
Modulating the mean residence time difference ofwide-size particles in a fluidized bed☆
2018-05-25 19:07HuZhaoJunLiQingshanZhuHongzhongLi
Hu Zhao ,Jun Li*,Qingshan Zhu ,*,Hongzhong Li
1 State Key Laboratory of Multiphase Complex Systems,Institute of Process Engineering,Chinese Academy of Sciences,Beijing 100190,China
2 University of Chinese Academy of Sciences,Beijing 100049,China
1.Introduction
Fluidized bed reactors are widely used to treat gas-solid heterogeneous reactions,such as coal combustion[1],roasting of ilmenite[2]and direct reduction of iron ores[3-5].In these processes,the feed materials usually have a wide size distribution(WSD).For example,most of raw mineral powders after the conventional grinding treatment have a wide range of particle size,from 10 μm to 500 μm[2,5].Due to the fact that the reaction performance and the complete reaction times of the solid particles are closely related to their diameters,different residence times are needed for the solid particles with different size distributions.Therefore,the mean residence time(MRT)of particles is one of the key parameters affecting the conversion efficiency.
In theory,the complete reaction time(tc)of a particle varies with its particle diameter(dp).For example,tcis proportional to the value of dpunder a first-order chemical reaction controlling mechanism,and is proportional to the value of dp2under a film diffusion controlling mechanism[6].If the MRT ratio could be modulated to a proper range to fulfill the film diffusion controlling reaction mechanism and also the MRT of fine particles reaches tc,the synchronous conversion of the whole particles with WSD would be achieved.Therefore,it is crucial to study the MRT difference of the particles with different size distributions to match the theoretical conversion time and further improve the overall conversion efficiency.
The residence times of the particles with different sizes have been investigated for the past several decades.Most of the previous studies focused on the residence time distribution of the particles with narrow size distribution(NSD)[7-16],while little attentions were paid to investigating the residence time difference for the particles with WSD.Yagi and Kunii[17]found that the MRT of the particles with different sizes showed nearly no difference for the fine particles and the coarse particles at the low gas velocity(0.15-0.35 m·s-1).Heukelman and Groot[18]found that the MRT ratio between the coarse particles(1000 μm)and the fine particles(500 μm)in a roaster is about 1.4.It is reported[19]that the MRT ratio between the coarse component(>800 μm)and the fine component(<420 μm)was lower than 2 at the gas velocity(Ug)less than 0.8 m·s-1.Hao et al.[20]further investigated the MRT of ilmenite particles with WSD in a fluidized bed with baf fles.The MRT ratio between the coarse particles(approximately 700 μm)and the fine particles(180 μm)was 5.Zhang et al.[21]found that the MRT ratio of the coarse particles and the fine particles can reach 5.5 with a size ratio(α)of 4 in a fluidized bed with four-layer baffles.The MRT ratios up to the present can reach the value of α for the requirement of chemical reaction controlling mechanism.However,they are less than the value of α2for the requirement of film diffusion controlling mechanism.Therefore,the MRT ratios between the coarse particles and the fine particles are not enough to match with the mechanism of the film diffusion controlling non-catalytic gas-solid reactions in practice,such as roasting of ilmenite and direct reduction of iron ore processes.
The MRT of solids in a fluidized bed could be modulated through the design of reactor,change of solid flow rate and gas velocity[22].Among those methods,the control of gas velocity shows outstanding advantage,such as easy to operate and low cost.Therefore,in this study,a simple method for modulating the MRT difference of the fine particles and the coarse particles was proposed only by controlling the fluidized gas velocity in a fluidized bed with a side exit.The MRT characteristics of four binary mixtures of solid particles and two uniformly sized solid particles with same density but different size distributions were investigated under the gas velocity with a wide range.This work aims to develop a method to modulate the MRT ratio of different particles with WSD for the typical non-catalytic gas-solid reactions,such as ilmenite roasting and direct reduction of iron ores.
2.Experimental
2.1.Materials
In this study,three types of spherical glass bead powders(particles Fine,Medium and Coarse)with the same density but different size distributions are employed.Table 1 shows the physical properties of particles Fine,Medium and Coarse.Fig.1 illustrates the size distribution of particles Fine,Medium and Coarse.The morphologies of particles Fine,Medium and Coarse are shown in Fig.2.It can be seen that the shape of the glass beads is nearly sphere.

Table 1Physical properties of particles
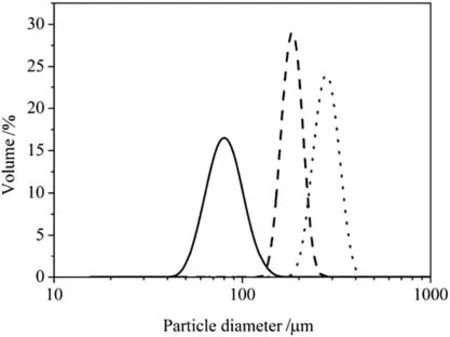
Fig.1.Size distributions of particles Fine,Medium and Coarse.particle Fine;particle Medium;particle Coarse.
As listed in Table 2,four types of mixtures(mixtures I,II,III,IV)and two particles with NSD are employed by mixing two of the three types of powders with different ratios.The fluidizing gas is dry compressed air.The air flux was measured by a calibrated rotameter.
2.2.Experimental setup and methods
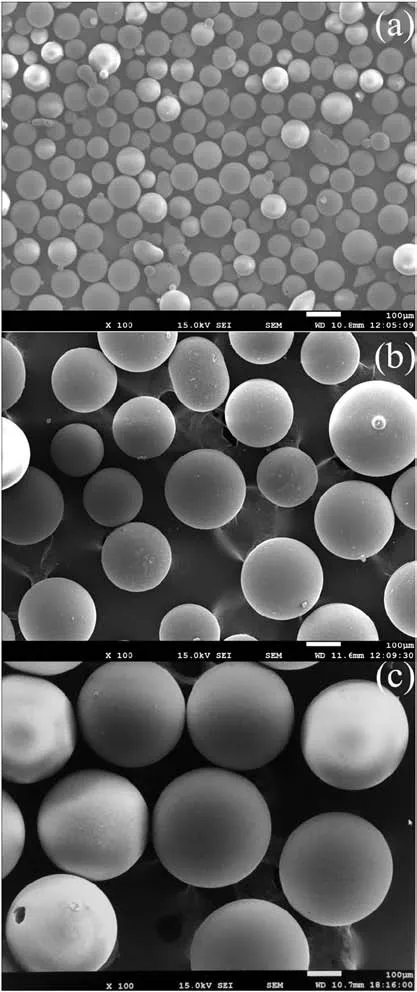
Fig.2.SEM images of the typical glass beads:(a)particle Fine,(b)particle Medium,(c)particle Coarse.

Table 2Details of the size ratio
As shown in Fig.3,the experimental apparatus is a fluidized column with a side exit.The column is made of Perspex with an inner diameter of 70 mm and a height of 5580 mm from the distributor to the gas exit.Seven air caps,which can prevent the particles from flowing into the distributor plate,are set in the gas distributor at the bottom of the riser.A screw feeder is used to feed the binary mixtures,which controls the solid flow rate from the hopper to the column.The feed inlet position is located 20 mm above the distributor plate in the fluidized column.The side exit is situated at a height of 1500 mm above the gas distributor.The ratio of height to diameter is 21.Because the products need to be cut off from the air in practice,three loop seals are set to prevent the gas flowing out through the side exit.All the gas flow out through the top exit and the cyclones.
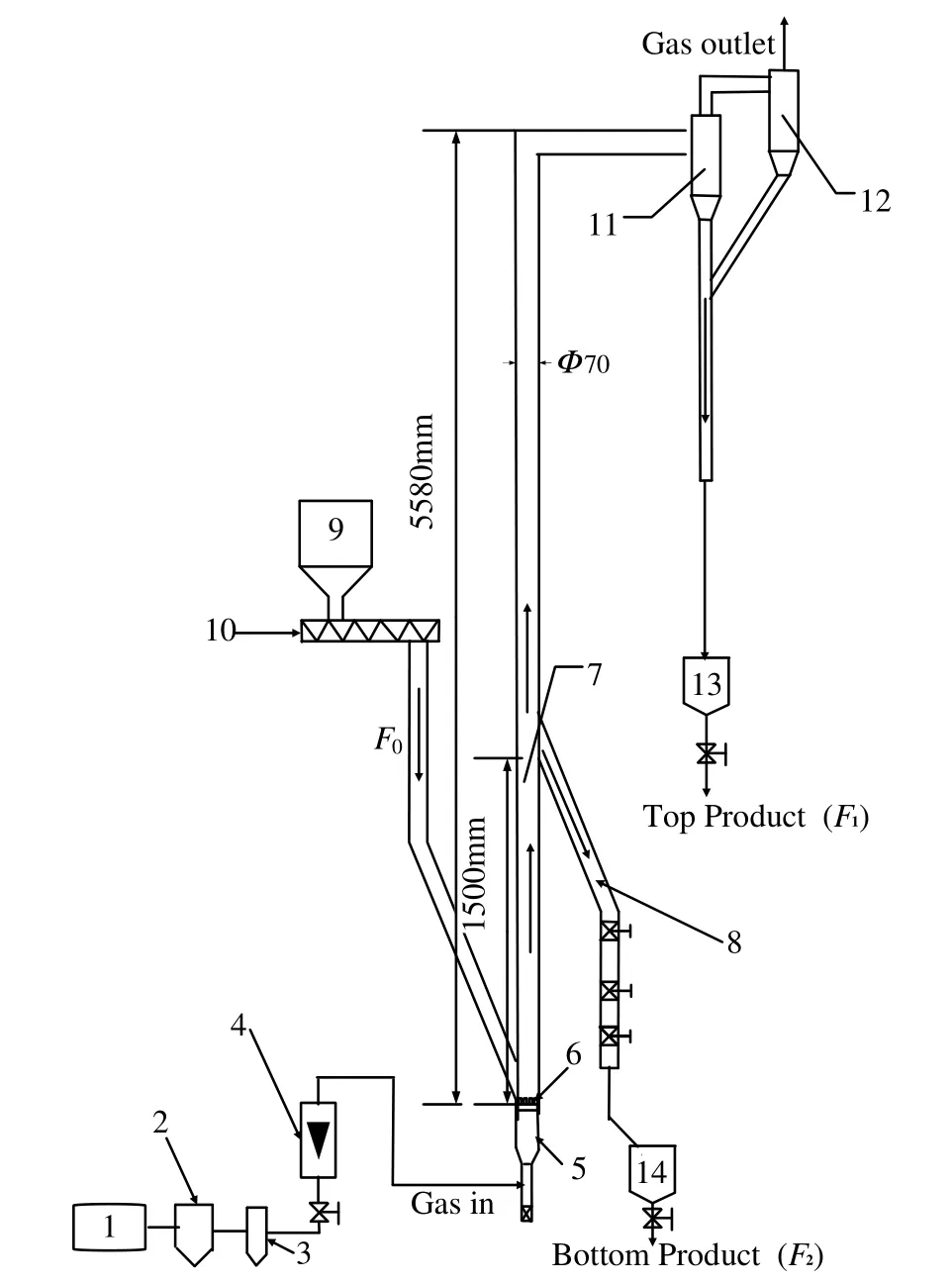
Fig.3.Schematic diagram of the fluidized bed:(1)compressor,(2)moisture separator,(3)pressure regulator,(4)rota meter,(5)plenum chamber,(6)wind cap,(7) fluidized bed column,(8)side exit,(9)feed hopper,(10)screw feed,(11) first cyclone separator,(12)second cyclone separator,(13)collection tank of top product,(14)collection tank of bottom product.
Glass bead particles coming from the side exit,where the solid flux is defined as F2,fall into the bottom collection tank.Two cyclone separators are used to separate the gas and the particles.Entrained particles leaving the disengagement section,whose solid flux is defined as F1,are captured by the cyclone and drop into the top collection tank.The electrostatic charges generated among the particles are eliminated by connecting the column to the earth using a copper wire.
The powder mixtures are introduced from the hopper into the bed through a screw feeder with the solid mass flow rate(Gs)of 25 kg·h-1.The super ficial gas velocity ranges from 0.5 m·s-1to 1.8 m·s-1.The system remains in the steady state(F1+F2=F0)followed by a sudden stop of the gas and solids.The particles in the fluidized bed are collected and then sieved to segregate the fine particles from the coarse particles.The samples collected from the side exit(F1)and the top exit(F2)are also sieved and the weights of fine particles and coarse particles are measured by the electronic scales.All the experiments are carried out three times.
The MRT of particle i(i represents Fine,Medium or Coarse)can be calculated as follows[22]:

where,Wirepresents the holdup of particle i(particles Fine,Medium and Coarse),F1irepresents the entrainment flux of particle i(particles Fine,Medium and Coarse),and F2irepresents the over flow flux of particle i(particles Fine,Medium and Coarse).
The MRT difference between the fine particles and the coarse particles can be characterized by the MRT ratio(M),which is defined as follows:

where,tCrepresents the MRT of coarse particles(particles Medium and Coarse),represents the MRT of fine particles.
The elutriation rate(KF)and the entrainment rate(KC)[6]are defined as follows:
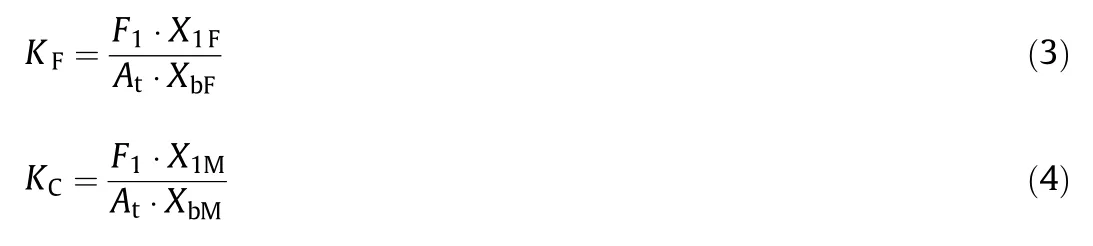
where,KFrepresents the elutriation rate of the particle Fine.KCrepresents the entrainment rate of the particle Medium or Coarse.X1Frepresents the concentration of the particle Fine in entrainment.XbFrepresents the concentration of the particle Fine in bed.X1Mrepresents the concentration of the particle Medium in entrainment.XbMrepresents the concentration of the particle Medium in bed.Atrepresents the cross-sectional area of bed surface.
3.Results and Discussion
3.1.Effect of gas velocity on the MRT ratio
Fig.4(a)shows the MRT ratio between the particle Medium and the particle Fine in mixture II at different gas velocities.It can be observed that the MRT ratio firstly increases to about 9 and then decreases to 1.8 with increasing the gas velocity.The transition velocity appears at the gas velocity of approximately 1.0 m·s-1.This can be attributed to the difference of terminal velocities between the particle Fine and the particle Medium.
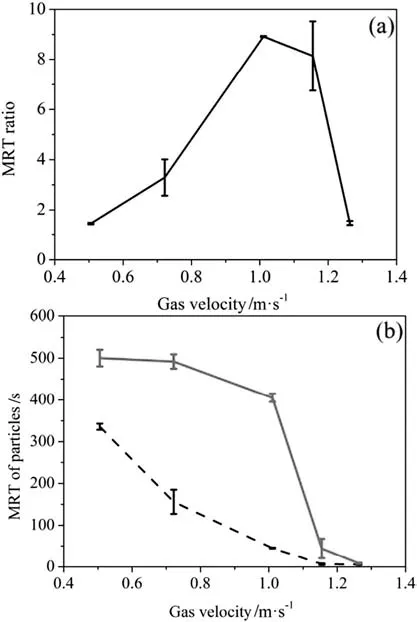
Fig.4.Effect of the gas velocity on the MRT ratio and MRT of mixture II:(a)MRT ratio,(b)MRT of particle Fine and particle Medium.MRT ratio;particle Fine;particle Medium.
When the gas velocity is lower than 1.0 m·s-1,the particles are ejected or entrained by bubble breakup in the dilution region[23].According to Fig.4(b),the MRT of the particle Fine decreases significantly with increasing the gas velocity,while the MRT of the particle Medium decreases much slower than that of the particle Fine,resulting in an increase of the MRT ratio.This can be attributed to the velocity difference of the Fine and Medium particles in the dilute region.Due to the wake momentum of the bubble bursting,the velocity of the particle Fine is higher than that of the particle Medium[23,24].Thus,more fines of the ejected particles are discharged from the side exit[21].Therefore,the entrainment probabilities of the particle Fine are higher than that of the particle Medium[21,23,25],leading to more particle Medium staying in the fluidized bed.
When the super ficial gas velocity exceeds 1.0 m·s-1,with a further super ficial gas velocity increase,the MRT of the particle Fine changes little and maintains at 6-20 s,which agrees well with the results in literatures[26,27].However,the MRT of the particle Medium decreases significantly with a further increase of super ficial gas velocity,which leads to a decrease of MRT ratio with an increasing gas velocity at high gas velocity.It should be noted that the turning point of the gas velocity is according to the terminal velocity of the particle Medium.It was reported[28,29]that the holdup of particles has a sharp decrease when the super ficial gas velocities exceed the terminal velocity of the particles(Ut).The holdup of the particles is proportional to the MRT of particles for mixture II due to the same solid flux of the particle Medium and the particle Fine.Therefore,the MRT ratio decreases with increasing gas velocity at high gas velocity.
The effect of the gas velocity on the MRT of the particles with different size distributions has been investigated[16,19-21].However,the operating gas velocity generally ranges in low velocity(bubbling fluidization)and the MRT ratio ranges from 1.3 to 2 for the size ratio of 1.9-4 in a fluidized bed,which is not sufficiently large to meet the requirements for the synchronous conversion of the particles with WSD under a film diffusion controlling mechanism.In this work,we demonstrated that the MRT ratio could be extended up to~9 for a size ratio of 2.2 through fluidized bed reactors,which could better meet the requirements for the synchronous conversion of the particles with WSD.
3.2.Effect of feed composition on the MRT ratio
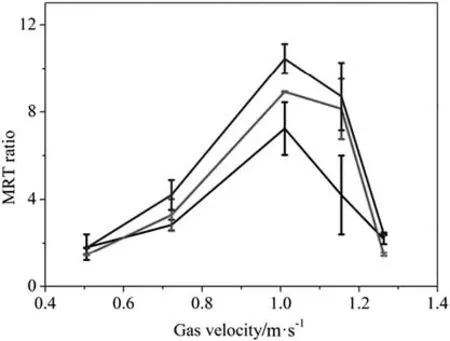
Fig.5.Effect of the particle Medium feed concentration on the MRT ratios.X0=0.25;X0=0.50;X0=0.75.
Three different mixtures with the mass fraction of the particles Medium of 0.25(mixture I),0.50(mixture II)and 0.75(mixture III)were used to reveal the effect of feed composition on the MRT ratio.As shown in Fig.5,the MRT ratio increases with increasing the mass fraction of the particles Medium(X0)ata certain super ficialgas velocity.Near the transition velocity,the MRT ratio increases from 7.2 to 10.5 with increasing the mass fraction of the particles Medium.This phenomenon can also be attributed to the variation of the MRT for the particles Fine and Medium.
Fig.6 illustrates the effect of feed composition on the MRT of the particles Medium and Fine.It can be seen that the MRT of the particle Medium increases with increasing X0at the same gas velocity,while the MRT of the particle Fine changes little.Because the gas velocity exceeds the terminal velocity of the particle Fine,the elutriation of the particle Fine changes little with increasing X0[26,31,32]at the gas velocity of 1.0-1.25 m·s-1.This trend can also be seen from Fig.7(a).Therefore,the MRT of the particle Fine is rarely affected by X0.

Fig.6.Effect of the mass fraction of the coarse particles in feed on the MRT of particles:(a)particle Medium,(b)particle Fine.X0=0.25,particle Medium;X0=0.50,particle Medium;X0=0.75,particle Medium;X0=1.00,particle Medium;X0=0.25,particle Fine;X0=0.50,particle Fine;X0=0.75,particle Fine;X0=0.00,particle Fine.
Fig.6(a)also illustrates that the MRT of the particle Medium with NSD is bigger than that of the particle Medium with WSD.This should be attributed to the effect of the particle Fine on the MRT of the particle Medium.The particle Medium is considered to receive the momentum from the particle Fine and the gas[30].The momentum of the particle Medium receiving from the particle Fine increases with increasing the fraction of the particle Fine at the same gas velocity,resulting in an increase in the entrainment probabilities of the particle Medium[30].Therefore,the MRT of the particle Medium decreases with increasing the mass fraction of the particle Fine.
Moreover,it can be seen from Fig.6(a)that the MRT of the particle Medium decreases fast with increasing the gas velocity to the terminal velocity at X0=0.25.Because the elutriation rate of the particle Fine increases at higher concentration of particle Fine for higher Ug/Ut[31],which can be confirmed by the elutriation rate presented in Fig.7(a).With the increase of the gas velocity over UtF,the proportion of the particle Fine decreases fast.Therefore,the effect of the particle Fine on the elutriation of coarse particles is stronger at higher mass fraction of the particle Fine[30],which leads to a decrease in the MRT of the coarse particles.

Fig.7.(a):Changes in the elutriation rate of the particle Fine at different gas velocities and(b):changes in the entrainment rate of the particle Medium.U g=0.51,particle Fine;U g=0.71,particle Fine;U g=1.01,particle Fine;U g=1.10,particle Fine;U g=1.26,particle Fine;U g=1.01,particle Medium;U g=1.10,particle Medium;U g=1.26,particle Medium.
Fig.7(a)shows the changes in the elutriation rate of the particle Fine.The elutriation of the particle Fine is not affected by the size distribution of bed particles at the gas velocity of 1.01-1.26 m·s-1.Fig.7(b)shows the changes in the entrainment rate of the particle Medium.It seems to mean that the effect of the particle Fine on the elutriation of the particle Medium increases with increasing the mass fraction of the particle Fine in the fluidized bed.These results agree well with those of Choi et al.[31]and Geldart and Pope[33].
The effect of the feed composition on the MRT ratio has not been reported previously.However,the present study shows that X0has a great influence on the MRT ratio between the particle Medium and the particle Fine.The maximum values of the MRT ratio reaches 7.2,8.9 and 10.5 for the mixtures with X0of0.25,0.50 and 0.75,respectively.Therefore,it can be concluded that increasing X0will increase the MRT ratio to 10.5 for various mixtures.
3.3.Effect of particle size ratio on the MRT ratio
The particle size ratio may also have a significant effect on the MRT difference between the fine and coarse particles.Two different size ratios of 2.2(mixture II)and 3.3(mixture IV)were tested in this work.The particle Fine used in the two mixtures has the same sized distribution.
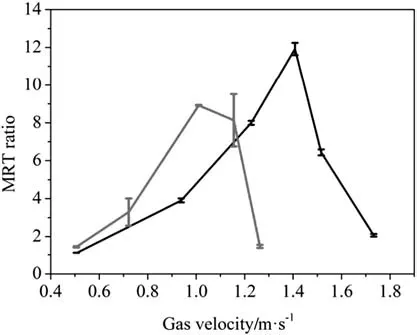
Fig.8.Effect of the size ratio on the MRT ratios.Mixture IV;Mixture II.
Fig.8 shows the effect of the particle size ratio on the MRT ratio.It can be observed that the peak value of the MRT ratio with the size ratio of 3.3 is higher than that with the size ratio of 2.2.The transition velocity of the MRT ratio(UT0)appears at a gas velocity of 1.0 m·s-1and 1.2 m·s-1for the mixtures with the size ratio of2.2 and 3.3,respectively.The transition velocity moves to a higher gas velocity with the increase of size ratio,which agrees with the terminal velocity of the larger particle,as shown in Table 1.
Fig.9(a)illustrates the MRT of the particle Medium and particle Coarse.Fig.9(b)shows the MRTs of the particle Fine in mixtures II and IV.Itcan be observed that the MRT of the coarse particle with different size ratios exhibits the same downward trend.However,the MRT of coarse particles sharply decreases at 1.0 m·s-1for mixture II,and at 1.2 m·s-1for mixture IV.The difference is caused by the elutriation rate of particles,which increases sharply when the gas velocity exceeds their terminal velocity[28,29].

Fig.9.Effect of the size ratio on the MRT of particles,(a)particle Medium and particle Coarse,(b)particle Fine.particle Coarse in Mixture IV;particle Medium in Mixture II;particle Fine in Mixture IV;particle Fine in Mixture II.
Considering the same distribution of the particle Fine in mixture II and mixture IV,the variations of the MRT of the particle Fine have the same trend,as shown in Fig.9(b).However,the MRT of the particle Fine in mixture II is smaller than that in mixture IV.It can be attributed to the momentum of the particle Fine receiving from the gas[30].With the increase of the size ratio,the particle Coarse has a large holdup than that of the particle Medium at the same gas velocity,which means that the particle Coarse occupies more volume than that of the particle Medium.Correspondingly,the momentum of the particle Coarse receiving from the gas is larger than that of the particle Medium at the same gas velocity.Due to the fix value of the momentum passed from the gas,the momentum of the particle Fine receiving from the gas is less in mixture IV.Therefore,the MRT of the particle Fine in mixture II is smaller than that in mixture IV.
Generally,the size ratio for the fine particles and the coarse particles in the mixtures with WSD can be more than 4 during the roasting of ilmenite powders[9,19]and direct reduction of iron ore.The synchronous conversion of such mixtures with WSD would require a theoretical MRT ratio of4 and 16 under the chemical reaction and the film diffusion controlling mechanism,respectively.Our previous study[20,21]achieved a MRT ratio of 5 and 5.5 for the mixtures with the size ratio of 3.8 and 4,respectively,which cannot meet the requirements for the synchronous conversion under the film diffusion controlling mechanism.In this study,the MRT ratios were modulated up to 8.9 and 12 for the mixtures with the size ratio of 2.2 and 3.3,respectively.These ratios can meet the requirements for the synchronous conversion under the diffusion controlling mechanism as well as the chemical reaction controlling mechanism.These results can be applied in the roasting of ilmenite powders and the direct reduction of iron ore.
However,there are still some limitations for the application of these results since the influences of the particle shape and the height of the side exit were not considered.It is reported that the shape of particles can affect the entrain mentrate[34],drag coefficient and terminal velocity(Ut)[35],which may influence the MRT of particles.Thus,the values of MRT and MRT ratio for non-spherical particles may be different from those of spherical particles.Nevertheless,the variation trend of the MRT ratio at different gas velocities will not change.The changes in the height of the side exit may also affect the entrainment rate of particles,especially for the MRT of the coarse particles.Therefore,it is necessary to further study the effects of the solid characteristics and the height of the side exit on the MRT difference.
4.Conclusions
For the binary mixture,the MRT ratio between the coarse particles and the fine particles can be modulated by the gas velocity in a fluidized bed with a side exit.The terminal velocity of the particles plays an important role in modulating the MRT ratio between the coarse particles and the fine particles.The MRT ratio increases firstly and then decreases with increasing the gas velocity.By controlling the gas velocity and the feed composition of coarse particles,the MRT ratio can be modulated from 1.8 to 10.5 at the gas velocity of 1.0 m·s-1for the binary mixture with the size ratio of 2.2.The MRT ratio can reach to~12 for the binary mixture with the ratio of 3.3 at the gas velocity of 1.2 m·s-1.
By modulating the gas velocity,the MRT difference for binary mixture can reach their MRT ratio for the requirement of the film diffusion controlling mechanism.It offers an achievable method that particles with different sizes will obtain synchronous conversion in a fluidized bed by adjusting the gas velocity.Further work is needed to investigate the detailed mechanisms of the residence time distribution for the binary mixtures and the MRT of particle mixtures with different densities.
Nomenclature
Atcross-sectional area of bed surface
dpdiameter of particles,μm
F0solid flux,kg·s-1
F1ientrainment flux of particle i(particles Fine,Medium and Coarse),kg·s-1
F2iover flow flux of particle i(particles Fine,Medium and Coarse),kg·s-1
Gssolid flux,kg·h-1
KCelutriation rate of particle Medium,kg·m-2·s-1
KFelutriation rate of particle Fine,kg·m-2·s-1
M MRT ratio
tccomplete reaction time of particles,s
tCmean residence time of coarse particles(particles Medium and Coarse),s
tFmean residence time of fine particles,s
tiMean residence time of particle i(particles Fine,Medium and Coarse),s
Ugoperating gas velocity,m·s-1
Umfminimum fluidization velocity,m·s-1
Utparticle terminal velocity,m·s-1
UT0transition velocity of MRT ratio,m·s-1
UtFparticle terminal velocity of particle Fine,m·s-1
Wiholdup of particle i(particles Fine,Medium and Coarse),kg
XbMconcentration of particle Medium in bed
XbFconcentration of particle Fine in bed
X1Mconcentration of particle Medium in entrainment
X1Fconcentration of particle Fine in entrainment
X0concentration of particles Medium in feed
XFconcentration of particle Fine in feed
α size ratio
ρ density,kg·m-3
[1]L.Zhong,M.Zhong,L.Dong,J.Zhang,F.Ma,G.Xu,Pneumatic classification of coal in bottom- fluidized transport column,CIESC J.51(3)(2011)150-153(in Chinese).
[2]Q.Zhu,H.Li,Status quo and development prospect of magnetizing roasting vialfuidized bed for low grade iron ore,CIESC J.65(7)(2014)2437-2442(in Chinese).
[3]Q.Zhu,R.Wu,H.Li,Direct reduction of hematite powders in a fluidized bed reactor,Particuology 11(3)(2013)294-300.
[4]H.G.Kim,O.Lee,C.Chung,H.Kim,Fluidization characteristics of iron ore fines of wide size distribution in a cold tapered gas-solid fluidized bed,ISIJ Int.40(1)(2000)16-22.
[5]T.Ariyama,S.Isozaki,S.Matsubara,H.Kawata,I.Kobayashi,Fluidization and degradation characteristics of iron ore fines in prereduction fluidized bed,ISIJ Int.33(12)(1993)1220-1227.
[6]O.Levenspiel,Chemical Reaction Engineering,3rd edition John Wiley&Sons,the United States of America,1999.
[7]D.Wolf,W.Resnick,Residence time distribution in real systems,Ind.Eng.Chem.Fundam.2(4)(1963)287-293.
[8]J.Ragyraman,Y.B.G.Varma,A model for residence time distribution in multistage systems with cross- flow between active and dead regions,Chem.Eng.Sci.28(2)(1973)585-591.
[9]K.Krisrnaiah,Y.Pydisetty,Y.B.G.Varna,Residence time distribution of solids in multistage fluidization,Chem.Eng.Sci.37(9)(1982)1371-1377.
[10]P.A.Ambler,B.J.Milne,F.Berruti,D.S.Scott,Residence time distribution of solids in a circulating fluidized bed:experimental and modeling studies,Chem.Eng.Sci.45(8)(1990)2179-2186.
[11]K.Kato,T.Takarda,N.Matsuo,T.Suto,N.Nakagawa,Residence-time distribution of fine particles in a powder-particle fluidized bed,Int.Chem.Eng.17(4)(1994)970-975.
[12]H.S.Ranaswant,K.A.Abdelrahim,B.K.Simpson,J.P.Smith,Residence time distribution(RTD)in aseptic processing of particulate foods:a review,Food Res.Int.28(3)(1995)291-310.
[13]S.S.Chapadgaokar,Y.P.Setty,Residence time distribution of solids in a fluidised bed,Indian J.Chem.Technol.6(2)(1999)100-106.
[14]M.P.Babu,Y.P.Setty,Residence time distribution of solids in a fluidized bed,Can.J.Chem.Eng.81(1)(2003)118-123.
[15]S.Rodr Guez-Rojo,N.L.Pez-Valdezate,M.J.Cocero,Residence time distribution studies of high pressure fluidized bed of microparticles,J.Supercrit.Fluids 44(3)(2008)433-440.
[16]W.Nie,Y.Wang,G.Sun,W.Ji,G.Xu,Particle residence time distribution in a continuous fluidized bed reactor,The 7th World Congress on Particle Technology.7th Annual Conference of Chinese Society of Particuology cum Symposium on Particle Technology Across Taiwan Straits 2010,pp.359-363.
[17]S.Yagi,D.Kunii,Fluidized-solids reactors with continuous solids feed—I:residence time of particles in fluidized beds,Chem.Eng.Sci.16(3-4)(1961)364-371.
[18]S.Heukelman,D.Groot,Fluidized bed roasting of micro-pelletized zinc concentrate:part II—particle entrainment and residence time,J.South.Afr.Inst.Min.Metall.111(11)(2011)767-772.
[19]I.C.Van Putten,M.V.S.Annaland,G.Weickert,Fluidization behavior in a circulating slugging fluidized bed reactor.Part I:residence time and residence time distribution of polyethylene solids,Chem.Eng.Sci.62(9)(2007)2522-2534.
[20]Z.Hao,Q.Zhu,H.Li,Particle residence time and pressure drop in a fluidized bed with internals,Chin.J.Process.Eng.6(S2)(2006)359-363.
[21]L.Zhang,J.Li,Q.Zhu,C.Hu,H.Li,Control of mean residence time difference for particles with wide size distribution in fluidized beds,Powder Technol.312(2017)270-276.
[22]D.Kunii,O.Levenspiel,Fluidization Engineering,Butter wort h-Heine mann,1991 354-356.
[23]M.Kwauk,H.Li,Handbook of Fluidization,243,Chemical Industry Press,Beijing,2007.
[24]K.G.Palappan,P.S.T.Sai,Studies on segregation of binary mixture of solids in continuous fast fluidized bed:Part II.Effect of particle size,Chem.Eng.J.139(2)(2008)330-338.
[25]H.Hatano,M.Ishida,Study on the entrainment of FCC particles from a fluidized bed,Powder Technol.35(2)(1983)201-209.
[26]B.Hirschberg,J.Werther,Factors affecting solids segregation in circulating fluidized bed riser,AIChE J.44(1)(1998)25-34.
[27]A.T.Harris,J.F.Davidson,R.B.Thorpe,Particle residence time distributions in circulating fluidised beds,Chem.Eng.Sci.58(11)(2003)2181-2202.
[28]C.W.Chan,J.P.K.Seville,D.J.Parker,J.Baeyens,Particle velocities and their residence time distribution in the riser of a CFB,Powder Technol.203(2)(2010)187-197.
[29]G.L.Osberg,D.H.Charles worth,Elutriation in a fluidized bed,Chem.Eng.Prog.47(11)(1951)566-570.
[30]E.Kewes,F.Dahlem,S.Bec,N.Estime,E.Risse,The sequential elutriation behavior of wide particle size distributions,Powder Technol.286(2015)230-239.
[31]J.-H.Choi,J.-M.Suh,I.-Y.Chang,D.-W.Shun,C.-K.Yi,The effect of fine particles on elutriation of coarse particles in a gas fluidized bed,Powder Technol.121(2-3)(2001)190-194.
[32]E.R.Monazam,R.W.Breault,J.Weber,K.Lay field,Elutriation of fines from binary particle mixtures in bubbling fluidized bed cold model,Powder Technol.305(2017)340-346.
[33]D.Geldart,D.J.Pope,Interaction of fine and coarse particles in the freeboard of a fluidized bed,Powder Technol.34(1)(1983)95-97.
[34]Wouter De Vos,W.Nicol,E.D.Toit,Entrainment behaviour of high-density Geldart A powders with different shapes,Powder Technol.190(3)(2009)297-303.
[35]A.Haider,O.Levenspiel,Drag coefficient and terminal velocity of spherical and nonspherical particles,Powder Technol.58(1)(1989)63-70.
 Chinese Journal of Chemical Engineering2018年2期
Chinese Journal of Chemical Engineering2018年2期
- Chinese Journal of Chemical Engineering的其它文章
- Transport hindrances with electrodialytic recovery of citric acid from solution of strong electrolytes
- Experimental investigation on CO2-light crude oil interfacial and swelling behavior
- Biosynthesis of 4-hydroxyphenylpyruvic acid from L-tyrosine using recombinant Escherichia coli cells expressing membrane bound L-amino acid deaminase☆
- Process development for producing a food-grade glucose solution from rice straws
- Carbon dioxide induced degradation of diethanolamine during absorption and desorption processes
- Biodegradation of natural and synthetic estrogens in moving bed bioreactor