钻斜孔夹具的设计
2018-06-01 06:55张文全
机械管理开发 2018年5期
张文全
(中国重汽大同齿轮公司, 山西 大同 037000)
引言
普通钻模已不能实现加工斜孔,为了解决这一难题,根据产品结构共同点,中国重汽大同齿轮公司推出带有斜孔的新产品,设计出了一种可以实现加工符合图纸要求的钻孔夹具,结构简单、操作方便。
1 任务要求
为新产品输入轴设计钻斜孔钻模,加工出符合图纸要求的油孔角度和位置度,操作方便,具体工件如图1所示,油孔角度为17°,所在外圆为Φ66mm。
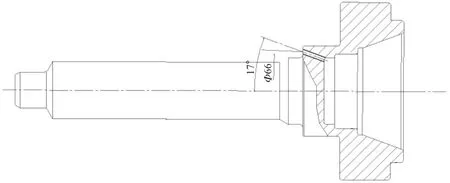
图1 需要加工的产品外形图(mm)
2 夹具设计原理
工装安装在机床的工作台上,如图2所示,将工件装夹到斜面上,斜面与工作台面成17°角,斜面的外圆与工件外圆间隙配合,并固定好工件,钻头通过钻套,钻到工件表面,钻套可以保证加工出的孔的位置,并且可以保证钻头不发生弯曲,从而提高钻头寿命。
3 夹具体底座的设计
1)根据机床连接尺寸设计夹具底座连接尺寸,根据工件外圆设计底座内孔,保证工件外圆和夹具内孔间隙配合,固定住工件,根据所加工工件外圆精度严格要求。
2)根据工件图纸要求角度,设计底座角度。
4 支撑杆的设计
1)根据底座连接尺寸设计支撑杆连接尺寸。
收稿日期:2017-12-07
作者简介:张文全(1987—),男,本科,毕业于太原科技大学,工程师,主要研究方向为变速箱输入轴工艺及其夹具设计。
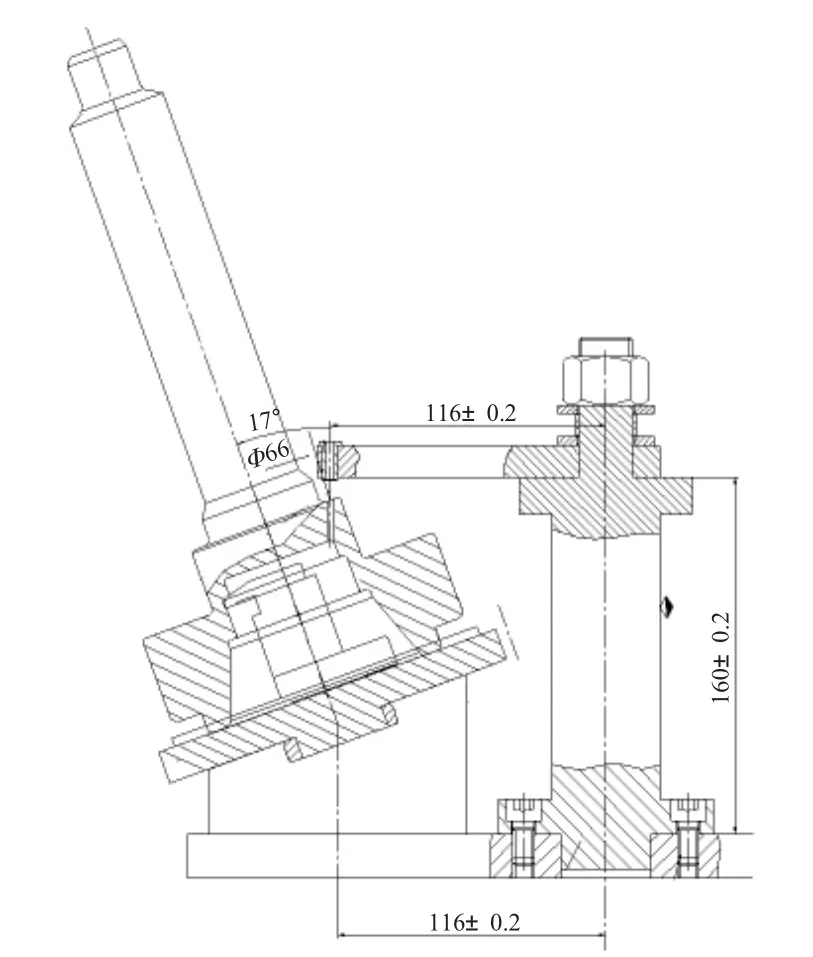
图2 夹具的结构(mm)
2)根据工件放置在夹具底座高度,设计支撑杆的高度和长度,符合加工钻孔要求。
5 钻套的设计
1)钻套是夹具的核心部件,弹簧套材料要求硬度高,比如 T10A[1]。
2)钻套与支撑杆上孔要求过硬配合,钻套的孔根据孔径查询公差配合[2]。
6 结论
经使用证明,该夹具能保证工件钻孔精度,稳定性好,能实现新品加工要求。
[1] 陶济贤,谢明才.机床夹具设计[M].北京:机械工业出版社,1996.
[2] 朱耀祥,浦林祥.现代夹具设计手册[M].北京:机械工业出版社,2009.
猜你喜欢
哈尔滨轴承(2021年4期)2021-03-08
制造技术与机床(2019年12期)2020-01-06
装备机械(2019年4期)2019-12-26
制造技术与机床(2019年7期)2019-07-22
制造技术与机床(2019年6期)2019-06-25
制造技术与机床(2018年11期)2018-11-23
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年10期)2017-11-28
中国新闻周刊(2017年23期)2017-07-12
中国机械工程(2017年12期)2017-07-03