
基于工业机器人的Q235钢板焊接工艺研究
2018-05-30 01:49张银辉王冬云
金属加工(热加工) 2018年5期
■ 张银辉,王冬云

扫码了解更多
1. 概述
随着中国制造2025发展战略的纵深推进,“机器换人”已经成为当前制造型企业进行供给侧改革的主要途径。以焊接为例,具有工作环境恶劣、重复劳动强度大、人工工资高的特点,是“机器换人”的重点工种。长期以来,我国生产的焊机还大部分以手工弧焊机为主,自动化水平远低于欧美日韩等发达国家。随着工业机器人的广泛应用,焊接机器人也逐渐成为中小企业关注的重要内容。相比于手工焊接,工业机器人焊接具有焊接质量好、效率高、劳动强度低、易于实现自动化等优点,在国内外焊接领域中发展很快,在生产中的应用日趋广泛。为了进一步研究焊接机器人的加工工艺,本文以Q235钢板焊接为研究对象,分析了手动、机器人两种焊接工艺手段对焊缝成形质量及焊缝成形特征,并开展了试验研究。通过试验结果,分析了焊缝成形质量的影响因素。
2. 焊接机器人的组成
焊接机器人由机械、传感和控制三大部分组成,分为伺服驱动、机械本体、计算机控制、传感系统、输入输出(I/O)和人机交互六个子系统组成。机械部分是机器人的骨骼和肌肉,包括伺服驱动和机械本体两个子系统。本次研究所用的KUKA机器人型号为KR5 R1400,控制柜KR C4 smallsize,焊机为麦格米特—Artsen PM400,送丝装置WF1—50Z,焊枪TBi ROBO 7G(空冷经济型机器人焊枪)。
3. 试验材料及工艺方法
手工气体保护焊和机器人气体保护焊的被焊母材均选用250mm×40mm×12mm的Q235钢板, 焊边开30°坡口(钝边0.3~0.5mm)。焊机型号均为麦格米特—Artsen PM400型直流逆变电焊机, 焊丝牌号为上海大西洋CHW—50C6,焊丝直径为1.2mm,保护气体流量为每分钟15L,CO2气体纯度约99.7%,焊件根部装配间隙始端2mm、终端3mm。研究焊缝成形特征时,选用同样的焊接参数对被焊母材进行表面堆焊,在焊缝的典型位置处取样,并将其打磨、抛光和腐蚀,以便于观察和测量。手工CO2气体保护焊的焊接参数如表1所示,机器人焊的焊接参数如表2所示。由表1、表2 可知,由于手工保护焊是人工操作,焊接电流可通过焊机控制,但焊接电流不能稳定、精确地控制,焊接电流的稳定性取决于操作者的水平和熟练程度,以及操作时的主客观因素。并且手工焊接速度是否稳定且匀速,也取决于操作者的技术水平和诸多主客观因素,只能通过焊缝长度除以焊接时间来计算平均焊接速度。相比之下,机器人焊接能实现自动化焊接,焊接电流、电弧电压、焊接速度等参数可稳定精确地控制。
4. 试验结果与分析
(1)焊缝外观成形特征 手工焊与机器人焊盖面层成形对比如图1、图2所示,盖面层成形对比如图3所示。针对填充层焊缝,机器人焊接可通过调节参数(增大打底层焊缝摆动宽度)省去填充层,故机器人焊接不仅可节省焊接时间而且还减少了层间缺陷产生的几率。通过对比可知,机器人焊接相比手工焊的焊缝成形美观、质量高。
通过手工焊与机器人焊焊缝外观尺寸测量对比可知:一个熟练焊工正反面焊缝质量为Ⅰ至Ⅱ级;而机器人焊正反面焊缝在参数试验成功的情况下,焊缝质量均为Ⅰ级。
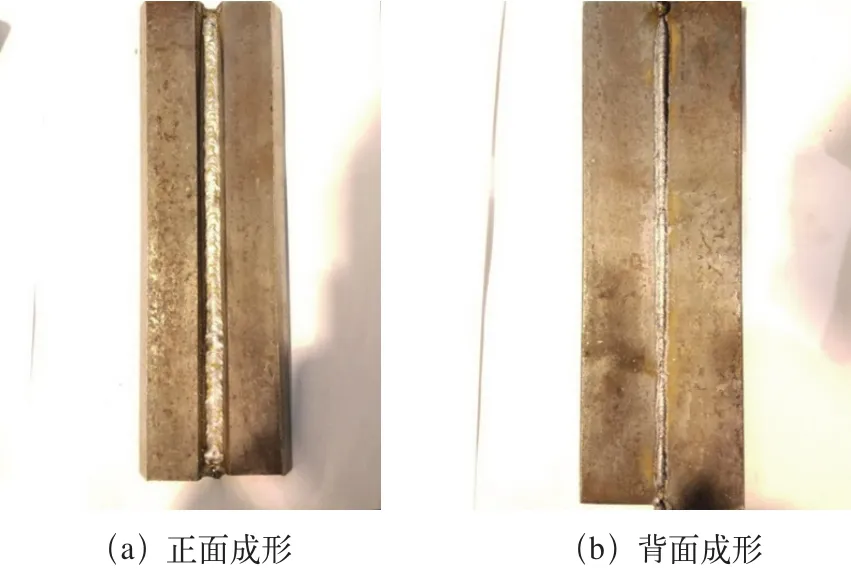
图1 手工焊打底层成形
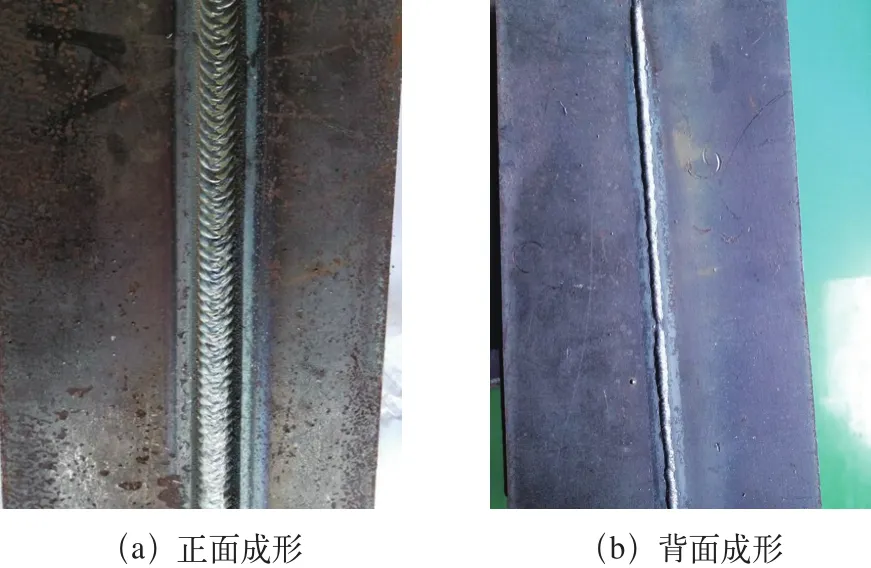
图2 机器人焊打底层成形
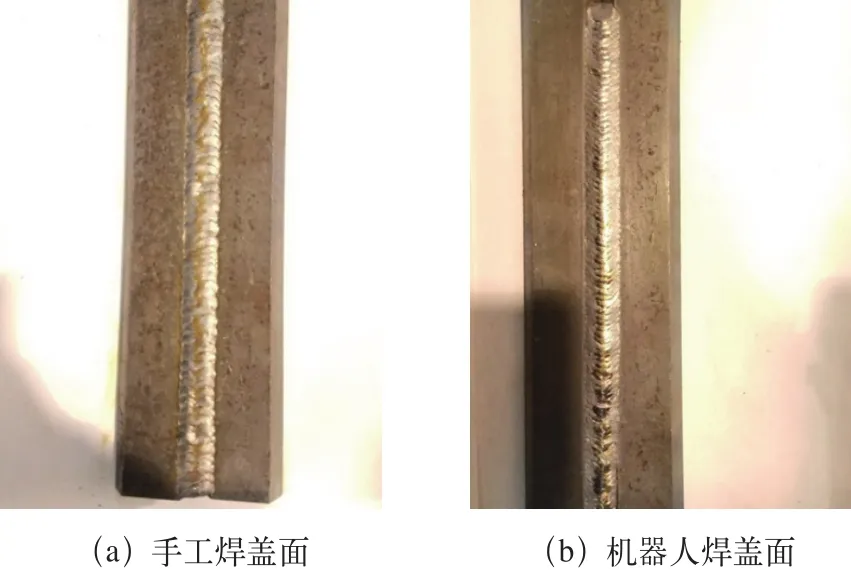
图3 盖面焊成形

表1 CO2气体保护焊焊接参数

表2 机器人焊接参数
(2)焊缝内部成形特征 对手工气体保护焊和机器人气体保护焊的焊缝横截面进行内部金相试验。将手工焊件焊缝的典型位置处取样D1、D2,将机器人焊件取样E1、E2,并将其打磨、抛光和腐蚀,以便于观察和测量。焊缝内部拍片质量如图4、图5所示。
综合上述,手工气体保护焊和机器人气体保护焊焊缝外观成形和内部成形照片可看出差异较大,手工气体保护焊焊缝表面粗糙,焊缝高低差、宽窄差不一,内外均存在缺陷;而机器人气体保护焊焊缝表面波纹细致、美观,焊缝平直,高低差、宽窄差基本一致。原因是手工气体保护焊无法实现自动化焊接,人为操控导致焊接过程中各参数无法精确稳定的控制,结果焊缝表面和内部质量不如机器人气体保焊好;此项研究中机器人焊接相比手工焊(除去根部点固焊时间、层间清渣时间),单件焊接省时1min,层间冷却省时5~8min,共计省时6~9min。
5. 结语
(1)手工气体保护焊与机器人气体保护焊比较,一个熟练焊工焊接多道焊缝,在规定时间和有效测量范围测得质量能达到Ⅰ至Ⅱ级,测得内部金相试验可能出现气孔、未熔合等缺陷;机器人自动焊接设备在经过多次调试参数,试验成功后焊接多道焊缝,在规定时间和有效测量范围测得质量能达到Ⅰ级,测得内部金相试验无缺陷。

图4 手工焊焊缝内部拍片
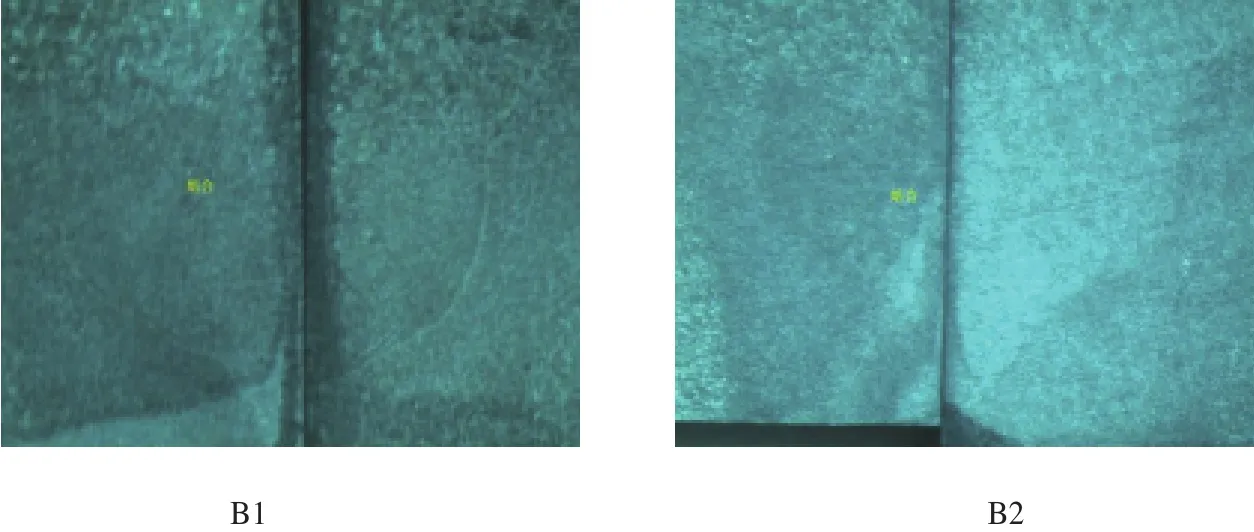
图5 机器人焊焊缝内部拍片
(2)为提高效率,机器人CO2气体保护焊焊接多道焊缝可通过调节运动参数减少或省去填充层焊缝,相比手工焊就很难保证背面和层间焊道的焊缝质量,故机器人焊接节省焊接时间、减少了层间缺陷产生的可能。
(3)机器人焊接相比手工焊接劳动条件优越,生产率高、劳动强度小、劳动环境好,是未来发展的趋向。
[1] 金碚. 中国制造2025. 北京:中信出版社,2015.
[2] 吴林,王麟书,陈善本. 我国焊接行业的现状与发展趋势[A]. 第八次全国焊接会议文集第一册[C]. 北京:机械工业出版社,1997:3.
[3] 许志安. 焊接实训. 北京:机械工业出版社[M]. 1997:97-99.
[4] 叶志平. 焊接工艺因素对焊缝成形影响的分析[J].煤矿机械,2004,25(12):96-97.
[5] 李振岗,等. 基于机器人CO2气体保护焊的直接堆焊成形研究[J]. 焊接技术,2007,4:17-20.
猜你喜欢
机电安全(2022年4期)2022-08-27
石油沥青(2021年4期)2021-10-14
设备管理与维修(2021年23期)2021-02-10
山东交通科技(2020年1期)2020-07-24
机电安全(2020年11期)2020-07-21
制造技术与机床(2019年12期)2020-01-06
模具制造(2019年4期)2019-12-29
振动工程学报(2019年2期)2019-05-13
制造技术与机床(2018年9期)2018-09-19
滇池(2017年5期)2017-05-19
