
Comparison of the effect of carbon,halloysite and titania nanotubes on the mechanical and thermal properties of LDPE based nanocomposite films
2018-05-25 19:07KhaliqMajeedMariamAlAliAlMaadeedMoustafaZagho
Khaliq Majeed *,Mariam Al Ali AlMaadeed **,Moustafa M.Zagho
1 Center for Advanced Materials,Qatar University,PO Box 2713,Doha,Qatar
2 Department of Chemical Engineering,COMSATS Institute of Information Technology,Lahore,Pakistan
3 Materials Science and Technology Program,Qatar University,PO Box 2713,Doha,Qatar
1.Introduction
Since the first successful formation of carbon nanotubes(CNTs)by Iijima in 1991,the molecular geometry not only inspired the field of nanotechnology,but also proved to be a landmark of materials science and technology[1,2].These CNTs have potential to reinforce various polymer matrices and to enhance/impart material-specific properties[3,4].These features revived intensive research and development for nanotubular geometries of other systems and among others,a number of transition metal oxides were also reported to form nanotubular arrangements[5].Among all transition-metal oxides,titanium dioxide(TiO2,titania),nanotubes found immediate interest,mainly due to the perspective of using the structures to enhance performance properties in solar cells and personal care products[6].Formation of nanotubular geometries(arrangement of the material in some micrometer long tubes with a diameter of only a few nanometers)stimulated immense research activity in past few decades which is evident from the large volume of the literature available on the subject.The main reason for this interest is,except for scientific curiosity,the anticipated economic impact in the form of applications that are based on specific physical features of these one dimensional materials[7,8].Besides these nanotubular materials,halloysite nanotubes(HNTs)are another tubular nanostructure having high surface area with predominantly hollow structure.Besides these physical characteristics,HNTs are naturally occurring ‘green’materials and these clay nanotubes are available inexpensively in thousands of tons from natural deposits.
Recent decades have witnessed a new-class of particle- filled materials represented by nanocomposites.Nanocomposites exhibit significantly improved properties compared to macroscale counterparts and the improved properties rely on uniform dispersion of fillers having at leastone dimension in the nanoscale range.Compatibility between filler and matrix material is considered as key to attain uniform dispersion of fillers.Improved properties can include,for example,increased strength and modulus,enhanced thermal stability and reduced permeation of gases/vapors through the nanocomposites[9-11].Apart from the uniform distribution of fillers into matrix material,their loading level and aspect ratio are also relevant parameters which contribute significantly to modify the properties of resulting nanocomposites.There is a variety of nano filler shapes:platy,spherical,and elongated structures.One can distinguish among these fillers on the basis of their number of dimensions in nanometer range and these different geometries ascribe their role in different ways when used as reinforcing filler.Among all the available potential shapes,one dimensional elongated structures are extensively studied as reinforcing fillers and have gained particular interest due their unique geometry and high aspect ratio[11-14].
Polyethylene(PE) films are used in many applications,including packaging,agriculture and merchandising.Itholds a prominent position in film forming materials owing to their easy processability,high flexibility,impact toughness,high resistance to moisture and low production cost[15,16].Low density polyethylene(LDPE)has a branched structure in the main chains which prevent packaging of the chains in a crystalline structure and lead to a low crystallinity percentage compared to other types of PE.To date,the main efforts in PE nanocomposites have been focused on the development of nanocomposites with platy structures as indicated by literature review.Although there are some reported studies about the properties of aforementioned one-dimensional hollow nanostructure reinforced polyethylene nanocomposites[17-19],comparative investigation about the morphological,mechanical and thermal properties of these nanotube filled LDPE nanocomposites has seldom been reported.
In this work,we report a comparative study of LDPE nanocomposites with three different types of nanotubes:carbon nanotubes,titania nanotubes and halloysite nanotubes.The effectiveness of the nanotubes,as determined by the morphological,mechanical and thermal properties,is discussed.
2.Materials and Methods
2.1.Materials
Three different nanotubes:carbon nanotubes(CNTs),titania nanotubes(TNTs)and halloysite nanotubes(HNTs)were used as reinforcing fillers.CNTs(724769-25G)and HNTs(685445-500G)were purchased from Sigma-Aldrich while TNTs were prepared by a hydrothermal process using 99.8%Titanium oxide,anatase powder(Sigma-Aldrich,232033).Low density polyethylene(LDPE,MFI=0.3 g per 10 min and density=0.92 g·cm-3)was supplied by Qatar Petrochemical Company(QAPCO).Maleic anhydride grafted polyethylene(MAPE,Sigma-Aldrich,456632-250G)was used as a compatibilizing agent.
2.2.Synthesis of TNTs
Hydrothermal method was used to synthesize TiO2nanotubes[20].1.2 g of TiO2powder(anatase)was added in 20 ml of 10 mol∙L-1NaOH solution followed by vigorous stirring for 30 min in a Te flon beaker.The suspension wasthen transferred to a Te flon lined autoclave and heated in a preheated oven at130°Cfor10 h and then allowed to coolto roomtemperature.The extracted sample was washed with 0.1 mol·L-1HCl solution and then distilled water until the solution became neutral.After washing,the solution was dried in an air circulating oven at105°C for 4 h.The sample was then ground into fine powder and calcined at 400°C for 5 h in order to obtain highly crystalline TNTs[21].
2.3.Nanocomposite film preparation
Nanocomposites containing 3 wt%nanotubes and 97%LDPE were prepared by a Brabender Plastograph EC batch mixer,operating at180°Cfora totalduration of7 min.Owing to incompatibility between the LDPE matrix and the fillers,MAPE was used as a compatibilizing agent[3,22]and its amountwas constant(3 parts per hundred composites,phc).Different compositions were designated as PE-X and PE-X/C where PE represented the presence of LDPE,X represented the reinforcing nanotube(CNT,TNT or HNT)and C indicated the presence of the compatibilizer.The compounded nanocomposite lumps were compression molded to prepare thin films by pressing the samples at 200 MPa and 180°C for 5 min.
2.4.Experimental techniques
2.4.1.Morphological characterization
Surface morphology and dispersion ofnanotubes in the LDPE matrix were examined using field emission scanning electron microscopy(FE-SEM,Nova NanoSEM 450,FEI).The surfaces of samples were gold coated before the examination.
2.4.2.Contact angle measurements
Hydrophilic ity of nanotu bes reinforced LDPE nanocomposite films and their wettability characteristics changes with the addition of MAPE into the LDPE/nanotube system were analyzed by water contact angle measurements.The measurements were performed using OCA 35(Data Physics Instruments GmbH,Germany)equipped with an automatic video-based contact angle device.The characterization was performed at room temperature and the reported results are average of the measurements at five different points with standard deviation in parenthesis.
2.4.3.Mechanical measurements
Mechanical measurements(tensile and tear testing)were performed using Lloyd's universal testing machine(LF Plus,LLOYD,Ametek Inc.,England)and the samples'thickness was measured using a digital micro-meter(Mitutoyo,Japan).The tests were carried out as per ASTM standards.Five replicates were tested for each sample formulation and reported results are mean with standard deviation.
2.4.4.Thermal properties
Thermogravimetric analysis(TGA)and differential scanning calorimetry(DSC)were used to study the thermal stability,and the melting and crystallization behaviors of samples using concerned thermograms.The thermograms were obtained under nitrogen environment.Crystallinity(Xc)ofthe composite samples was calculated by using the following relation
where
ΔHfHeat of fusion of the nanocomposite sample
ΔH100%Heat of fusion of 100%crystalline polyethylene(293 J·g-1[17])
WLDPEmass fraction of LDPE in the nanocomposite sample.
3.Results and Discussion
3.1.Morphological and crystallographic characterizations of TNTs
The microscopic view ofthe TNT starting materialthat is the anatase powder,is shown in Fig.1a.The micrograph shows different shaped particles with spherical morphology and an average diameter of about 100 nm.

Fig.1.a)SEM micrograph of commercially available TiO2 powder;and b)SEM micrograph,c)TEM image and d)XRD diffractograms of hydrothermally prepared TNTs.
Fig.1b and c depicts the FESEM and TEM micrographs of the prepared TNTs.The micrographs depict the formation of tubular morphological clusters with the tube diameter ranging from 12 to 16 nm and length of several nanometers.To investigate the crystallographic structure of the prepared TNTs,the hydrothermal product(after acid washing and subsequent thermal annealing)was examined by X-ray diffraction and the patterns are depicted in Fig.1d.The patterns portray characteristic diffraction peaks catered around 25°,38°,48°,and 54°.These peaks could be associated with(1 0 1),(0 0 4),(2 0 0)and(2 1 1)facets of anatase TiO2,respectively[23,24].Comparison of the patterns of prepared nanotubes with the existing literature also reveals that the nanotubes are free from specific peaks of sodium titanates,indicating that the concentration of the acid solution was good enough to replace allNa+by H+and suggesting thatthe post-annealing product was anatase phase TNTs[25].
3.2.Characterization of nanocomposite films
3.2.1.Morphological characterization
Homogeneous dispersion ofa fillerinto a matrix materialand the interfacial interaction are important parameters to fabricate composites with enhanced performance properties[26].In this study,the dispersion of nanotubes in the LDPE matrix and the morphology of fabricated nanocomposites were studied using scanning electron microscopy(SEM).The representative micrographs of the nanocomposites containing 3 wt%nanotubes with and without MAPE are shown in Fig.2.MAPE is expected to enhance compatibility and improve nanotubes'dispersion in the LDPE which has poor affinity toward the inorganic fillers.
The micrographs clearly depict that nanotubes maintained their typical morphological shape during the melt mixing and not broken into tubular particles.An apparent agglomeration of self-organized CNTs in the LDPE matrix can be seen in Fig.2a suggesting poor compatibility between CNTs and LDPE.The same CNT agglomerates can also be observed for the compatibilized nanocomposites.This reveals that CNTs tend to remain as entangled agglomerates in LDPE and there satisfactory dispersion in LDPE based composites cannot be achieved even with the use of a MAPE compatibilizer.Similar entangled agglomerates ofHNTs and TNTs can also be seen in the case ofuncompatibilized LDPE/HNT and LDPE/TNT nanocomposite films respectively.For uncompatibilized system,the presence of clusters/agglomerates of HNTs and TNTsis similarto those ofCNTsin LDPE/CNT nanocomposites,however,the micrographs of compatibilized nanocomposites depict a better dispersion of HNTs and TNTs compared to CNTs in LDPE based composites.This improved dispersion of HNTs and TNTs in the matrix can be attributed to enhanced interfacial adhesion due to the use of the MAPE compatibilizer.
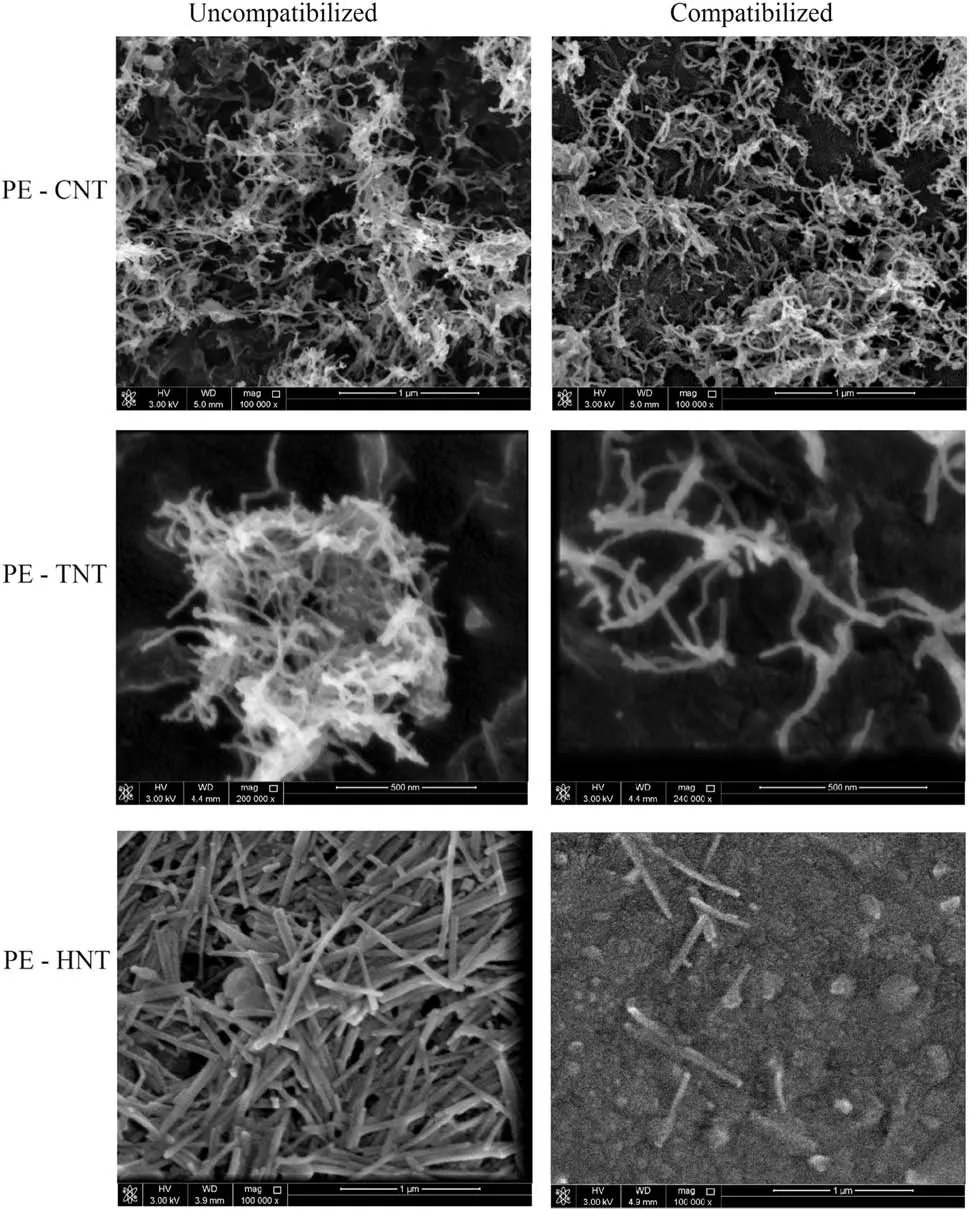
Fig.2.SEM micrographs of CNT,TNT,and HNT reinforced nanocomposites.
In addition to the better dispersion of nanotubes in the LDPE matrix with the addition of MAPE,the interfaces between nanotubes and the matrix are blurred and the nanotubes are wellsurrounded by the matrix material without any interfacial gaps.Absence of interfacial gaps with better dispersion suggests enhanced compatibility and good interaction between nanotubes and LDPE.Enhanced interfacial interactions are responsible for better stress transferas presented by enhanced mechanical properties;and can be attributed to the compatibilization effect of MAPE.The enhanced interfacial interaction and good dispersion of HNTs[19,27]and TNTs in polyole fin based nanocomposites at the aid of maleic anhydride-grafted co-polymers have also been reported in other studies.
3.2.2.Contact angle measurements
Table 1 presents the influence of nanotube incorporation on the surface hydrophilicity of LDPE based films.As shown in the table,the contact angle for LDPE was about 100°and the incorporation ofnanotubes into the matrix resulted in reduction in the contact angle,suggesting an increase in hydrophilic character.PE-TNT system exhibits more hydrophilicity in comparison to the PE-CNT and PEHNT systems while the incorporation of the MAPE compatibilizer into uncompatibilized systems resulted to a statistically insignificantchange in the contact angle.Insignificantincrease in the contact angle values of MAPE compatibilized CNT and TNT reinforced nanocomposite films compared to uncompatibilized ones could be because of the interaction of nanotube's hydrophilic functionalities with the anhydride group of MAPE,and thus decrease in the hygroscopic moieties.Concerning HNT reinforced composite films,PE-HNT showed lower hydrophilicity than PE-HNT/C.The lower hydrophilic character of PE-HNT could be because of low hydroxyl density on the outer surface in comparison to the inner surface of HNTs[19,28].
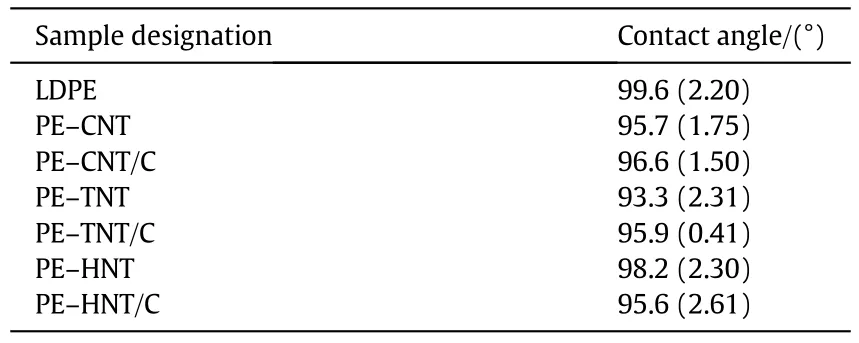
Table 1 Contact angle comparison between neat LDPE and its nanocomposite films
3.2.3.Mechanical properties
The potential enhance mentin mechanical properties of nanocomposites fabricated by incorporating one dimensional nano-sized materials into polymermatrices is welldocumented[4,27,28].This section includes the comparative investigation of tensile and tear properties of different nanotube(CNT,TNT,and HNT)reinforced uncompatibilized and MAPE compatibilized LDPE based nanocomposite films and the results are shown in Fig.3.The figures compare properties of uncompatibilized and MAPE compatibilized nanocomposite films with neat LDPE to describe the reinforcing potential of a particular reinforcement and the compatibilizer addition on the matrix properties.
Tensile strength and Young's modulus of neat LDPE and its compatibilized and uncompatibilized nanocomposites are shown in Fig.3.The figure reveals that the strength and modulus depend on the type of reinforcement and its interaction with the matrix material.Tensile strength and Young's modulus of neat LDPE was about 7.2 and 173 MPa,respectively.The incorporation of 3 wt%CNTs into LDPE resulted in a 42%increase in both,the strength and modulus with a minor difference between compatibilized and uncompatibilized nanocomposite films.The insignificant difference in the properties of compatibilized and uncompatibilized samples agrees with SEM observations revealing a little improvement in dispersion of CNTs with the addition of the MAPE compatibilizer into the PE-CNT system.Enhanced mechanical properties with the addition ofCNTs into the PP matrix have also been reported by other researchers[3,4].The authors attributed this improvement to the high aspectratio ofCNTs.The tensile strength and Young's modulus of TNT and HNT reinforced composites are lower compared to CNT reinforced composites and slightly better to neat LDPE.In addition,the compatibilized nanocomposites have higher values than uncompatibilized ones.This improvement could be attributed to the better dispersion of nanotubes and their enhanced interfacial adhesion with the matrix as confirmed by SEM micrographs.The lower tensile properties of uncompatibilized nanocomposite films compared to compatibilized ones indicate insignificant stress transfer owing to insufficient inter facial interactions between nanotubes and LDPE[29,30].Results of the compatibilized and uncompatibilized nanocomposite samples suggest that the reinforcing potential nanotubular structures becomes more significant with enhanced inter facial adhesion.Nguyen et al.[31]compared the tensile properties of untreated and surface modified TiO2nanoparticle reinforced polyethylene nanocomposites and observed enhanced tensile strength with the addition of the nano fillers and the effect was more dominant with the addition of surface modified particles.The tensile strength increased from 11.3 to 12.3 MPa for surface modified nanoparticles compared to 11.3 to 11.8 for unmodified nanoparticles with the addition of 3 wt%TiO2nanoparticles into LDPE.Improvement in the tensile strength of LLDPE based nanocomposites with the addition of MAPE compatibilized HNTs has also been reported by Jia et al.[27].The authors reported 13%improvement in LLDPE strength with the addition of 10 wt%HNTs.
Tear strength is a measure of the force required to propagate tear through a sample having a preintroduced slit in it.The average tear strength of neat LDPE sample was about 35.1 N·mm-1and Fig.4 compares the dependence of tear propagation strength on nanofillers addition and the compatibilization for all samples.As shown in the figure,the tear propagation strength decreased drastically with CNT addition versus virgin LDPE,irrespective of the compatibilizer addition.The introduction of CNTs to the LDPE matrix resulted in a 27%decrease in tear strength compared to neat LDPE and the compatibilizer addition into LDPE/CNT system further adversely affects the tear strength.The tear strength of PE-CNT/C is 5%less than that of PE-CNT.It is worth noting that the difference in tearing force required to propagate tear through uncompatibilized and MAPE compatibilized CNT reinforced composites is in agreement with the tensile properties.Tear strength values of TNT and HNT reinforced composites are comparable than neat LDPE and improved with the further addition of the MAPE compatibilizer into the uncompatibilized systems.Tear strength of LD-TNT and LD-HNT composite films was 35.4 and 33.1 N∙mm-1,respectively and the MAPE addition led to 8%and 9%improvement in the tear strength values,respectively.As shown,TNT reinforced composites showed the maximum tear resistance and the influence of the MAPE compatibilizer in enhancing tear strength is more or less the same for TNT and HNT reinforced composites,as do the tensile strength.The increased tear strength with the incorporation of a compatibilizer could result from improved interfacial adhesion which impedes tear propagation.

Fig.3.a)Tensile strength and,b)Young's modulus of neat LDPE and its nanocomposite films.
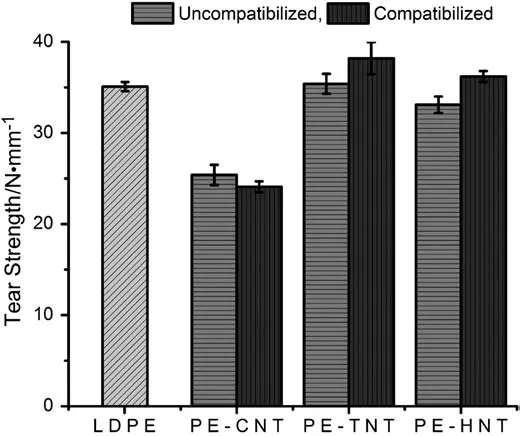
Fig.4.Tear strength of neat LDPE and its nanocomposite films.
3.2.4.Thermal properties
Thermal behavior of neat LDPE and its nanocomposites and the thermal stability were analyzed by a thermo-gravimetric analyzer(TGA)while the melting temperature(Tm)and crystallization temperature(Tc)were obtained from DSC the rmograms.The thermal stability of prepared nanocomposites including thermaldegradation temperature at 10%and 50%weight loss(T10and T50);and the temperature at maximum rate of weight loss(TMax.)were obtained from Thermogravimetry(TG)/Derivative Thermogravimetry(DTG)scans and are shown in Table 2.Polymer crystallinity is a pertinent parameter to describe the performance properties and incorporation of solid-particulates has potential to nucleate the polymer crystallization,and hence in fluence the morphology and properties of the composites/nanocomposites.

Table 2 Thermal properties of neat LDPE and its nanocomposites
The representative TG/DTG curves for LDPE and its nanocomposites are shown in Fig.5.The figure presents a single step degradation of neat LDPE starting at about 400°C.Adding nanotubes into the LDPE and further addition of the MAPE compatibilizer did not affect this single stage decomposition profile of LDPE and remained unaltered.The degradation temperature at 10%and 50%mass loss for LDPE as indicated by T10and T50was 439 and 470°C,respectively.The weight loss temperatures for all the studied nanocomposites are higher than those of neat LDPE suggesting the enhanced thermal stability of nanocomposites compared to the matrix material.The enhanced thermal stability could be due to better stability of the additives.Among various nanocomposites,CNT reinforced composites are more thermally stable than those of HNTs and TNTs.Improvement in the thermal stability of polyethylene with the incorporation of CNTs has also been reported by McNally et al.[17].Concerning MAPE addition,the effect of MAPE incorporation was more profound for HNT and TNT nanocomposites in enhancing the thermal stability than CNTs.The enhanced thermal stability with the addition of the MAPE compatibilizer could be attributed to the enhanced compatibility and better dispersion of nanotubes into the matrix material.This enhanced thermal stability of compatibilized nanocomposites owing to better dispersion of nanotubes is consistent with our SEM observations where micrographs depict uniform dispersion and better interfacial adhesion with the addition of the MAPE compatibilizer.Improved thermal stability with the use of a maleic anhydride grafted copolymer compatibilizer for HNT/PET[30],HNT/LLDPE[27],HNT/HDPE[19]and TiO2/PP[22]has also been reported in literature.Two possible reasonsforthe improvementin thermal stability with the incorporation of nanotubes could be,1)creation of a thermal protective layer by these fillers which protects LDPE from being exposed to heat,and/or 2)presence of degraded LDPE in the tubular morphology which slows down the degradation process to a certain extent[28].
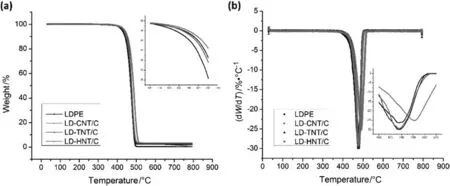
Fig.5.a)TGA and,b)DTG curves of neat LDPE and its compatibilized nanocomposite films.
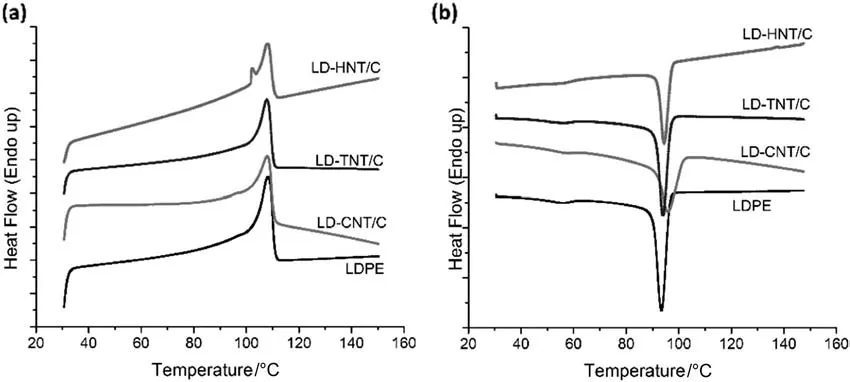
Fig.6.DSC thermograms of neat LDPE and its MAPE compatibilized nanocomposite films,a)heating&b)cooling.
DSC thermograms depict the melting and crystallization peaks at about 108 and 93°C.Incorporation of nanotubes with and without the MAPE compatibilizer into the LDPE matrix had no effect on melting temperature of LDPE which was also reported elsewhere[32].Besides,the endothermic thermograph for HNT reinforced composites show another peak beside the main melting peaks,as shown in Fig.6.The formation of these two peaks suggests melt reorganization and the formation of different crystal structures and could be attributed to the addition of HNTs[33].Same with the melting temperature,the crystallization temperature of HNT and TNT reinforced nanocomposites remained statistically unaltered.However,the crystallization temperature increased by about 3°C with the incorporation of CNTs into LDPE.This increase in Tcwith the incorporation of CNTs is consistent with other reports[17,18]and could be because of the nucleating effect of CNTs for LDPE.Concerning crystallinity,a profound effect of the nanotube incorporation into the LDPE matrix was observed as shown in Table 2.Incorporation of CNTs into the LDPE matrix led to an increase in crystallinity from 31%to 36%,and further improved to 39%with the addition of the MAPE compatibilizer.Adding TNTs into the LDPE matrix did not significantly increase the crystallinity,however,a noteworthy increase was observed with the further addition of MAPE into the TNT/LDPE system.
Contrary to the addition of CNTs and TNTs into the LDPE matrix regarding crystallinity,the crystallinity decreased with the addition of HNTs into the LDPE matrix and remained statistically unaltered even with the addition of the MAPE compatibilizer.Decrease in crystallinity with the addition of HNTs into ethylene vinyl acetate has also been reported[28].This decrease might be due to restriction in mobility of polymer chains.Formation of hydrogen bonds between HNTs and the matrix was ascribed as the major cause of restriction in chain's mobility.Increase in the crystallinity owing to the incorporation of MAPE can originate from two causes:(1)a higher crystallinity of MAPE and/or(2)enhanced interfacial adhesion between nanotubes and the LDPE matrix[34].
Thus the enhanced crystallinity can be attributed to the enhanced interaction between nanotubes and LDPE,where nanotubes may act as a nucleation site.It is believed that the crystalline regions enhance the stress transfer,and hence,the overall composite mechanical properties.Thus the improvement in crystallinity should result in enhanced mechanical properties.Mechanical properties(in the previous section)are in good agreement with these findings.
4.Conclusions
The processed crystalline TNTs were employed as reinforcing fillers for the LDPE matrix;and the TNT/LDPE,CNT/LDPE and HNT/LDPE nanocomposite films were successfully fabricated by melt blending followed by compression molding.Morphological studies revealed that all the studied reinforcing fillers(TNT,CNT,HNT)are not compatible with the LDPE matrix and a compatibilizer is needed for the uniform dispersion and enhanced interfacial interaction between the filler and matrix material.Incorporation of the MAPE compatibilizer into uncompatibilized TNT and HNT systems reduced the nanotube agglomerates and formed sub-agglomerates.While the compatibilizer addition did not help CNTs to disperse in the LDPE matrix.Contact angle measurements revealed that CNT filled nanocomposites are more hydrophilic than HNTs one,and less than TNTs one.CNT reinforced nanocomposite films showed the best performance in terms of tensile strength and Young's modulus however the TNT and HNT reinforced films exhibited better tear strength than that of CNTs.For instance,a 42%increase in tensile strength and Young modulus was observed with the addition of 3 wt%CNTs into the LDPE matrix.The melting and crystallization temperatures remained unaltered except the crystallization temperature of CNT reinforced nanocomposite films,which increased from 93 to 96°C.The effect of various nanotubes addition on the crystallinity of the nanocomposites was more profound and a significant increase in the crystallinity of CNT reinforced nanocomposites was observed while the crystallinity of HNT reinforced nanocomposites was lower than that of neat LDPE.All the prepared nanocomposites are more thermally stable than neat LDPE and the best improvement in thermal stability was observed for CNT reinforced nanocomposites.
Acknowledgments
This work was made possible by NPRP grant#(NPRP5-039-2-014)from the Qatar National Research Fund(a member of Qatar Foundation).
[1]R.H.Baughman,A.A.Zakhidov,W.A.de Heer,Carbon nanotubes—the route toward applications,Science 297(2002)787-792.
[2]C.N.R.Rao,M.Nath,Inorganic nanotubes,Dalton Trans.(2003)1-24.
[3]M.Mičušík,M.Omastová,I.Krupa,J.Prokeš,P.Pissis,E.Logakis,C.Pandis,P.Pötschke,J.Pionteck,A comparative study on the electrical and mechanical behaviour of multi-walled carbon nanotube composites prepared by diluting a masterbatch with various types of polypropylenes,J.Appl.Polym.Sci.113(2009)2536-2551.
[4]K.Prashantha,J.Soulestin,M.Lacrampe,M.Claes,G.Dupin,P.Krawczak,Multi-walled carbon nanotube filled polypropylene nanocomposites based on masterbatch route:improvement of dispersion and mechanical properties through PP-g-MA addition,Express Polym.Lett.2(2008)735-745.
[5]X.Sun,Y.Li,Synthesis and characterization of ion-exchangeable titanate nanotubes,Chem.Eur.J.9(2003)2229-2238.
[6]C.Strobel,A.A.Torrano,R.Herrmann,M.Malissek,C.Bräuchle,A.Reller,L.Treuel,I.Hilger,Effects of the physicochemical properties of titanium dioxide nanoparticles,commonly used as sun protection agents,on microvascular endothelial cells,J.Nanopart.Res.16(2014)1-16.
[7]K.Lee,A.Mazare,P.Schmuki,One-dimensional titanium dioxide nanomaterials:nanotubes,Chem.Rev.114(2014)9385-9454.
[8]P.Roy,S.Berger,P.Schmuki,TiO2nanotubes:synthesis and applications,Angew.Chem.Int.Ed.50(2011)2904-2939.
[9]A.Okada,A.Usuki,Twenty years of polymer-clay nanocomposites,Macromol.Mater.Eng.291(2006)1449-1476.
[10]T.V.Duncan,Applications of nanotechnology in food packaging and food safety:barrier materials,antimicrobials and sensors,J.Colloid Interface Sci.363(2011)1-24.
[11]M.Alexandre,P.Dubois,Polymer-layered silicate nanocomposites:preparation,properties and uses of a new class of materials,Mater.Sci.Eng.R.Rep.28(2000)1-63.
[12]X.Wang,Z.Li,J.Shi,Y.Yu,One-dimensional titanium dioxide nanomaterials:nanowires,nanorods,and nanobelts,Chem.Rev.114(2014)9346-9384.
[13]P.Datta,C.Guha,G.Sarkhel,Mechanical,rheological,and electrical properties of multiwalled carbon nanotube reinforced ASA/Na-ionomer blend,J.Appl.Polym.Sci.132(2015).
[14]N.Liu,X.Chen,J.Zhang,J.W.Schwank,A review on TiO2-based nanotubes synthesized via hydrothermal method:formation mechanism,structure modification,and photocatalytic applications,Catal.Today 225(2014)34-51.
[15]K.Marsh,B.Bugusu,Food packaging—roles,materials,and environmental issues,J.Food Sci.72(2007)R39-R55.
[16]R.Chinkamonthong,A.Kositchaiyong,N.Sombatsompop,Effects of thermal and UV aging on antibacterial properties of linear low-density polyethylene and poly(vinyl chloride) films containing nano-silver colloid,J.Plast.Film Sheeting 29(2013)144-162.
[17]T.McNally,P.Pötschke,P.Halley,M.Murphy,D.Martin,S.E.Bell,G.P.Brennan,D.Bein,P.Lemoine,J.P.Quinn,Polyethylene multi walled carbon nanotube composites,Polymer 46(2005)8222-8232.
[18]J.Vega,J.Martinez-Salazar,M.Trujillo,M.Arnal,A.Muller,S.Bredeau,P.Dubois,Rheology,processing,tensile properties,and crystallization of polyethylene/carbon nanotube nanocomposites,Macromolecules 42(2009)4719-4727.
[19]V.P.Singh,K.K.Vimal,G.S.Kapur,S.Sharma,V.Choudhary,High-density polyethylene/halloysite nanocomposites:morphology and rheological behaviour under extensional and shear flow,J.Polym.Res.23(2016)1-17.
[20]Y.-J.Lin,L.Wang,W.-Y.Chiu,Preparation and characterization of titania nanotubes and hybrid materials derived from them,J.Vac.Sci.Technol.B 23(2005)2398.
[21]P.P.Vijayan,M.Thomas,K.George,Effect of calcinations on electrical properties of TiO2nanotubes,J.Appl.Phys.112(2012)104308.
[22]C.Serrano,J.A.Ressia,E.M.Vallés,M.Fernández-García,M.L.Cerrada,Interfacial agent effect on rheological response and crystallite characteristics in germicidal polypropylene/titanium dioxide nanocomposites,Polym.Int.61(2012)1655-1665.
[23]A.M.Mohamed,A.S.Aljaber,S.Y.AlQaradawi,N.K.Allam,TiO2nanotubes with ultrathin walls for enhanced water splitting,Chem.Commun.51(2015)12617-12620.
[24]A.J.Nathanael,D.Mangalaraj,P.C.Chen,N.Ponpandian,Mechanical and photocatalytic properties of hydroxyapatite/titania nanocomposites prepared by combined high gravity and hydrothermal process,Compos.Sci.Technol.70(2010)419-426.
[25]H.Yin,G.Ding,B.Gao,F.Huang,X.Xie,M.Jiang,Synthesis of ultra fine titanium dioxide nanowires using hydrothermal method,Mater.Res.Bull.47(2012)3124-3128.
[26]B.Mayoral,E.Harkin-Jones,P.N.Khanam,M.AlMaadeed,M.Ouederni,A.Hamilton,D.Sun,Melt processing and characterisation of polyamide 6/graphene nanoplatelet composites,RSC Adv.5(2015)52395-52409.
[27]Z.Jia,Y.Luo,B.Guo,B.Yang,M.Du,D.Jia,Reinforcing and flame-retardant effects of halloysite nanotubes on LLDPE,Polym.-Plast.Technol.Eng.48(2009)607-613.
[28]H.C.Bidsorkhi,H.Adelnia,R.H.Pour,M.Soheilmoghaddam,Preparation and characterization of ethylene-vinyl acetate/halloysite nanotube nanocomposites,J.Mater.Sci.50(2015)3237-3245.
[29]C.Espejo,A.Arribas,F.Monzó,P.P.Díez,Nanocomposite films with enhanced radiometric properties for greenhouse covering applications,J.Plast.Film Sheeting 28(2012)336-350.
[30]N.A.Jamaludin,I.M.Inuwa,A.Hassan,N.Othman,M.Jawaid,Mechanical and thermal properties of SEBS-g-MA compatibilized halloysite nanotubes reinforced polyethylene terephthalate/polycarbonate/nanocomposites,J.Appl.Polym.Sci.132(2015).
[31]V.G.Nguyen,H.Thai,D.H.Mai,H.T.Tran,M.T.Vu,Effect of titanium dioxide on the properties of polyethylene/TiO2nanocomposites,Compos.Part B Eng.45(2013)1192-1198.
[32]P.N.Khanam,M.AlMaadeed,Improvement of ternary recycled polymer blend reinforced with date palm fibre,Mater.Des.60(2014)532-539.
[33]W.Wu,X.Cao,Y.Zhang,G.He,Polylactide/halloysite nanotube nanocomposites:thermal,mechanical properties,and foam processing,J.Appl.Polym.Sci.130(2013)443-452.
[34]K.Majeed,A.Hassan,A.A.Bakar,Influence of maleic anhydride-grafted polyethylene compatibiliser on the tensile,oxygen barrier and thermal properties of rice husk and nanoclay- filled low-density polyethylene composite films,J.Plast.Film Sheeting 30(2014)120-140.
 Chinese Journal of Chemical Engineering2018年2期
Chinese Journal of Chemical Engineering2018年2期
- Chinese Journal of Chemical Engineering的其它文章
- Transport hindrances with electrodialytic recovery of citric acid from solution of strong electrolytes
- Experimental investigation on CO2-light crude oil interfacial and swelling behavior
- Biosynthesis of 4-hydroxyphenylpyruvic acid from L-tyrosine using recombinant Escherichia coli cells expressing membrane bound L-amino acid deaminase☆
- Process development for producing a food-grade glucose solution from rice straws
- Carbon dioxide induced degradation of diethanolamine during absorption and desorption processes
- Biodegradation of natural and synthetic estrogens in moving bed bioreactor