
基于正交试验和GA-SVM的硅胶发泡工艺参数优化
2018-05-31 01:44康付如雷昌奎刘长春
西安科技大学学报 2018年3期
邓 军,康付如,雷昌奎,肖 旸,刘长春
(1.西安科技大学 安全科学与工程学院,陕西 西安 710054;2.西安科技大学 陕西省煤火防治重点实验室,陕西 西安 710054)
0 引 言
硅胶泡沫材料是新发展起来的一种柔性、多孔的高分子弹性体,是硅橡胶经发泡后制成的。它将硅橡胶的特性与泡沫材料的特性结合于一体[1],既保持了有机硅无毒、耐高低温、绝缘、耐候性等优异特性,又兼具泡沫材料质轻、吸音、抗震等特点,作为阻尼、减振、隔音、隔热等高性能材料广泛应用于国防、航空航天、交通运输、电子工业、建筑以及家具等领域[2-5]。
很多学者在硅胶泡沫材料的制备和性能方面进行了研究,Song L和Hong I K等利用超临界二氧化碳发泡热硫化硅橡胶,得到了泡孔孔径小(<100 μm)、泡孔均匀、泡孔结构可控的硅橡胶泡沫材料[6-7]。张长生等采用化学发泡的方法制备了开孔-闭孔混合型泡孔结构的硅橡胶泡沫材料,研究了密度对硅橡胶泡沫压缩性能的影响[8]。Jawhar M C D等研究了有机硅发泡过程中的聚结机理[9]。Verdejo R等利用纳米碳管和功能化石墨烯填料对硅胶泡沫材料进行改性[10]。传统的硅胶发泡做法是技术人员凭借经验通过不断试验、调整发泡工艺参数来寻求最佳发泡实验方案。该方法需要操作人员具有丰富的实践经验,且硅胶发泡工艺参数的选择有成千上万种组合,仅凭经验难以从大量组合中选取最优的发泡工艺参数组合,要得到最好的发泡方法需大量的实验,耗费大量的人力、物力和时间,不适应现代化生产的要求[11]。
针对工艺参数优化,孙林提出了一种基于支持向量机(SVM)和正交试验的参数设计方法,得到了产品质量特征值及信噪比与各参数之间的精确关系,所得结果可用于指导工艺参数的优化设计[12]。刘希亮利用GA-SVM方法可以快速、准确地预测出抛掷爆破的抛掷率,该方法对优化爆破设计参数、提高抛掷爆破的有效抛掷率具有指导意义[13]。
文中就液体硅胶发泡方法进行优化,将正交试验法和GA-SVM方法相互结合用于硅胶发泡工艺参数的优化。
1 正交试验参数优化
试验利用有机硅聚合物组分之间发生化学反应释放出的气体进行发泡。即α,ω-二羟基聚硅氧烷与甲基环硅氧烷通过Si—OH与Si—H反应,生成H2(此称为内发泡),并同时与乙烯基封端的硅氧烷交联。反应方程式如图1所示。
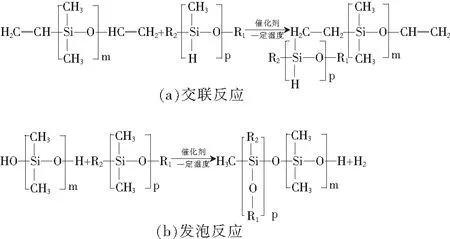
图1 反应方程式Fig.1 Reaction equation
1.1 试验条件
原料:基胶成品(乙烯基封端的硅氧烷和气相法白炭黑质量比3∶1)、1 500 MPa·s的羟基硅油(α,ω-二羟基聚硅氧烷)、20~30 MPa·s的羟基硅油、3 000 ppm的Pt催化剂、1%甲基丁炔醇(抑制剂)、活性氢摩尔分数为0.7%的含氢硅油。
设备:油墨刀、烧杯、搅拌器、滴管、程序升温箱(苏州拜达烘箱制造有限公司)、电子天平。
1.2 试验方法
取10 g基胶放入烧杯中,然后加入一定量的1 500 MPa·s的羟基硅油、20~30 MPa·s的羟基硅油、铂催化剂、1%甲基丁炔醇,用搅拌机搅拌均匀,再加入含氢环体,二次搅拌后装入模具中,然后放入设定温度的程序升温箱中自由发泡10~20 min,烘干冷却后处理得到硅胶泡沫材料。硅胶泡沫形成过程如图2所示。
硅胶发泡工艺参数共同影响着硅胶泡沫的密度,试验选取温度T,含氢硅油的质量m1,20~30 MPa·s羟基硅油质量m2,催化剂质量m3及1%甲基丁炔醇质量m4作为工艺参数,设计了5因素5水平L25(55)的正交实验,实验组数为25,每组实验重复2次。使用SuperForge模拟需要55=3 125组,正交试验极大地减少了实验次数,优化因素及水平见表1.

图2 硅橡胶泡沫形成过程中发生的各种过程Fig.2 Various processes occuring during the formation of silicone rubber foams

序号T/℃m1/gm2/gm3/gm4/g12010.20.10.1025020.60.20.1538031.00.30.20411041.40.40.25514051.80.50.30
1.3 试验结果分析
1.3.1 极差分析
通过正交试验得到的表观密度极差分析数据,见表2.
根据极差分析原理可知,极差的大小说明各因素对试验结果影响的主次,极差最大的因素说明该因素的水平对试验指标的影响最大[14]。从表2可知,影响表观密度的主次因素分别是低粘度羟基硅油质量C,催化剂质量D,温度A,抑制剂质量E和含氢硅油质量B;表观密度在该试验中因素的水平最小值为该因素的最优水平,根据表中各因素水平的均值,可得到各因素优化水平分别为A5B3C4D5和E1,故最优参数组合方案为C4D5A5E1B3.

表2 表观密度极差分析表Tab.2 Range analysis of apparent density
1.3.2 方差分析
通过极差分析可评价各因素水平对硅胶泡沫表观密度的影响程度,但不能确定各因素水平的变化对硅胶泡沫表观密度影响的显著性,因此需要采用方差分析对试验结果作进一步的分析[14],方差分析见表3.
通过比较各因素均方和与误差均方和的比值F的大小,可知各因素对硅胶泡沫表观密度影响的大小,F数值越大影响越大。在影响硅胶泡沫表观密度的指标中,低粘度羟基硅油质量m2的F比值(FC=9.966)大于F临界值(6.39),表明低粘度羟基硅油质量m2对硅胶泡沫表观密度的影响显著。其中,含氢硅油质量m1和抑制剂质量m4相对于其他因素比值较小,表明含氢硅油质量m1和抑制剂质量m4对硅胶泡沫材料表观密度的影响较小。试验证明,该试验数据的方差分析与极差分析得到的影响表观密度的主次因素排序一致,进一步验证了正交试验数据的准确性。

表3 方差分析表Tab.3 Variance analysis
2 模型的建立与优化
2.1 支持向量机
给定样本集D={(xi,yi)}|i=1,2,…,n},xi,yi∈R,其中xi为输入的第i个样本。采用线性回归函数f(x)=w·x+b进行拟合。
(1)
(2)
式中ε>0为需拟合精度;C为惩罚系数,C>0.利用最优化方法的对偶原理得到支持向量机拟和函数为
(3)

2.2 遗传算法优化

支持向量机预测结果与其惩罚因子C和核参数g的选择密切相关[15]。采用遗传算法对支持向量机最优参数(C,g)进行优化[16],建立硅胶泡沫表观密度预测的GA-SVM模型。
遗传算法主要包括以下几个步骤:染色体编码生成种群,适应度函数构造,选择策略,遗传算法设计,控制参数选取[17-18]等。
2.3 GA-SVM优化算法流程
在采用支持向量机代理模型替代传统的优化函数的基础上,以硅胶泡沫表观密度为优化目标对发泡工艺参数进行优化,并以遗传算法对优化模型求解的方法,即 GA-SVM方法,基本流程如图3所示。

图3 GA-SVM优化算法流程Fig.3 Flow chart of GA-SVM optimization algorithm
2.4 基于GA-SVM硅胶发泡工艺参数优化
硅胶发泡工艺优化目标有材料表观密度、材料机械强度、阻燃性能、泡孔均匀性、泡沫开孔率等,这都与发泡工艺参数有关。以表观密度最小为目标函数,以温度、含氢硅油质量、20~30 MPa·s羟基硅油质量、催化剂质量及1%甲基丁炔醇质量5个工艺参数为优化变量。
若从工艺参数到硅胶泡沫密度的非线性映射关系为D=f(X1,X2,…,X5),那么正交试验的最佳参数组合是在D=f(Xi)中取的离散点中的极值,然而在极值附近也可能存在比正交试验得到参数组合更为优秀的参数组合。利用已经建立的优化后的支持向量机结合正交试验进一步优化工艺参数。
从正交试验样本中取5组做为检验样本,其余20组为训练样本。采用MATLAB软件,对样本进行BP神经网络和 GA-SVM学习,并进行检验,检验样本的实验值和预测值见表4.

表4 检验样本的实测值与预测值对比Tab.4 Comparison of measured and predictedvalues of test samples
为了考察 GA-SVM模型得到的最优解是否符合实测结果,将实测结果与 GA-SVM预测的结果进行比较,5组数据的相对误差均在±1.1%之间,实测结果与BP神经网络预测的结果进行比较,5组数据的相对误差均在±11.1%之间,可知 GA-SVM优化算法建立的硅胶发泡工艺参数与硅胶泡沫密度的关系比较准确且比较稳定,也证明了 GA-SVM优化算法在硅胶发泡参数预测及优化方面是适用的。
将建立的遗传算法优化后的支持向量机模型的硅胶泡沫表观密度预测值与试验值进行对比,GA-SVM表观密度预测值与试验值对比和相对误差分别如图4,图5所示。

图4 GA-SVM表观密度预测值与试验值对比Fig.4 Predictive value and experimental value by GA-SVM on apparent density of silicone foam

图5 GA-SVM表观密度预测值与试验值相对误差Fig.5 Relative error of predictive value and experimental value by GA-SVM on apparent density of silicone foam
从图5可看出,训练样本和检验样本的试验值和 GA-SVM模型预测值吻合度较高,结合图6可知,GA-SVM表观密度预测值与试验值的相对误差均在±1.5%之间,表明GA-SVM优化算法预测模型精度高,可以代替实测进行计算。
3 优化结果分析及测试
3.1 工艺参数优化结果分析
将GA-SVM优化结果与传统的正交试验优化方法所得结果相比较,并将优化结果按照有利于优化目标的方向进行圆整,结果见表5.

表5 优化结果比较Tab.5 Comparison of optimization results
从表5可知,与正交优化相比较,遗传算法更精确些。两者宏观上的一致说明遗传算法获得的结果是可靠的。
3.2 优化结果测试
图6分别为放大50,100,200和500倍场发射扫描电镜下硅胶泡沫泡孔形貌图,从图可以看出,泡孔近似圆形,泡孔尺寸大小多数在0.25~0.50 mm,泡孔大小较为均匀。

图6 场发射扫描电镜下硅胶泡沫泡孔形貌Fig.6 Real geometry of string bubble holes in foam material by FESEM
依据ASTMD 638标准进行测试,实验采用橡胶拉伸试验机,测得抗拉强度为0.13 MPa,断裂伸长率为197%,具有较大的伸长率,韧性较好。利用邵氏C型硬度计测得硅胶泡沫的压陷硬度为12 N.
采用JCY-2建材烟密度测试仪,根据ASTM D2843测试,获得硅胶泡沫材料最大烟密度(MSD)和烟密度等级(SDR)分别为8.53%,5.65.采用单位试样质量的MSD(MSDpm)及SDR(SDRpm)参数评价试样的产烟量更能反映内在规律,经计算MSDpm及SDRpm为2.44%/g和1.61/g,该材料产烟量低,绿色环保,可以直接作为无烟材料使用。此外,根据ISO 4589-2测得的极限氧指数(LOI)为30%,为难燃级别。
4 结 论
1)将支持向量机、遗传算法与正交试验法三者结合用于硅胶发泡过程参数优化,GA-SVM模型预测结果与实测值的相对误差均在±1.1%之间,模型精度高,可以替代实验室试验,能够明显缩短优化硅胶泡沫密度的时间,节约成本;
2)采用GA-SVM对其进行参数优化,并将GA-SVM优化结果和正交优化结果比较,两者宏观上的一致说明GA-SVM算法获得的结果可靠,能获得低密度硅胶泡沫材料,且其泡孔均匀,力学性能较好,阻燃性能优良,为硅胶泡沫性能优化设计提供了一种新思路;
3)硅胶泡沫性能表征评价指标很多,可以通过建立硅胶泡沫材料机械强度、阻燃性能、泡孔均匀性、泡沫开孔率的GA-SVM代理模型,形成综合评价体系,对硅胶泡沫材料的综合性能进行评估。
参考文献(References):
[1] 周宁琳.有机硅聚合物导论[M].北京:科学出版社,2000.
ZHOU Ning-lin.Introduction to organosilicon polymers[M].Beijing:The Science Publishing,2000.
[2] Patterson B M,Henderson K,Smith Z.Measure of morphological and performance properties in polymeric silicone foams by X-ray tomography[J].Journal of Materials Science,2013,48(5):1986-1996.
[3] 刘 芳,余凤湄,罗世凯,等.液体硅橡胶泡沫材料研究进展[J].有机硅材料,2014,28(1):54-58.
LIU Fang,YU Feng-Mei,LUO Shi-kai,et al.Research progress of liquid silicone rubber foam materials[J].Organosilicon Material,2014,28(1):54-58.
[4] 来国桥,李美江.有机硅化学与工艺[M].北京:化学工业出版社,2011.
LAI Guo-qiao,LI Mei-jiang.Organic silicon chemistry and technology[M].Beijing:Chemical Industry Press,2011.
[5] 黄 珊.环保型阻燃硅橡胶海绵材料的制备[D].广州:华南理工大学,2003.
HUANG Shan.Preparation of environmental friendly flame retardant silicone rubber sponge material[D].Guangzhou:South China University of Technology,2003.
[6] Song L,Lu A,Feng P,et al.Preparation of silicone rubber foam using supercritical carbon dioxide[J].Materials Letters,2014,121(121):126-128.
[7] Hong I K,Lee S.Microcellular foaming of silicone rubber with supercritical carbon dioxide[J].Korean Journal of Chemical Engineering,2014,31(1):166-171.
[8] 张长生,罗世凯,石耀刚,等.混合型泡孔结构硅橡胶泡沫的制备与压缩性能[J].机械工程材料,2010,34(9):34-36.
ZHANG Chang-sheng,LUO Shi-kai,SHI Yao-gang,et al.Preparation and compression properties of silicon rubber foam with mixed cell structure[J].Materials for Mechanical Engineering,2010,34(9):34-36.
[9] Jawhar M C D,Blanc D,Chaumont P,et al.Study of the coalescence mechanisms during silicone foaming[J].Macromolecular Materials and Engineering,2014,299(3):336-343.
[10] Verdejo R,Saiz-Arroyo C,Carretero-Gonzalez J,et al.Physical properties of silicone foams filled with carbon nanotubes and functionalized graphene sheets[J].European Polymer Journal,2008,44(9):2790-2797.
[11] 郑生荣,辛 勇.注射工艺参数的快速确定方法[J].模具工业,2003,29(12):9-13.
ZHENG Sheng-rong,XIN Yong.Rapid determination method of injection process parameters[J].Mold Industrial,2003,29(12):9-13.
[12] 孙 林,杨世元.基于正交试验和支持向量机的参数设计方法研究[J].中国机械工程,2011,22(8):971-975.
SUN Lin,YANG Shi-yuan.Study on parameter design based on orthogonal test and support vector machine[J].China Mechanical Engineering,2011,22(8):971-975.
[13] 刘希亮,赵学胜,陆锋,等.基于GA-SVM的露天矿抛掷爆破抛掷率预测[J].煤炭学报,2012,37(12):1999-2005.
LIU Xi-liang,ZHAO Xue-Sheng,LU Feng,et al.A GA-SVM based model for throwing rate prediction in the open-pit cast blasting[J].Journal of China Coal Society,2012,37(12):1999-2005.
[14] 杨 雄,龚志敏.水射流钻头喷嘴电火花线切割加工工艺正交优化试验[J].石油天然气学报,2010,32(6):173-176.
YANG Xiong,GONG Zhi-min.Orthogonal experimental optimization of EDM process of water jet bit nozzle[J].Journal of Oil and Gas Technology,2010,32(6):173-176.
[15] 刘春波,王鲜芳,潘 丰.基于蚁群优化算法的支持向量机参数选择及仿真[J].中南大学学报:自然科学版,2008,39(6):1309-1313.
LIU Chun-bo,WANG Xian-fang,PAN Feng.Parameters selection and stimulation of support vector machines based on ant colony optimization algorithm[J].Journal Central South University:Natural Science Edition,2008,39(6):1309-1313.
[16] 王安义,郭世坤.最小二乘支持向量机在信道均衡中的应用[J].西安科技大学学报,2014,34(5):591-595.
WANG An-yi,GUO Shi-kun.Application of least squares support vector machine in channel equalization[J].Journal of Xi’an University of Science and Technology,2014,34(5):591-595.
[17] 吴正毅.测试技术与测试信号处理[M].北京:清华大学出版社,1997.
WU Zheng-yi.Test technology and test signal processing[M].Beijing:Tsinghua University Press,1997.
[18] Rumelhart D E,MeClelland J L.Parallel distributed processing explorations in the microstructure of cognition[M].Cambridge M A:MIT Press,1986.
猜你喜欢
沈阳工业大学学报(2022年5期)2022-10-06
中国塑料(2022年5期)2022-06-09
包装工程(2022年1期)2022-01-26
科教导刊·电子版(2021年6期)2021-05-06
五金科技(2020年4期)2020-09-23
科学导报(2020年30期)2020-05-21
上海计量测试(2020年1期)2020-03-18
中成药(2017年4期)2017-05-17
中国塑料(2015年1期)2015-10-14
中国医疗美容(2015年4期)2015-04-27
