
828D系统悬垂补偿的PLC控制实现
2018-05-31 03:58:20李军舰任德勇蒋德超
电气传动自动化 2018年1期
李军舰,任德勇,蒋德超,王 恒
(汉川数控机床股份公司技术中心,陕西 汉中723000)
1 引言
数控机床发展到现今,以自动化程度高、加工精度高而越来越受机床用户的欢迎。然而,受机械结构的制约,机床不可避免的存在一些结构性误差,诸如垂度误差、温度变化引起的定位误差等,这类误差到一定的范围后,机械上是无法完全解决掉的,此时就需要用电气的办法来解决以达到机床的精度要求。机床电气最直接的办法就是通过各种补偿功能来实现的,文中以一台HHDC400配828D系统的卧式机床为例,介绍828D系统悬垂补偿的PLC控制实现的一种方法。
不论是828D系统还是840DSL系统都是一款功能特别强大而且非常完善的数控系统,其本身都具有由NC控制的悬垂补偿功能,操作应用和补偿结果都是非常可靠和稳定的。然而,由于该项功能,在828D和840DSL系统上,都是选项功能,用户需要购买相应的授权才可以正常使用,这无疑增加了机床的制造成本。特别是在配828D系统的机床上,这一点显得尤为突出。为解决这一难题,既实现了机床的悬垂补偿功能,又不至于再增加制造成本,探索出PLC控制的悬垂补偿功能显得是非常有必要的。
2 机械悬垂结构及其PLC补偿原理实现
2.1 机械悬垂结构及其补偿原理
HHDC400卧式机床的机械结构如图1所示,垂直轴为Y轴,水平轴为Z轴,其中Z轴采用的是方滑枕。方滑枕伸出运行的越远,Z轴就越向Y负向弯曲,Y向的偏差值为图1中ΔY。悬垂补偿就是方滑枕在不同位置的弯曲量通过Y轴的上下移动来消除掉而达到补偿的目的。
2.2 悬垂补偿的PLC控制实现原理

图1 悬垂补偿机械结构
由悬垂补偿的机械结构和原理,可看出要实现PLC悬垂补偿,需要确定补偿的参考轴和补偿轴,而后依据参考轴的位置确定补偿轴的PLC补偿量表。如图1中,当参考轴Z轴移动到不同的位置时,主轴端面的偏差量ΔY由PLC相应的动作将该值写入到补偿轴Y轴的坐标里,控制补偿轴的补偿运动,来达到Z轴在此位置的悬垂补偿。
鉴于上述分析,实现悬垂补偿的PLC控制可考虑应用828D系统的温度补偿功能。悬垂补偿的参考轴Z轴坐标位置作为Y轴温度补偿的温度输入,滑枕弯曲偏差量ΔY作为Y轴温度补偿的补偿量,通过PLC的系统NC变量读写功能,将相应的补偿量写入到Y轴的温度补偿变量里,这样在Z轴移动到该位置时,系统会自动对Y轴进行相应的补偿移动,也就完成了Z轴的悬垂补偿。
3 828D系统温度补偿概述
828D系统温度补偿功能,可针对特定轴对温度变化造成的实际值变化进行补偿。为进行温度补偿,首先需要实际测量出特定温度下轴行程内各个位置上的误差,这样可得出一条该温度的热误差曲线。然后以相同方式获得其它温度下的误差曲线。通常情况下一条直线便可足够精确地表示指定温度下的误差曲线,直线的斜率和参考点位置取决于温度。温度补偿的近似误差直线如图2所示。

图2 温度补偿近似误差直线
补偿值ΔKx由补偿轴的位置Px和温度T按以下公式计算得出:

其中:ΔKx为位置Px上的温度补偿值;K0为与位置无关的温度补偿值;Px为轴的实际位置;P0为轴参考点位置;tanβ为位置相关温度补偿的系数(等同于误差曲线的斜率)。
参考点位置P0的设置基本分为两种:P0=0,与位置无关的温度补偿值K0≠0;P0≠0,位置相关的温度补偿值K0=0。由上述控制原理分析,文中选择与位置无关的温度补偿值。这样一来,温度补偿值就不包含位置的相关分量,很适合方滑枕的悬垂补偿功能的实现。
4 PLC控制的悬垂补偿实现
4.1 温度补偿的机床参数设置
由于补偿轴是Y轴,故而所述相关机床轴数据仅对Y轴有效。相关参数如下:
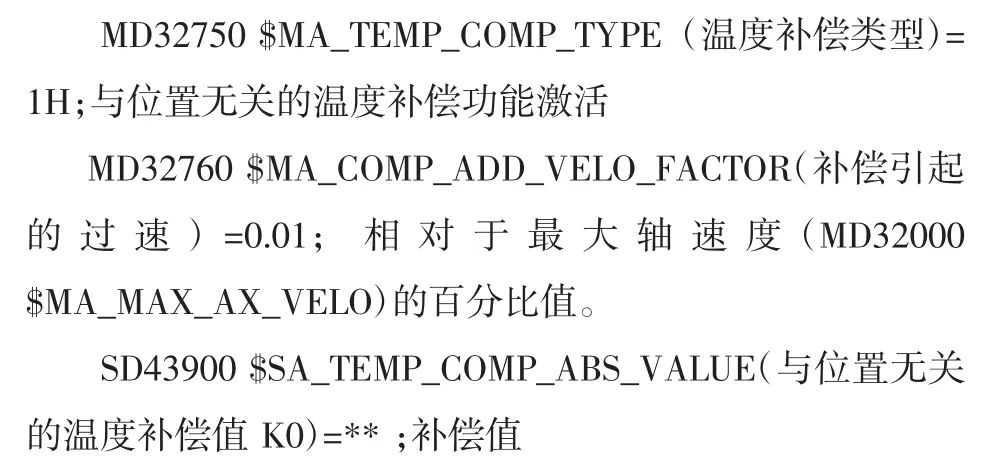
4.2 悬垂补偿PLC控制
实现PLC控制的悬垂补偿关键在于PLC能够向系统温度补偿的变量写入补偿值,即给机床设定数据SD43900即时写值,828D系统支持NC变量的读写,完全可满足控制的需求。PLC控制部分以828D系统PLC的NC变量选择、补偿控制和补偿读写三部分加以说明。
4.2.1 828D系统PLC的NC变量选择
NC变量选择如图3所示。文中补偿轴为Y轴,故而,NC变量中SD43900机床数据的范围编号为2。变量选择确定后保存并编译,系统自动生成NC变量的数据块DB9910(NC_DATA1),数据块DB9910的结构如图4所示。

图3 NC变量选择

图4 NC变量数据块DB9910结构
4.2.2 悬垂补偿的PLC控制

悬垂补偿PLC控制程序如上。程序中DB4500.DBW36为机床数据MD14510[18],自定义PLC悬垂补偿点数;DB5701.DBD0为Z轴当前坐标位置。数据块DB9042为补偿数据表,其中,DBD4,DBD8,DBD12,…,等为补偿位置表;DBD136,DBD140,…,等为补偿值表;DBD0为NC变量(机床设定数据SD43900)的PLC接口。
4.2.3 NC补偿变量的PLC读写控制
(1)PLC读写接口赋值程序

(2)PLC读写任务启动程序

(3)PLC读写任务结束复位程序

5 PLC悬垂补偿诊断查看及PLC补偿表设置
5.1 PLC悬垂补偿诊断查看
PLC悬垂补偿生效后,可在机床的轴诊断-Y轴轴信息里查看,诊断信息如图5所示。

图5 悬垂补偿诊断查看
5.2 PLC补偿表设置
PLC补偿表的设置可在PLC程序里固化进行,也可在系统PLC状态表里设置。当然了,也可以在系统上二次开发补偿界面,用于补偿相关的参数设置,如图6是二次开发的悬垂补偿设置界面。

图6 悬垂补偿设置界面
6 结束语
基于828D系统,文中应用系统的温度补偿和PLC的NC变量读写功能,详细介绍了数控机床悬垂补偿PLC控制实现的一种方法。通过在具体的机床上测试及使用,能够很好地达到机床的设计和补偿要求,值得在其它机床上推广应用。
猜你喜欢
中国设备工程(2024年10期)2024-06-02 16:40:20
中国设备工程(2022年12期)2022-07-11 04:33:00
当代工人(2020年8期)2020-05-25 09:07:38
山东冶金(2019年5期)2019-11-16 09:09:38
制造技术与机床(2019年2期)2019-03-06 07:11:42
小溪流(画刊)(2017年12期)2018-01-10 16:07:29
制造技术与机床(2017年11期)2017-12-18 06:47:01
人生十六七(2016年14期)2016-12-01 05:24:26
科技知识动漫(2016年8期)2016-07-29 20:40:09
儿童故事画报·发现号趣味百科(2015年12期)2016-01-25 00:41:49
