
小型不锈钢杀菌锅焊接工艺改进
2018-05-30 01:49黄永娜陈连光武象伊晓丽
金属加工(热加工) 2018年5期
■ 黄永娜,陈连光,武象,伊晓丽

扫码了解更多
杀菌锅主要应用于食品、医药、饮料、化工等行业,是食品加工企业、研究所和大专院校开发新产品或进行杀菌工艺所必须的设备。随着现代社会的高速发展,人们对食品的卫生、口感要求越来越多,传统碳钢材料已不能满足人们需要,不锈钢材料已逐渐代替了碳钢材料。近年来,公司制作了多台不同规格不锈钢杀菌锅,主要出口美国以及南美市场,下面就多台小直径杀菌锅焊接工艺改进作简要介绍。
1. 杀菌锅制造情况
(1)杀菌锅规格及技术要求 杀菌锅筒身参数φ500mm×500mm×4mm;材料SA—240—304;设计压力0.35MPa;设计温度147℃ ;水压试验压力0.455MPa;介质为水蒸汽。
(2)初始焊接工艺 在焊接杀菌锅时,筒体直径较小,且壁厚较薄,优先采用手工钨极氩弧焊,单面焊双面成形。焊材选用ER308(φ2.4mm)。由于杀菌锅筒体两端为敞开式结构,故分别安装传动装置与旋转臂装置,设备内部安装杀菌篮及蒸汽装置。背面充氩气只能先封死两端,再将氩气充满整个筒体,且为防止打底焊道再受热后氧化,一般焊接填充层第一层时仍然要氩气保护,这就造成氩气大量浪费。同时,需将环缝用黏贴纸或其他材料整体密封起来,随着焊接的进行再将黏贴纸慢慢打开,不仅浪费大量时间,而且效率大大降低。同时,需要特别注意,封头为冷压成形,筒体下料长度相对封头中径周长增加一个板厚,以抵消封头焊接过程膨胀量。
(3)改进焊接工艺 将打底焊焊丝改为天泰焊材有限公司生产的自保护药芯焊丝TGFA—308L(φ2.5mm),填充盖面不变。不锈钢自保护药芯焊丝每千克的价格高于传统的焊丝三倍左右,单从这个方面讲,不锈钢自保护药芯焊丝成本明显偏高。但是,考虑到自保护药芯焊丝不用氩气保护,以及打底焊所用焊丝量较少,通过对比几台同样规格杀菌锅焊接成本,自保护药芯焊丝成本大大低于普通焊丝,且效率提高三倍以上,使公司生产量大大增加。
(4)打底焊操作要领 药芯焊丝打底焊难点在于不充氩气保护且要成形良好,如果方法掌握不当,会出现背面氧化、内凹、生丝、焊瘤及“搅熔池”等现象。采用药芯焊丝打底焊的工艺特点是保证药皮渗透到熔池背面,形成致密的保护层,使背面不受氧化,且单面焊双面成形,焊道冷却后焊渣自动脱落。基于这些特点宜采用手支撑摆动焊,不宜采用摇摆焊,焊缝间隙应稍微大于焊丝直径,以利于背面成形。为了最大程度发挥药芯焊丝打底焊的优点,焊工应熟练掌握焊接方法与技巧。
2. 焊接工艺评定
焊评根据ASME BPVC—IX—2015《焊接、钎接和粘接评定》制作,评定材料:SA—240—304,板厚8mm,评定最大覆盖厚度16mm,基本覆盖公司杀菌锅板厚范围,焊接位置1G。具体参数如附表所示。
3. 试验结果及分析
(1)外观检测 焊缝外观成形美观,焊缝宽度及高度合适,无表面裂纹、咬边、表面气孔等焊接缺陷。
(2)无损检测 根据ASME BPVC—V—2015《无损检测》,经检测焊件全部合格。
(3)力学性能检测 根据标准ASME BPVC—IX—2015《焊接、钎接和粘接评定》切取两个拉伸试样、两个面弯试样和两个背弯试样,结果显示断裂位置全部位于母材,塑性断裂、抗拉强度平均值分别为700MPa和680MPa,满足ASME BPVC—II—2015 A篇技术要求(抗拉强度≥515 MPa)。弯曲结果表明,在焊缝及热影响区均未产生任何裂纹,全部合格。
(4)金相检测 宏观金相检测一般分为热酸腐蚀和冷酸腐蚀两种,本文选择冷酸蚀试验法来制备宏观金相。配置硫酸铜盐酸水溶液,比例为硫酸铜5g,浓盐酸和蒸馏水各15mL。从图1宏观金相照片中可以看出,两种焊接方法均没有出现气孔、夹渣等缺陷,焊缝成形良好且能明显看出多层焊层间的界限。

图1 宏观金相
从图2的焊缝组织金相照片可以看出,焊缝组织基体为奥氏体,同时有少量的铁素体析出。GTAW打底焊道晶粒方向性较强,这是由于GTAW填充盖面焊与打底焊焊接方法相同,填充焊道对打底焊道的晶粒生长方向影响不是很大,只是促使其沿原方向长大;总体来看:打底焊晶粒多为树枝晶,方向性较强,盖面焊晶粒多为等轴晶,晶粒大小均匀,打底焊晶粒比盖面焊粗大,这可能是由于打底时没有预热,盖面时打底焊已对母材进行了一定程度的预热所致。
(5)晶间腐蚀试验 试样在硫酸-硫酸铜溶液中微沸16h,弯曲角度180°,弯曲后的试样在10倍放大镜下观察,没有发现因晶间腐蚀而产生的裂纹。
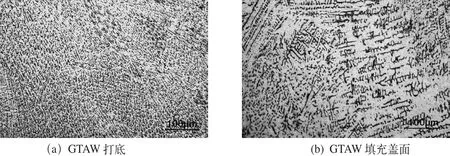
图2 焊缝组织金相照片

焊接参数表
4. 结语
(1)采用不锈钢自保护药芯焊丝打底可实现杀菌锅背面免充氩工艺。焊缝力学性能试验和晶间腐蚀试验检测结果均符合技术要求,解决了小直径杀菌锅焊接时背面充氩困难的难题。
(2)与普通焊丝背面充氩保护打底焊相比,不锈钢自保护药芯焊丝打底焊具有成本低、效率高的特点,可广泛推广应用。
(3)薄壁杀菌锅制作过程应特别注意筒体下料尺寸,同时需要焊工针对药芯焊丝焊接方法进行培训,以达到较好效果。
(4)此种焊接工艺制作的杀菌锅已出口南美市场将近4年,至今工作一切正常。
[1] 黄方静,等.碳钢材质杀菌锅腐蚀失效分析与改进[J].山西化工,2015,35(3):58-59.
[2] 周文武.杀菌锅综述及选型要领[J].中国机械,2016(4):56-57.
猜你喜欢
橡塑技术与装备(2022年9期)2022-09-05
电焊机(2022年5期)2022-06-01
冶金能源(2022年1期)2022-02-18
核科学与工程(2021年4期)2022-01-12
化工管理(2021年7期)2021-05-13
水泥技术(2021年2期)2021-04-20
农村实用技术(2021年1期)2021-02-27
装备制造技术(2020年1期)2020-12-25
金属加工(热加工)(2020年9期)2020-11-04
中华胃食管反流病电子杂志(2017年2期)2017-10-27
