
曲柄式剪板机剪切机构运动特性分析
2018-05-25 01:43张效杰
山西冶金 2018年1期
张效杰
(山西太钢哈斯科科技有限公司, 山西 太原 030100)
目前,我国型材生产线项目正在大批量上马,尤其是大型棒线材生产线占的比重更大,剪切机是连续式轧制生产线上不可缺少、非常关键的设备。剪切机通常安装在线材连轧机、型钢、钢板连轧机和钢坯连轧机等轧制线上,用来剪切轧件头部、尾部或将轧件剪切成定尺长度。在冷、热带钢车间的横剪机组重剪机组镀锌机组和镀锡机组里,也配置有各种不同类型的剪切机,将带钢剪切成定尺长度或规定质量的钢卷。它主要的优点是切口断面比较平直,切口挤压现象比滚筒式剪切机小,跟一般铡刀剪类似。但是剪切过程中水平惯性力较大,因此比较适合中低速剪切,一般不超过8 m/s。曲柄式切头剪切机剪切力比滚筒式剪切机稍高,而且刀片具有前倾斜角,实际最大剪切力还可以减小。但是其结构尺寸比较大,在机组上更换刀片[1-2]。
1 剪切机构
剪切机构由上剪切机构、下剪切机构组成,剪切机构示意图如图1所示。上剪切机构由上摆杆、上剪毂、上曲柄轴装配、上剪刃装配等组成。上摆杆、上剪毂、上曲轴装配三者组成了1个四连杆机构。上摆杆一端通过一对滚动轴承铰接在上横梁上,另一端通过一对滚动轴承铰接在上剪毂的一端。上剪毂做成开口式,在其内壁上装有一对滑动轴承。上剪毂一端通过一的通过一对滚动轴承与上摆杆连接,另一端将上曲柄轴放入,用上压盖压紧,压盖与剪毂用螺栓把合。上曲柄轴装配主要由上曲柄轴、滚动轴承、透盖、端盖等组成,上曲柄轴是一根具有偏心距的曲轴,其两端通过2个滚动轴承安装在机架上,传动端与减速机输出轴相连。上剪刃装配由上刀架、上剪刃、垫片、上挡块等组成,上剪刃采用人字形剪刃,这种剪刃形状有利于带材的自动对中,剪切力较小。下剪切机构由下摆杆、下剪毂、下曲柄轴装配、下剪刃装配等组成。下摆杆、下剪毂、下曲轴装配三者组成了1个四连杆机构。下剪切机构结构与上剪切机构基本相似,只是下摆杆的固定端与剪刃间隙调整装置相连[3-4]。
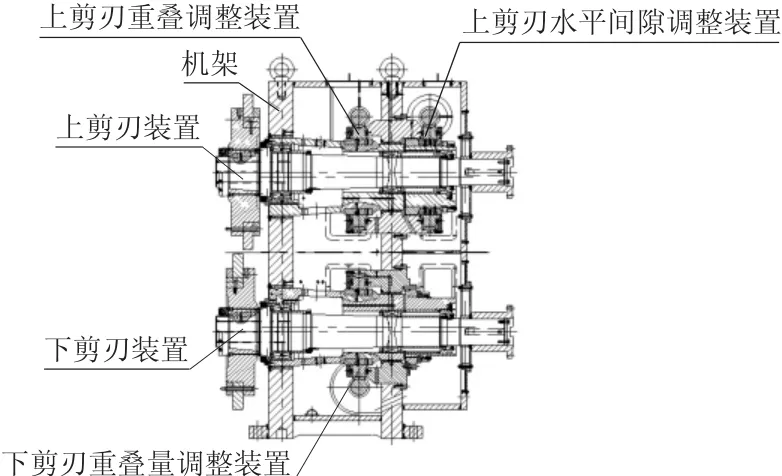
图1 剪切机构示意图
2 剪切结构的运动特性
曲柄式剪切的剪切结构为四连杆机构,所以应用解析法分析平面连杆机构可求出该连杆机构各点的位移变化。
如图2所示,四杆机构各边矢量方向得:

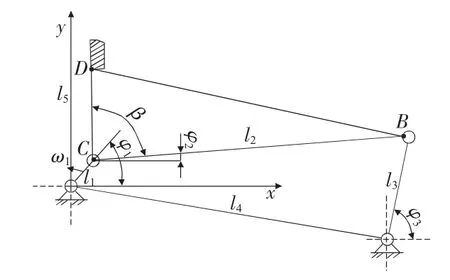
图2 四连杆机构位移示意图
分别在x轴和y轴上的投影:


消去φ2后得:

为了求解φ3,将φ3用三角函数表示,变换公式:

带入上式得:

解出:

或者:
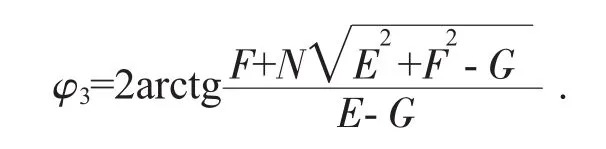
式中:N为符号系数。当△BDC三顶点顺序为逆时针方向,N=1;反之 N=-1当求出 φ3后,再确定 φ2:

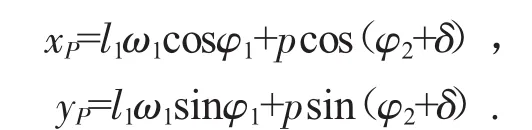
连杆2上剪刃与钢板接触点P的坐标:
根据实际情况参数的取值如下:
下剪切机构:l1=270 mm、l2=2 504.496 mm、l3=850 mm、l4=2 536.710 5 mm、xD=2 500、yD=-430、p=1 034.7 mm、δ=86.566°;上剪切机构:l1=270 mm、l2=2 504.496 mm、l3=850 mm、l4=2 536.710 5 mm、xD=2 500、yD=-430、p=990 mm、δ=86.566°。
根据上式得出φ1-φ2关系如图3,通过跟踪一个
点的运动形式,输出轨迹变化见图4所示。
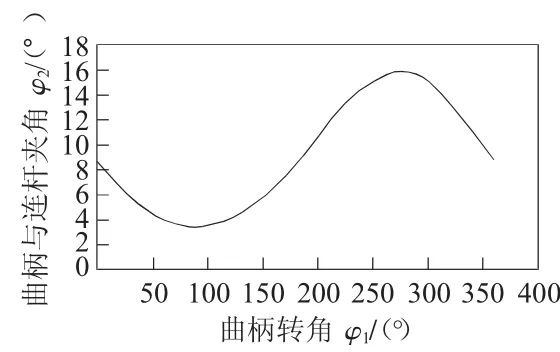
图3 φ1-φ2关系图

图4 轨迹变化图
根据以上公式和图4可以看出,曲柄式切头剪切的剪刃运动轨迹为一椭圆形结构,在上下剪刃同时接触钢板时,上剪刃的水平速度要高于下剪刃的水平速度。
3 结语
通过把曲柄式切头飞剪剪切机构的杆件简化成曲柄四连杆机构,对杆件结构在工作过程中的位移变化,得到曲柄式切头飞剪的剪刃运动轨迹为一椭圆形结构,这对提高曲柄式切头飞剪机的效率具有重要的作用。
[1]贾海亮,刘邱祖,双远华,等.一种圆盘剪剪切力测试的模拟实验装置研究[J].山西冶金,2010(1):7-8;11.
[2]任志峰,孟繁霞,楚志兵.LS-DYNA在滚切剪剪切力计算中的应用[J].山西冶金,2010(1):7-9.
[3]景群平,贾海亮,双远华,等.切边圆盘剪剪切过程的数值模拟和实验研究[J].塑性工程学报,2010(5):32-36.
[4]傅田,赵柏森.两圆盘间磁流变液剪切传动特性分析[J].机械传动,2014(4):109-113;118.
猜你喜欢
橡塑技术与装备(2022年10期)2022-10-03
水利科技与经济(2021年11期)2021-12-04
设备管理与维修(2021年16期)2021-10-09
设备管理与维修(2019年22期)2019-12-19
中南大学学报(自然科学版)(2016年2期)2017-01-19
浙江大学学报(工学版)(2016年2期)2016-06-05
铁道通信信号(2016年10期)2016-06-01
重型机械(2016年2期)2016-03-21
冶金设备(2014年2期)2014-05-28
油气田地面工程(2014年5期)2014-03-09
