
国产高线精轧机辊箱内调整螺母断裂原因分析
2018-05-30 02:20陈荣军屈小波
设备管理与维修 2018年3期
陈荣军,屈小波,向 勇,邓 敏
(江苏永钢集团,江苏张家港 215628)
0 引言
高速线材轧制的国产精轧机组为仿摩根顶交45°悬臂式无扭轧机,由K1~K10共10个轧机组成,通过增速箱与电机联结实现集中传动,轧制线速度超过90 m/s,轧制规格为直径(5.5~16)mm的热轧圆钢和热轧带肋钢筋。该轧机的辊箱内包含有沿轧制中心线对称分布的偏心套,通过调整螺母和调整丝杆来调节偏心套的相向转动,调节过程中只改变轧辊轴的位置,偏心套的中心始终不变,从而实现辊缝的放大和缩小。
在生产中精轧机组K8架次的Φ230 mm轧机在轧制中多次发生调整螺母断裂故障,且当螺母断裂后将导致辊缝逐步变大,如发现不及时将影响产品尺寸而产生次品。
为弄清调整螺母断裂的原因,需计算出K8道次的轧制力和轧制力矩,找出设备在不同轧制条件下的运行规律,并与轧机的设计轧制能力:最大轧制力112.79 kN,最大轧制力矩2.376 kN·m对比,提出有针对性的改进措施,减少设备故障,保障生产顺行。
1 轧制力和轧制力矩数学模型的选择
1.1 平均单位轧制压力的计算
高速线材为孔型轧制,孔型系统主要有箱形孔、菱—方孔、菱—菱孔型、椭圆—方孔型、六角—方孔型和椭圆—圆孔型。本文孔型为椭圆—圆孔结构,结构参数见图1,h0,h1是轧制前、后道次的孔型高度;b0,b0是轧制前、后道次的孔型宽度;S0,S1是轧制前、后道次的孔型辊缝设定值;R0,R1是轧制前、后道次的孔型曲率半径;r0,r1是轧制前、后道次的孔型过渡圆角半径。
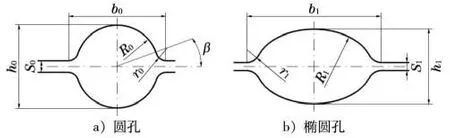
图1 高速线材孔型系统
轧件在轧制过程中对于轧辊的冲击特性特别明显,在目前阶段还没有有效的轧制力和轧制力矩公式能比较准确地应用到计算冲击的影响,故文中仅以稳定连续轧制条件为基础,分析具体的不同轧制条件的变化对于轧制力和力矩的影响,未充分考虑冲击影响。
在轧制过程中轧件在孔型内产生塑性变形,孔型内的应力状态比较复杂,单位轧制压力的分布是不一致的,且具有如下特点:①沿孔型宽度上压下率分布不均;②沿孔型宽度上接触长度分布不均;③宽展受孔型侧壁限制;④沿孔型周边各点辊径及圆周速度不等。因此,在计算轧制力时采用热连轧埃克隆德经验公式,先计算轧机平均单位压力,见式(1)。

式中m——考虑外摩擦对单位压力的影响系数
k——材料在静压缩时变形抗力值,MN/m2
η——粘性系数,MN×s/m2
μ——变形速度,s-1
(1)系数m,见式(2)。式中f为摩擦系数,对于钢辊f=1.05-0.0005t;铸铁辊 f=0.8(1.05-0.0005t),其中,t是轧制温度,R 是轧辊半径。

(2)静压缩时变形阻力 k。k=9.8(14-0.01t)[1.4+C%+Mn%+0.3Cr%],其中,C,Mn,Cr是钢种元素含量。
(3)粘性系数 η。η=0.01(137-0.098t)n,其中,n 是轧制速度对η的影响系数,取值见表1。

表1 轧制速度对η的影响系数
(4)变形速度 μ,见式(3)。
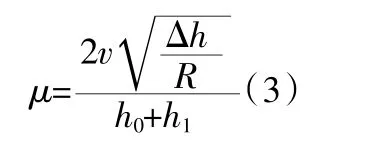
式中v——轧制速度
Δh——压下量,Δh=h0-h1
1.2 轧制总压力数学模型
根据轧件的宽度和接触弧长计算总轧制压力,其中,为平均单位压力,F为轧件与轧辊的接触面积在轧制总压力垂直平面上的投影。F,对于椭圆—圆孔型,式中,b均是轧件的平均宽度,b均=(b0+b1)/2;R均是轧件的平均曲率半径,R均=R;Δh均是轧件的平均压下量,Δh均=0.85h0-0.79h1。
1.3 轧制力矩数学模型
精轧机为悬臂式二辊传动,上下轧辊承受的轧制力是一对大小相等、方向相反,且作用在同一条直线上并垂直于轧制中心线,则轧机总轧制力矩M的计算公式可近似为其中,j是力臂系数,对于线材轧制取值一般为0.5~0.6。
2 轧制参数数据选择与统计
结合线材生产和设备运行实际,选取精轧机K8辊箱的轧制力和轧制力矩为研究对象,在计算轧制力时,以轧制Φ5.5 mm,Φ8 mm,Φ13 mm和Φ16 mm等4种规格为载体,分别从轧制规格、压下量、速度、温度、钢种和辊径等条件提出假设,按照既定的孔型不变,只改变其中特定的单一变量,并保持其它变量不变,从而得到不同轧制条件下的轧制力和力矩。
2.1 基础孔型参数
根据埃克隆德公式要求,统计Φ5.5 mm,Φ8 mm,Φ13 mm和Φ16 mm规格的孔型参数(表2)。
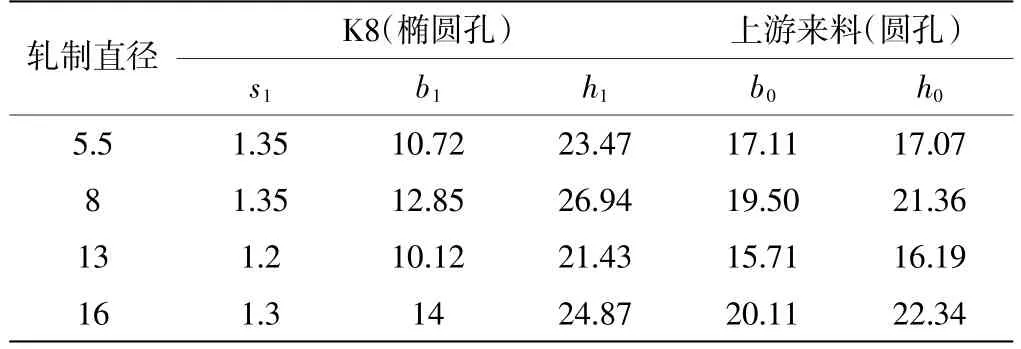
表2 孔型参数mm
2.2 轧制条件设定(表3)
2.3 钢种元素含量选取
根据生产实际选取材料为 30MnSi,B500B,70#,SWRCH42A,10B21,Q195,元素含量依据国家标准,同时考虑埃克隆德公式适用条件,对B500B,30MnSi适当修正,选取的元素值见表4。
3 基于轧制力和轧制力矩计算结果的分析结论
不同方案下轧制力和轧制力矩的计算结果见图2~图7,据此分析,可得到如下结论。
(1)根据图2,在轧制所述规格线材时,其中Φ5.5 mm,Φ13 mm的轧制力和力矩均分别<100 kN和1.5 kN·m,而Φ8 mm,Φ16 mm的轧制力和力矩均分别>112.79 kN和2.1 kN·m,特别是轧制力已大于图纸设计值。说明孔型对轧制力和力矩的影响较大,这一点与现场实际点检数据也吻合,当轧制前2种规格时设备振动值一般在2 mm/s以下,而轧制后2种时振动值都超过3.5 mm/s。
(2)通过图3,在料型尺寸变化量相同的情况下,上游K9架次变化的影响略大于K8架次,都使得轧制力和力矩不同程度地增大,当K9架次来料高度大0.2 mm时轧制力和力矩的提升幅度分别在4.4%~5.4%,说明应控制好上游来料尺寸和K8架次的压下量,避免增加不必要的设备负荷。
(3)根据图 4,在轧制 Φ8 mm 成品线速度在(70.5~85)m/s内每增大2 m/s,K8道次的轧制线速度相应地增大0.46 m/s,此条件下轧制力和力矩近似地以线性方式增大,变化率为0.95%,证明速度变化对其影响较小,实践也证明提速≤5 m/s时,设备的振动值基本不变,甚至会出现变小的现象。
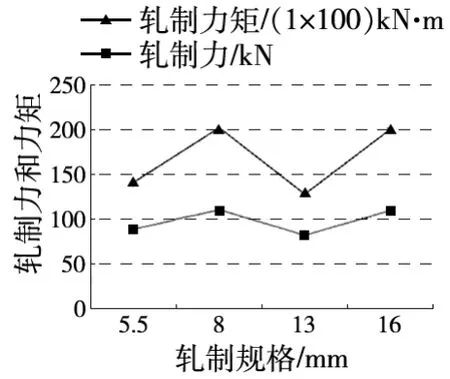
图2 孔型对轧制力和轧制力矩的影响

图3 压下量对轧制力和力矩的影响
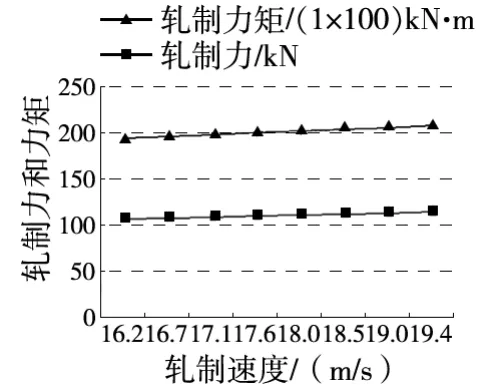
图4 轧制速度对轧制力和力矩的影响
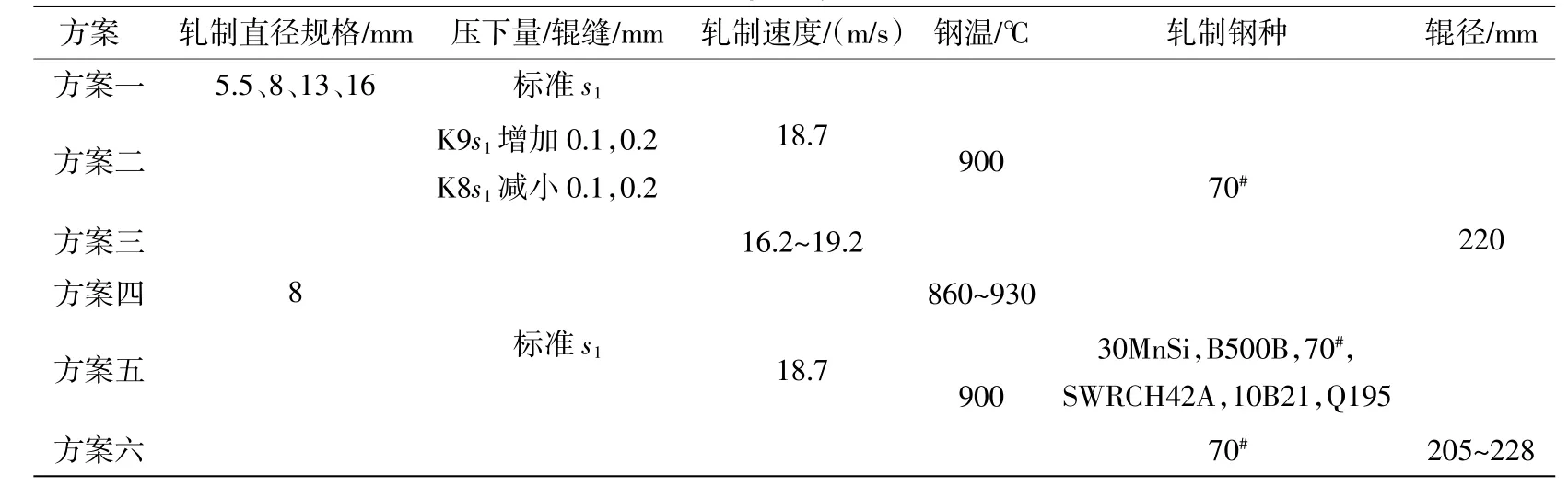
表3 轧制条件设定

表4 钢种的元素含量取值
(4)根据图5,当轧制钢温不同,温度变化10℃时轧制力和力矩的变化均在1.85%~2.17%。特别地当钢温<900℃时,轧制力即超过设计值112.79 kN,此时设备运行风险较大。
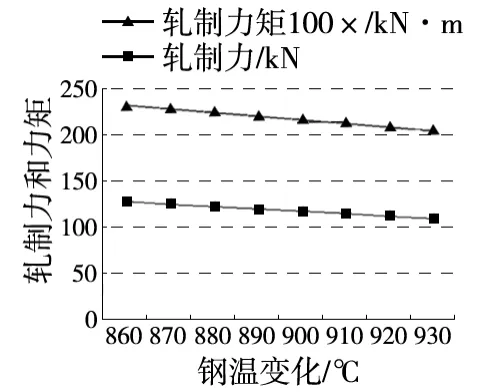
图5 轧制钢温对轧制力和力矩的影响
(5)根据图 6,在轧制70#,B500B,30MnSi含碳量高的钢种时,轧制力和力矩明显大于其他钢种,可见元素成分对轧制力和力矩的影响最大,这一点与现场的统计规律相符,即在轧制B500B,30MnSi时轧机故障率最高,表现为调整螺母断裂频繁。
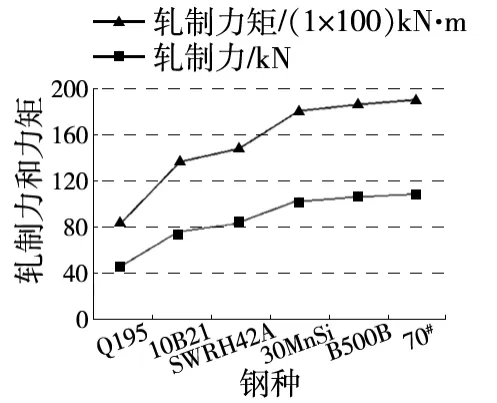
图6 轧制钢种对轧制力和力矩的影响
(6)根据图7得知,根据设定的辊径不同,在保持其他轧制条件不变的前提下,随着辊径变大,轧制力和轧制力矩的变化基本呈线性的增大。在钢温930℃、辊径为228 mm时,轧制力最大值达到了112.2 kN,接近设计值112.79 kN,此时设备已满载。
(7)通过对比分析孔型、速度、温度、钢种、辊径及调整误差等轧制条件的变化对于轧制力和力矩的影响,其中孔型和钢种影响最大,其次是钢温和调整误差,而速度变化影响最小;在轧制中当影响因素交叉重叠时会对设备造成显著影响,从而发生故障。

图7 辊径变化对轧制力和力矩的影响
4 基于分析结果的设备改进措施
(1)在轧制 C,Cr,Mn 含量高的钢种时,特别在轧制8 mm,10 mm,16 mm螺纹钢时,K8道次的轧制力和力矩最大,需密切关注设备的运行状态。
(2)在不同轧制条件下,偶尔会出现轧制力超标问题,须提高调整螺母的强度,故将其耳轴直径由18 mm加大至20 mm,并在根部增加半径5 mm的过渡圆角,避免应力集中。
(3)将调整螺母的材料用H62替代ZCuAl10Fe3,提高塑性变形能力,避免轧制中突然脆断。当调整螺母出现较大变形时可通过辊缝调整的灵活、松紧程度来判断调整螺母是否发生异常变形,从而提前发现问题并解决。
(4)在满足产品性能的前提下提高轧制温度,尽量不<900℃,在现场调整时减小测量误差,保证孔型参数的设计执行到位,从而降低轧制力和轧制力矩。
(5)在制定轧机保养周期时需根据不同轧制规格、钢种和吨位,灵活调节保养周期。
5 结束语
企业在满足市场需求、赢得竞争优势和追求利益最大化的过程中,不可避免地会尝试轧制各种标准、规格和钢种的线材,会根据特定的目标制定不同的工艺参数和轧制方法,设备管理必须最大限度地满足新品开发的需求。在设备维护管理过程中,必须依据轧制工况、工艺参数和设备本身的精度等具体问题,具体分析,从而开展针对性的预防维护,才能保障设备的平稳运行,提高生产效率。
猜你喜欢
上海金属(2022年6期)2022-11-25
山东冶金(2022年4期)2022-09-14
山东冶金(2022年3期)2022-07-19
钢管(2020年5期)2020-12-22
商品与质量(2020年23期)2020-10-09
重型机械(2020年4期)2020-06-29
中国金属通报(2019年5期)2019-07-11
天津冶金(2018年1期)2018-06-13
铁路技术创新(2016年2期)2016-05-26
轴承(2015年9期)2015-07-26
