
一种进口与国产焊丝在地铁转向架S355J2W耐候钢板焊接中的应用
2018-05-30 01:49尤君白丽杰胡苏磊杨红伟
金属加工(热加工) 2018年5期
■ 尤君,白丽杰,胡苏磊,杨红伟

扫码了解更多
1. 概述
S355J2W耐候钢与转向架构架常用的P355NL1结构钢强度相当,但前者在耐大气腐蚀性能上具有明显的优势。转向架构架作为现代轨道车辆的核心部件,同时也是承受动载荷的焊接结构,因其特殊的服役环境不仅要求结构、强度可靠,而且还兼具耐候性,这使得S355J2W耐候钢越来越多的被用在地铁转向架构架的焊接中。进口焊丝性能优异,但是价格高昂,采购周期不可控,因此有必要选用一种可以替代的国产焊丝。
本试验遵循等成分等强度的原则,分别选用一种进口焊丝与一种国产焊丝对地铁转向架用S355J2W耐候钢进行焊接试验,通过对比分析各自焊接接头的性能差异,为实现公司地铁转向架焊接材料的国产化提供技术储备和依据。
2. 试验用材料与要求
(1)母材 试验材料选取两组共计6块转向架构架车间焊接工艺评定用S355J2W耐候钢标准试板,产品成分及规定极限值的允许偏差执行EN10025-5标准,钢板化学成分如表1所示,力学性能如表2所示。
(2)焊材 结合车间生产实际并遵循等成分等强度的原则,国产焊丝选用上海大西洋焊接材料有限责任公司生产的CHW—55CNH型铁道车辆用高强度耐大气腐蚀钢用镀铜气体保护焊丝;进口焊丝选用ESAB品牌的ISO14341-A:G 42 4 M21 Z ϕ1.2mm焊丝,两种焊丝的化学成分及力学性能如表3和表4所示。
(3)接头形式及焊接参数 焊接试板尺寸为350mm×150mm×12mm,对接焊缝采用MAG焊接,保护气体为80%Ar+20%CO2,在焊接之前用钢丝刷将焊缝及其周围两侧各20mm范围内彻底清理干净,不应有任何油脂、污渍、油漆标记、氧化皮和其他杂质。焊接完成后进行清渣处理,焊接接头形式及焊接参数如表5所示。

表1 S355J2W钢板的化学成分(质量分数) (%)

表2 S355J2W钢板的拉伸、弯曲性能指标
两组试板焊接完成后按照ISO5817标准进行外观检查,然后制取金相试样进行宏观及微观金相检验,研究焊接接头区域组织的变化;采用数码金相显微镜进行金相分析(按ISO17639标准执行);采用电子万能拉伸试验机进行拉伸试验(按ENISO4136标准检测);在JB-300B300/150型冲击试验机上进行冲击试验(按ENISO9016标准检测);采用HVS—30维氏硬度计进行维氏硬度检测(按ISO9015-1标准检测),加载10kg,加载时间15s,每间隔1mm打一个点。

图1 试件宏观金相
3. 试验结果及讨论
(1)试样宏观金相 焊接试样的宏观金相组织如图1所示,从图中可以看出接头焊缝熔合良好,焊缝表面无咬边、气孔、未熔合等缺陷,外观质量满足ISO5817 B级标准要求。

图2 接头不同区域金相显微组织

表3 两种焊丝的化学成分

表4 两种焊丝的力学性能
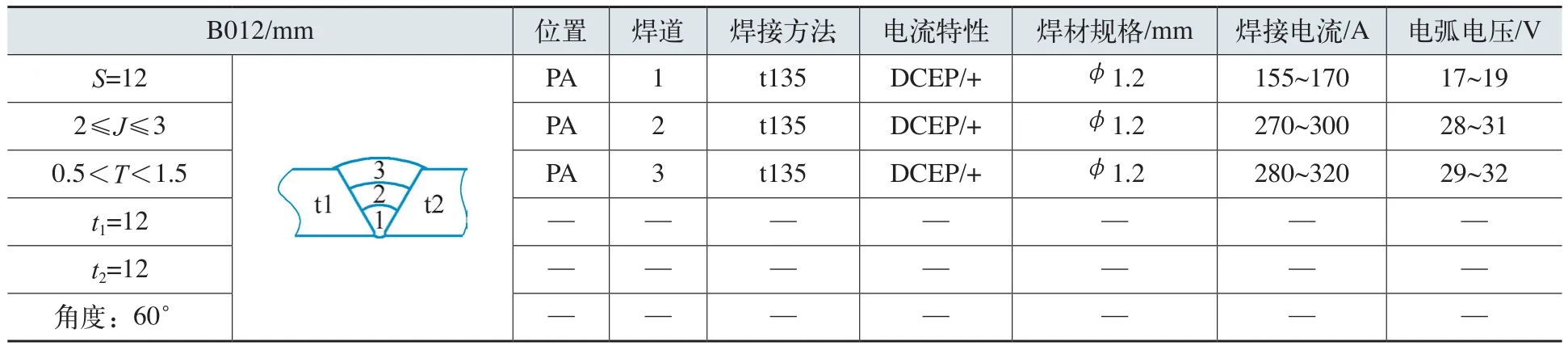
表5 试板焊接参数
(2)试样微观金相 焊接接头各区域金相显微组织分别如图2所示。图2a焊缝区显微组织均为白色先共析条状铁素体,少量无碳贝氏体,晶内则是针状铁素体和珠光体,细小点状粒状贝氏体,1#试样组织最优异;图2b熔合区是接头中最薄弱区,熔合线区晶粒大小不均匀,靠近过热区一侧晶粒粗大,靠近焊缝一侧晶粒较小;图2c过热区为珠光体和沿奥氏体晶界析出的块状先共析铁素体,晶粒内部为少量细小粒状贝氏体;图2d正火区为比母材区更为细小均匀的铁素体和珠光体组织。
(3)拉伸试验结果 图3为两组平板试样在拉伸后的宏观形貌,各个试样抗拉强度值、伸长率、断裂位置如表6所示。
从测试结果可以看出,平板拉伸试样经历了塑性变形、颈缩、出现微裂纹、微裂纹扩展直至瞬间剪断断裂的过程,所有试样最后断裂都在母材金属处,说明这种焊接接头的薄弱部位为母材,同时也证明该焊接接头具有良好的拉伸性能。此外,两组试样的拉伸强度、断面伸长率基本相等,测试值远远高于S355J2W母材要求的最低极限值,两种接头的抗拉性能均满足使用及相关标准要求。
(4)冲击试验结果 表7为两组试样的冲击试验结果。从表中数据可以看出,在-40℃时两种焊接接头的焊缝、热影响区的冲击吸收能量平均值均在190J以上,可见焊接接头具有良好的冲击性能。测试值均远远高于S355J2W母材要求的最低极限值,冲击性能均满足使用要求。
(5)硬度试验结果 按图4对两组试样进行维氏硬度测试,测试结果如图5所示。
从图5中可以看出,两种接头的硬度由母材到焊缝均是呈先增加后降低的趋势,母材至正火区至过热区硬度依次升高,至焊缝硬度降低,硬度峰值在过热区,焊缝硬度均高于母材。
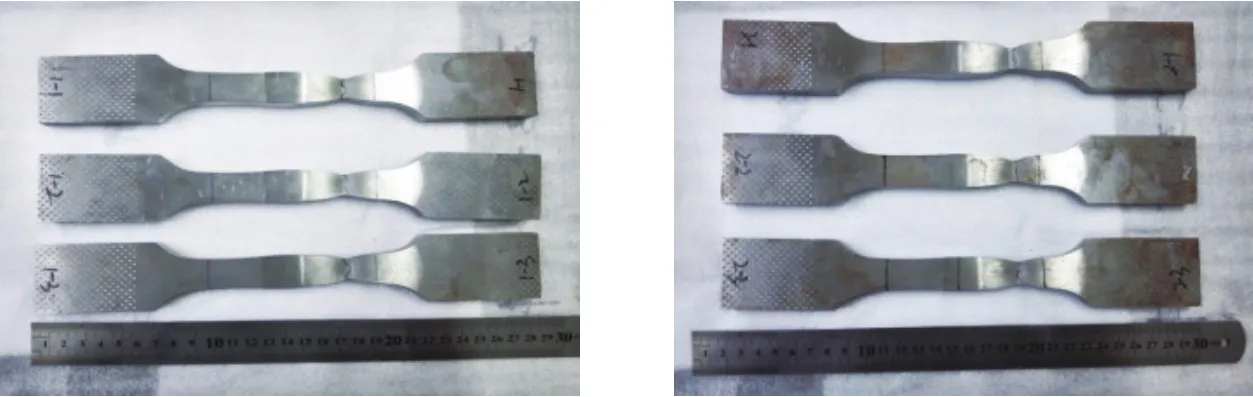
图3 两组试样拉伸测试宏观形貌
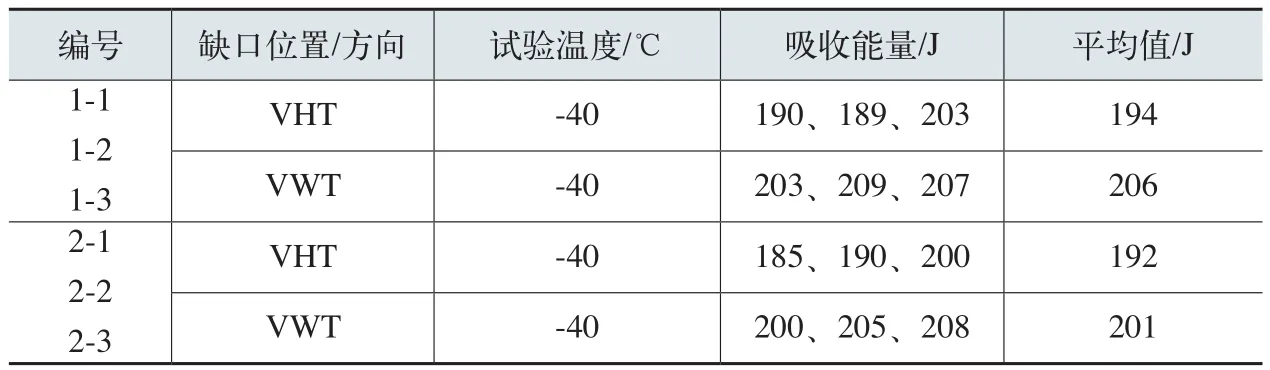
表7 冲击试验结果

图4 维氏硬度测试位置
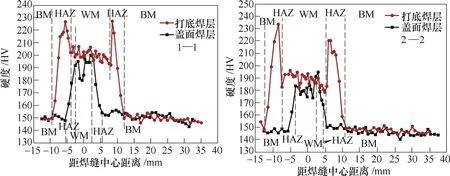
图5 硬度测试结果
4. 结语
(1)在实际生产中,对于碳钢及低合金高强钢应该遵循等化学成分、等强度匹配的原则下进行焊丝选配。
(2)地铁转向架构架用S355J2W耐候钢板能与成分、强度相同的进口焊丝ISO14341-A:G 42 4 M21 Z φ1.2mm及国产焊丝CHW—55CNH形成良好的焊接接头,且二者力学性能相当,均能够满足焊接构架的使用性能要求。
[1] 王君杰.转向架构架焊接接头组织与性能研究[D].大连:大连交通大学,2007.
[2] 张晓波,等. 980MPa级低碳贝氏体高强钢MAG焊接接头不同试样的拉伸断裂机理[J].焊接学报,2012,36(2):19-23.
[3] 李亚江.焊接组织性能与质量控制[M].北京:化学工业出版社,2005.1.
猜你喜欢
电焊机(2022年5期)2022-06-01
建材发展导向(2021年7期)2021-07-16
探索科学(学术版)(2020年4期)2021-01-18
上海金属(2020年6期)2021-01-04
中华养生保健(2020年3期)2020-11-16
金属加工(热加工)(2020年9期)2020-11-04
四川冶金(2019年5期)2019-02-18
电子制作(2018年17期)2018-09-28
中华诗词(2018年1期)2018-06-26
海峡科技与产业(2016年6期)2016-04-17
