11MoNi W1VNbN母材之间、过渡层与司太立焊层之间以及司太立焊层等横截面处,均未发现裂纹等焊接缺陷,焊接结果合格。
5.3 硬度检查
各区域显微硬度结果如表8所示,司太立焊层硬度值满足司太立合金硬度要求。

表8 焊接接头硬度 HV
6 结论
(1)通过研究1Cr11MoNiW1VNbN母材、司太立合金焊材、ERNiCrMo-3焊丝的力学性能,确定用ERNiCrMo-3焊丝焊接过渡层再堆焊司太立焊层以提高工件质量的方案。
(2)通过试验制订详细的GTAW方法堆焊及热处理工艺,限定预热温度、热处理参数、焊接参数等关键工艺参数,获得满足使用要求的理想堆焊层,验证了焊接工艺的可行性,实现指导生产的目的。
[1]陈丽娟,孙忠民,张丽艳.超临界主蒸汽进汽插管堆焊司太立合金试验研究[J].汽轮机技术,2007,49(4):314-316.
[2]赵健,刘霞,李玉艳.1 000MW汽轮机高压内缸硬质合金堆焊技术的应用[J].热力透平,2010,39(1):79-81.
[3]李玉龙,禹业晓.TIG堆焊技术研究进展[J].电焊机,2012,42(12):70-76.
[4]刘玉珍,桂业伟.司太立合金的性能及应用[J].机械工程材料,1992,16(6):1-5.
[5]刘双明,裴玉冰,肖杰.汽轮机阀座堆焊开裂原因分析与对策[J].大型铸锻件,2012,7(4):27-30.
猜你喜欢
节能与环保(2022年3期)2022-04-26
金属加工(热加工)(2020年12期)2020-02-06
电焊机(2019年9期)2019-09-28
山东冶金(2019年3期)2019-07-10
压力容器(2019年3期)2019-05-13
中小企业管理与科技(2018年16期)2018-11-07
金属加工(热加工)(2018年2期)2018-03-22
新世纪水泥导报(2016年1期)2016-07-01
焊接(2015年2期)2015-07-18
焊接(2015年8期)2015-07-18
