
浅谈汽车油漆工程遮盖力试验方法应用
2018-06-01 06:45:59申标王秀锦孙自松刘明明
汽车实用技术 2018年10期
申标,王秀锦,孙自松,刘明明
(奇瑞用车(安徽)有限公司,安徽 芜湖 241000)
前言
企业在竞争激烈的市场经济条件下,要想生存或谋求发展壮大,除了智能互联高科技、资本雄厚之外,客户对油漆的感官意识在其中起到越来越重要的作用,成熟的产品工艺及稳定的产品质量,也是企业生存发展的永恒的主题。在新车型开发项目中,新油漆的开发及导入是一个关键环节;而这些新开发油漆的工程遮盖力是,其施工性的一个关键参数。在以往的新油漆开发中,油漆的开发技术规格(或实验标准)往往只规定了该油漆的黑白格遮盖力膜厚,对于模拟现场施工的工程遮盖力,则没有特定的实验要求及方法。
1 适用范围
量产及新开发溶剂型色漆、中涂;本文介绍的是色漆的实验方法,中涂可参照。
2 实验工具、准备工作
空气喷枪/重力式罐枪、3cm 宽纸胶带(一卷)、10cm*30cm ACT电泳板(两块)、待评价油漆(调好粘度)、膜厚仪、色差仪;穿戴好连体服、劳保鞋、鞋套、防毒面具等。
3 实验步骤
3.1 梯度板的制作
3.1.1 将两块ACT板(A板、B板)做成电泳板(电泳需按实际涂层的配套关系,电泳方式为随车挂板过前处理电泳);A板进行电泳膜厚的测量并记录(均布测量5处以上并求平均值)。
3.1.2 将电泳后的 B板做成中涂板(中涂需按照待评价色漆的配套关系进行手工喷涂并烘干,以完全遮住电泳为准,中涂膜厚宜为30-40um)。
3.1.3 将B板叠放于A板之上,A板露出的区域宽度为L(如图 1所示;2cm≤L≤4cm;若采用空气枪喷涂,则 L可偏上限;若采用重力罐枪喷涂,则L应适当偏下限)。
3.1.4 以两板搭接缝为对称轴,B板上也取一段区域L;A板和B板的L区域即为待喷涂区域。
3.1.5 用纸胶带从背面把 A板、B板贴合起来(如图 2所示),检查并确保两块板之间不会随意滑动。随后将A板、B板的待喷区域,用3cm宽纸胶带逐条粘贴起来(如图3所示),共计10条(编号①-⑩),确保每条胶带之间无缝隙。

图1
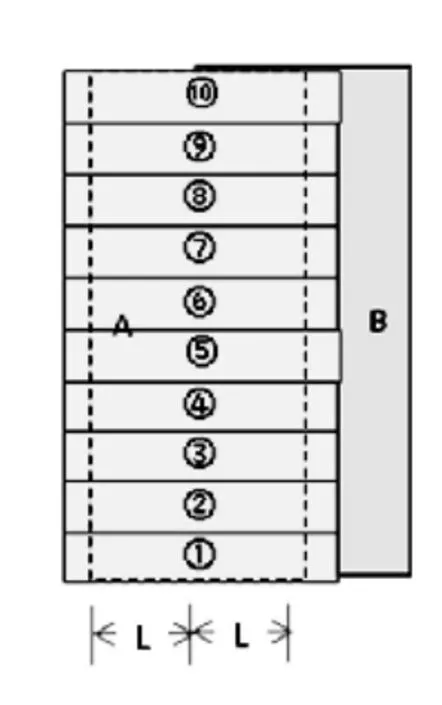
图3

图2
3.2 梯度板的喷涂
3.2.1 调整喷枪的空气阀、流量阀和扳机限位,使喷出的扇幅均匀、无断流,扇幅应≥4L。
3.2.2 将做好的梯度板水平放置于喷房格栅上,先撕下第一条纸胶带(编号①,余同),使用空气喷枪/罐枪,沿着搭接缝匀速喷涂;每撕下一条,就沿着搭接缝喷涂一次;每次开枪点及关枪点必须在板外(如图4、图5、图6所示)。
(走枪速度为20-30cm/s,枪距为25-30cm,喷涂角度垂直于梯度板,喷幅中心应始终沿着两板的搭接缝,如图7所示)这样A、B板上就分布了不同膜厚的色漆层。(用I-X罗马数字表示)。
3.2.3 喷涂完成后将A板和B板拆开来(撕去背面固定用的纸胶带),经过14-17分钟的闪干后(具体时间需模拟该生产线实际闪干时间),将 B板喷上相对应的清漆(如图 8所示,清漆膜厚应为35-50um)。
3.3 梯度板的烘烤
3.3.1 将拆分后的A板、喷完清漆后的B板,一起放在油漆车身滑橇的前格栅上,随车进入面漆烘干炉进行烘烤。
3.3.2 在确保安全的前提下,在烘干炉强冷出口处,或修饰工位取下A板、B板。
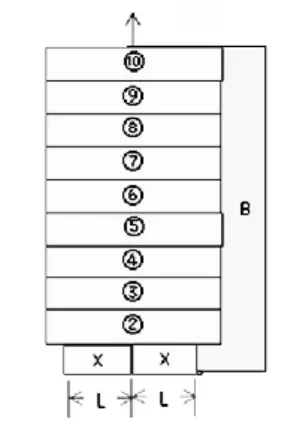
图 4
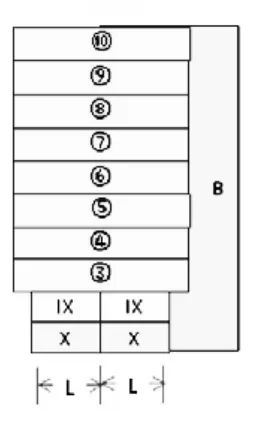
图 5
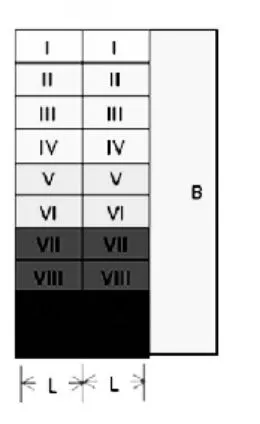
图 6

图7
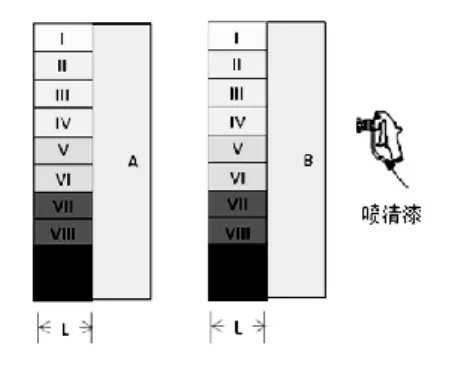
图8
3.4 测量与判定
3.4.1 A板的L区覆盖的为电泳+色漆;需分别测出I-X条块的膜厚(测量点取该条块正中心,测试3次求平均值并减去电泳膜厚)。
B板的L区覆盖的是电泳+中涂+色漆+清漆;需分别测出I-X条块的色差(若测不出来则以目视为准)。
3.4.2 B板的L区域,应从25°、45°、75°三角度,沿着I-X的顺序目视观察色差的变化,若从第N个条块开始,后续的条块色差基本无变化(目视),则该色漆的工程遮盖力膜厚,应位于N-1条块和N条块对应的膜厚之间。
3.4.3 如评判人之间针对判定结果存在歧义,则可参考I-X条块的色差数据。
例如:图8的B板,IX条块及后续的条块色差基本无变化(目视),VIII条块对应膜厚为15um,IX条块对应膜厚为17um,则判断该色漆工程遮盖膜厚为15-17um之间。
3.4.4 判定结果由实验相关人员用油性笔会签于梯度板上。
4 结论
本实验方法是结合油漆配套性、现场的施工条件等因素,结合前人的经验并通过大量反复的摸索,总结出以判断汽车制造涂装某色漆/中涂层油漆是否能满足现场施工,基于输入的油漆配套关系,进行梯度板的手工喷涂,通过目视来判定该油漆的工程遮盖膜厚的一种全新的、简便快捷的、适合现场的实验方法。该实验方法,合适所有新老车型新油漆开发项目,目前已经普遍应用与某车企。一定能够促进涂装技术的新发展,为汽车车身提供一个高质量、完美装饰性涂层。
[1] 王锡春.汽车涂装涂料技术飞跃进步的十年[J],中国涂料,2012.
[2] 王锡春,等.最新汽车涂装技术[M].机械工业出版社.1998.
[3] 吴涛等.汽车零件仿金涂装及应用[J].涂料工业,2000.
[4] 吴涛.汽车车身涂装技术的发展动态[J].汽车工艺与材料,2006.
[5] 陆刚.现代汽车涂装防腐技术的应用与发展,[J]现代涂料与涂装2006.4.
猜你喜欢
湖北工业大学学报(2022年2期)2022-05-07 02:38:04
西北水电(2021年5期)2021-11-29 07:26:00
大众文艺(2020年22期)2020-12-13 11:37:10
看世界·学术上半月(2020年7期)2020-09-10 07:53:37
交通科学与工程(2020年2期)2020-07-09 12:46:58
E动时尚·科学工程技术(2019年20期)2019-09-10 01:32:55
小小艺术家(2019年4期)2019-05-10 03:33:04
汽车与驾驶维修(维修版)(2019年12期)2019-03-10 09:29:20
上海涂料(2017年2期)2017-06-24 11:41:59
商业会计(2015年15期)2015-09-21 08:26:46
