铝电解预焙阳极钢爪弯曲变形机理的分析
2018-05-22 01:35肖述兵
数码设计 2018年1期
肖述兵*
铝电解预焙阳极钢爪弯曲变形机理的分析
肖述兵*
(黄河鑫业有限公司,青海湟中,811600)
国内某电解铝企业阳极导杆钢爪大面积出现内弯,下线率达34.78%。铝电解预焙阳极钢爪弯曲变形机理的分析,本文从不同物体受热所产生的温度应力和变形量加以分析,建立力学模型,计算变形机理,确定原因和制定对策。通过观测、统计和计算,造成钢爪弯曲的主要原因是钢爪体横梁部分被保温料覆盖,散热效果差,横梁膨胀量大于阳极膨胀量,在阳极约束下对钢爪形成反作用力,并且在持久高温环境下又产生蠕变,双重条件下造成钢爪永久变形。
阳极;钢爪;弯曲;机理;分析
引言
国内某电解铝企业在2017年阳极导杆钢爪大面积出现内弯,弯曲量在10-30mm之间,根据该企业《导杆组检查细则》规定,变形量大于20mm的必须下线维修,据统计,下线率达34.78%,见表1,如此高的下线率一度造成生产线上的导杆供应短缺,并且维修费用急剧上升。
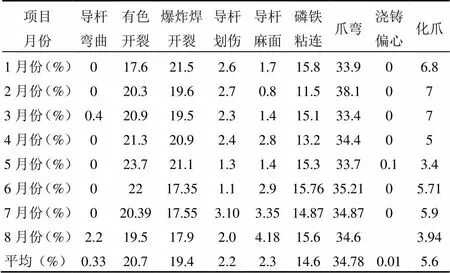
表1 组装1-8月份下线导杆统计表
1 现状调查
2017年6-8月对导杆下线状况进行了3个月的跟踪调查,主要从下线原因、损坏现象等方面进行观测和统计,其中钢爪内弯占主要因素,并且绝大多数为两侧的钢爪向内弯曲变形,变形量最大为30mm,根本无法使用,如图1所示。

图1 钢爪变形图
2 原因分析
该企业电解槽阳极交换周期为31天,阳极组在进入电解槽内前,温度为室温,刚进入时温度较低,约50℃,但在电解质和电流作用下温度持续升高,第3天测量横梁温度在200℃左右,第5天在350℃左右,而后进入平衡期。随着阳极的不断消耗,横梁离高温(960℃)电解质越来越近,受到热传导和热辐射作用温度又开始上升,到第28天温度上升到450℃,有的高达500℃,此过程中横梁会随温度的上升而随之膨胀,但在阳极约束下阻止其膨胀,这样就产生了变形机理,阳极组在电解槽内的温度分布如图2所示[1]。从力学方面对钢爪受力进行分析,因外侧钢爪变形最严重,本案例只对外侧钢爪进行分析,力学模型如图3所示。

图2 阳极组在电解槽内的温度分布图

图3 钢爪体受力模型图
2.1 横梁与阳极横向热变形量计算
一个自由伸缩的物体,当温度变化时,其伸缩量大小可由下式计算[2]。
——-膨胀系数,mm/℃
横梁(铸钢)11.8×10-6; 阳极4.5×10-6
——-物体长度,mm
——温度变化,℃
2.1.1 横梁横向膨胀量
温升平均按400℃计算
=2.27mm
2.1.2 阳极横向膨胀量
温升平均按700℃计算
=1.51mm
2.2 横梁受到的轴向压力计算
经上述计算,横梁变形量大于阳极变形量,受阳极的约束,横梁受到压力,压力由下式计算:
式中:k———弹性系数,N/m
式中:———弹性模量,Gpa,查手册横梁为200 Gpa
———横梁截面积,m2本案例为0.16×0.095m2
———横梁长度,m
=6.3×109N/m
=4.8×106N
2.3 钢爪与横梁挠度计算
2.3.1 钢爪变形挠度
钢爪受阳极的挤压力作用绕根部向内发生弯曲,其它力不予以考虑,该受力结构可视为悬臂梁,其受力变形如图4所示[3]。
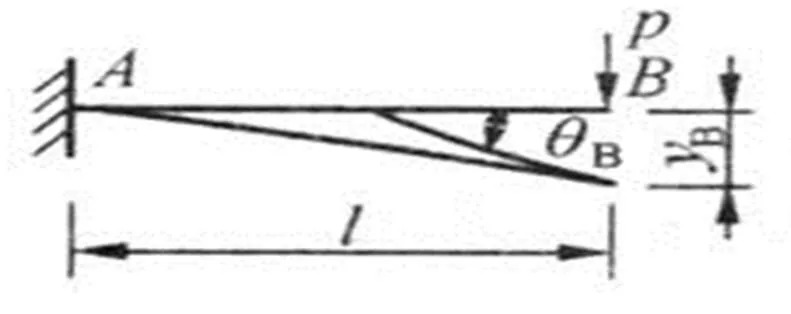
图4 钢爪受力变形模型图
式中:——变形挠度,m
——受力, N
——钢爪长度,m
E——弹性模量,Gpa
——惯性矩, m4
式中:b——钢爪根部截面宽度,m 本案例为0.095m
h——钢爪根部截面高度,m 本案例为0.16m
=32.4×10-6m4
=5.4×10-3m
2.3.2 梁变形挠度
横梁在钢爪挤压力作用下,受扭矩力作用翻转弯曲变形,其它力不予以考虑,该受力结构可视为悬臂梁,其受力变形如图5所示。
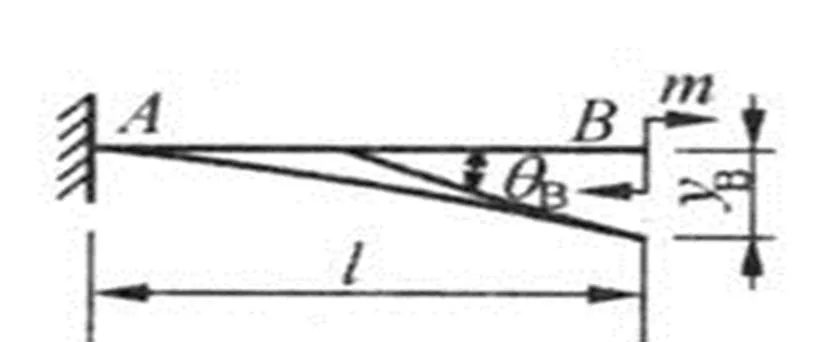
图5 横梁受力变形模型图
式中:y——变形挠度,m
——转动力矩,N.m
——横梁长度,m
——弹性模量,Gpa
——惯性矩, m4
=1.34×106N.m
=11.4×10-3m
2.3.3 钢爪综合变形量
钢爪最终变形为叠加变形,既自身受力变形和横梁弯曲变形而带动其继续变形,其最终变形值为综合叠加值,如图6所示。

图6 钢爪综合弯曲变形模型图
横梁变形引起的钢爪变形可根据相似三角形原理计算:
y=6.7×10-3m
钢爪最终变形量为:
y综=5.4×10-3+6.7×10-3
=12.1×10-3m
=12.1mm
2.4 温度与受力、变形量对应关系
三者之间的关系按以上方法计算,结果如表2所示。

表2 温度与受力、变形量对应表
2.5 温度产生的蠕变
固体材料在保持应力不变的条件下,应变随时间延长而增加的现象。它与塑性变形不同,塑性变形通常在应力超过弹性极限之后才出现,而蠕变只要应力的作用时间相当长,它在应力小于弹性极限施加的力时也能出现。许多材料(如金属、塑料、岩石和冰)在一定条件下都表现出蠕变的性质。
蠕变在低温下也会发生,但只有达到一定的温度才能变得显著。对各种金属材料的蠕变温度约为0.3Tf,Tf为熔化温度,本钢爪体熔点在1400℃。当温度越高、应力越大、作用时间越长时,蠕变越明显[4]。
换极后,阳极导杆返回组装车间装上新极后再返回电解使用,第二次变形总量是上次与本次的累积,如此类推。从表二可以看出,当钢爪温度超过300℃以上时,最多只能循环利用3次即需下线修理(下线率33.3%),当超过500℃时,只能利用1次即下线修理。通过调查该企业阳极钢爪体横梁部分被保温料覆盖,散热效果差,温度基本在300℃以上,这是该企业钢爪内弯的主要原因。
阳极浸泡在电解质内,且有覆盖料保温,温度基本恒定不变,在700℃。横梁暴露在空气中,可通过多种方法调温,如要保证两者的膨胀量相等,则横梁温度应控制在:

t=267℃
当横梁温度小于267℃,钢爪不会因热应力产生变形,使用周期可大幅度提升。
3 结束语
通过观测、统计和计算,造成钢爪弯曲的主要原因是钢爪体横梁部分被保温料覆盖,散热效果差,横梁膨胀量大于阳极膨胀量,在阳极约束下对钢爪形成反作用力,并且在持久高温环境下又产生蠕变,双重条件下造成钢爪永久变形。该企业目前已对阳极钢爪横梁采取了清除保温料,改善扇热等措施,钢爪变形难题逐步得到缓解,已趋于良性发展。
[1] 王平甫. 铝电解炭阳极技术. 北京: 冶金工业出版社, 2005.
[2] 单辉祖. 材料力学[M]. 北京: 高等教育出版社, 2004.
[3] 钱伟长, 叶开沅.弹性力学[M]. 北京: 高等教育出版社, 1998.
[4] 崔忠圻. 金属学与热处理[M]. 北京: 机械工业出版社, 2003.
[5] 乐雪梅, 戴威然, 郭峻, 等. 铝电解用预焙阳极外形结构优化的摸索及生产实践[J]. 云南冶金, 2010, (S1).
Analysis of Bending Mechanism of Pre-baked Anodes in Aluminum Electrolysis
XIAO Shubing*
(Yellow River Xinye Co., Ltd., Qinghai Langzhong, 811600, China)
A large amount of steel claws of the anode guide bars of an electrolytic aluminum enterprise in China have undergone inward bending. The downline rate has reached 34.78%. The analysis of the bending deformation mechanism of aluminum electrolysis prebaked anode steel jaws is based on the analysis of the thermal stress and deformation caused by the heat of different objects, establishing the mechanical model, calculating the deformation mechanism, determining the causes and formulating the countermeasures. Through observation, statistics and calculations, the main cause of the bending of the steel claws is that the cross section of the steel claws is covered by the insulation material, and the heat dissipation effect is poor. The expansion amount of the cross beam is greater than the anode expansion volume, and the reaction force of the steel claw is formed under the anode constraint, and Creep occurs again in a persistent high-temperature environment, resulting in permanent deformation of the steel jaws under double conditions.
Anode; Claw; bending; mechanism; Analysis
10.19551/j.cnki.issn1672-9129.2018.01.045
TP391
A
1672-9129(2018)01-0113-03
肖述兵. 铝电解预焙阳极钢爪弯曲变形机理的分析[J]. 数码设计, 2018, 7(1): 113-115.
XIAO Shubing. Analysis of Bending Mechanism of Pre-baked Anodes in Aluminum Electrolysis[J]. Peak Data Science, 2018, 7(1): 113-115.
2017-11-06;
2017-12-27。
肖述兵(1972-),男,湖南临湘,大学学历,高级工程师,工作于黄河鑫业有限公司,从事生产、设备管理工作。E-mail: 3173185007@qq.com
猜你喜欢
化工管理(2022年14期)2022-12-02
城市轨道交通研究(2022年2期)2022-11-18
装备环境工程(2022年8期)2022-09-07
兰州交通大学学报(2021年5期)2021-11-06
科学技术与工程(2021年28期)2021-10-21
陶瓷学报(2021年1期)2021-04-13
皮革制作与环保科技(2020年14期)2020-03-17
电子技术与软件工程(2019年4期)2019-12-01
电子技术与软件工程(2019年3期)2019-12-01