运用焊接技术修复大型混捏机主轴工艺的实践
2018-05-22 01:56高毅
数码设计 2018年1期
高毅*
运用焊接技术修复大型混捏机主轴工艺的实践
高毅*
(黄河鑫业有限公司,青海湟中,811600)
本文介绍了混捏机主轴开裂的情况,通过对其材料的技术性能,钢的焊接性能的分析,确定了运用手工焊的方案和焊接材料以及焊接施工工艺,并通过实践,证明了该技术的可行性。该工程中由于采用了特殊焊剂和先中间后两边的焊接方法,并采用了有效的防变形措施,严格执行焊接工艺规范, 严格控制焊接顺序,经焊后实测,完全满足了技术要求,达到了预期的效果,节省了大量的外汇。
轴;焊接;修复
引言
炭素主要生产设备,大型混捏机是进口设备,价值相当昂贵,混捏机主轴采用优质合金钢制造、长度9.5m,断面为圆形面,中间空心,以在搅拌炭粒和石油胶混合物时传递大扭矩的需要和自身润滑油的输送。经过多年的使用后,轴端头出现开裂(如图1),无法再正常工作,经超声波探伤检查,裂纹深度为20mm,如报废不但进货周期长,影响生产,同时会造成较大浪费。为节约成本,决定采用堆焊修复的方法,恢复其原有尺寸精度,继续使用该轴。

图1 主轴裂纹示意图
1 主轴技术参数
主轴外形尺寸见图2,材质20CrMnMo硬度HB250~270,质量2020kg。主要化学成分见表1,主要力学性能见表2。
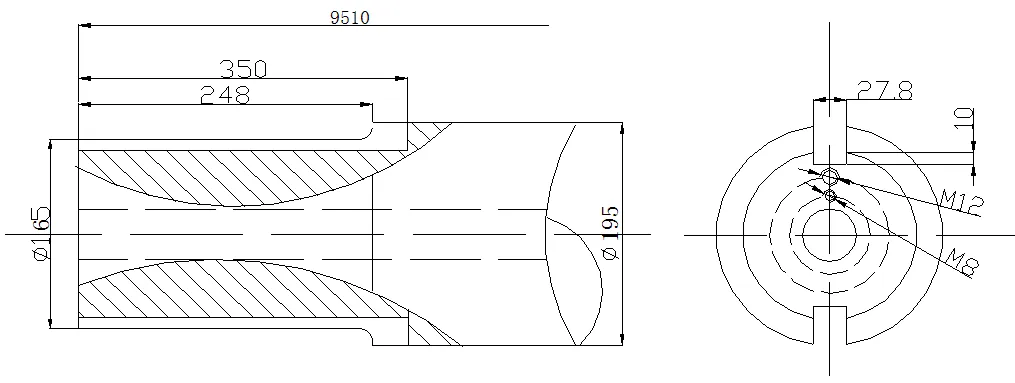
图2 主轴结构图

表1 主要化学成分%

表2 主要力学性能
2 焊接工艺要点
(1)由于工件厚度大,焊接过程中会产生较大的温度应力和组织应力,如果修复工艺不当,则会出现裂纹、变形和较大的内应力,因而修复过程中应力的消除应得到足够的重视。
(2)主轴的外形尺寸较大,因此堆焊修复量较大,如果采用手工焊、成行美观、结合良好,又能保证对称焊接,是修复工艺成功的关键。
(3)该材料的焊接碳当量较高,焊接性能差,如何在焊接工艺中,改善母材的焊接性,是修复工艺的另一个关键。这主要从两方面入手,一是如何改善母材的焊接性,二是选择最佳焊材,从而改善母材和焊材的可焊性。
(4)焊材的选择以母材和焊材的适用性和焊后机件的机械性能为核心,还要考虑到焊接方法和工装的制作。
3 焊接材料选择
根据主轴材质及力学性能的特殊性,焊剂选用UTP65焊剂,该焊剂适用于难焊接钢材的连接焊,特别是对焊道(缝)有最高要求时。在异种焊接时有非常好的防裂性。如:黑白连接、锰钢与低合金或合金钢的连接。同时可用于冷热工具钢,缓冲层,硬合金和硬韧的堆焊。UTP65非常易焊,电弧平稳稳定,焊道呈细鳞片状,无咬边。非常好的脱渣性。甚至局部能自行脱落,其奥氏体—铁素体双相的熔敷金属有最高的牢固强度,实现无裂连接,冷热加工硬化,不锈。焊接后熔敷金属硬度(纯熔敷金属)约270 ,在含碳0.5%的钢堆焊的第一层硬度约320 HB。熔敷力学性能及金属的成分如表3、4所示。

表3 常温下熔敷金属的力学特性

表4 熔敷金属的成分分析
4 焊接工艺
4.1 焊接方法的选择
手工电弧焊是利用电弧放电(俗称屯弧燃烧)所产生的热量,将焊条与工件熔化,冷凝后;形成焊缝,从而获得牢固接头的过程。在工件与焊条两极之间的气体介质中持续强烈的放电现象称为电弧。手工电弧焊焊接时,电弧中心部分的温度可达5000~8000℃,两极的温度可达3500~4200℃。手工电弧焊可以进行平焊、立焊、横焊和仰焊等多方位焊接。还适用于不同厚度、结构和金属材料等的焊接。由于设备轻便、搬运灵活的特点。由于轴端较厚,埋弧焊需填充焊1层,表面焊1层,热输入较大,焊缝收缩量大,变形不易控制。经多次试验,最终采用焊条手工电弧焊,减小焊缝收缩量,焊接变形显著减小。焊接工艺参数见表5。

表5 轴端焊缝焊接参数
4.2 焊接原则
在轴端焊接过程中,应始终遵循以下的焊接原则:先焊中间,后焊外部,然后焊接内部。
4.3 焊缝坡口的形式
为了增大焊接强度,充分将裂纹熔合,需增大焊缝金属填充量,在延裂纹走向开垂直于轴端面的坡口,坡口深度接近裂纹深度,焊缝的坡口形式见图3。
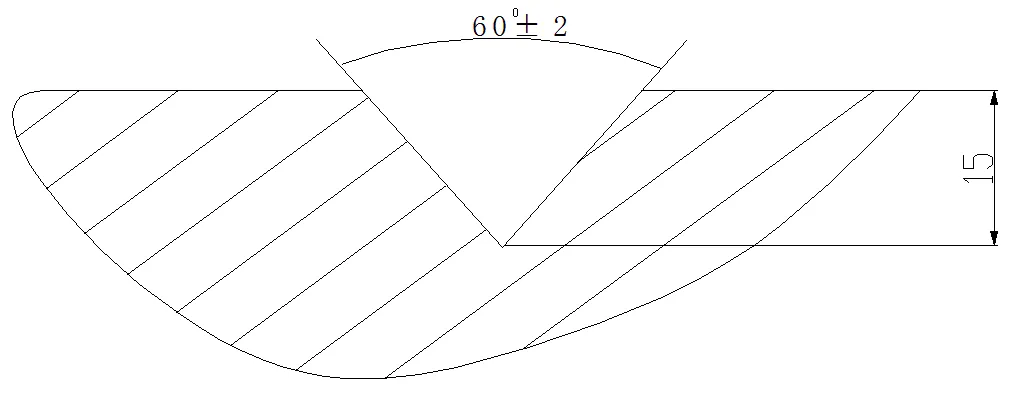
图3 焊缝坡口形式
4.4 焊接方法
焊接前清理坡口,并将母材预热到250~300℃,然后按照施焊原则逐层堆焊,每焊完一层需清理干净药皮和药渣,杜绝一次焊接成,并以此法施工直至完成。焊缝要求满焊、焊透,焊后表面磨平。
4.5 焊接变形控制
焊接过程中,由于受热、冷、机械变形作用,在工件内部产生残余应力,致使工件处于不平稳状态,降低工件的尺寸稳定性和机械物理性能,使工件在服役过程中产生应力变形和失效。在施焊过程中电流大小一定调到规定值内,极距符合规范,焊速均匀,决不允许一次焊接成行,焊后将工件时效处理,以消除热应力。
5 结束语
该工程中由于采用了特殊焊剂和先中间后两边的焊接方法,并采用了有效的防变形措施,严格执行焊接工艺规范,严格控制焊接顺序,经焊后实测,完全满足了技术要求,达到了预期的效果,节省了大量的外汇。
[1] 陈榕林. 新编机械工程师手册. 北京: 中国轻工业出版社, 1994.
[2] 季伟瀚. 全自动钢轨窄间隙电弧焊接机[J]. 金属加工(热加工). 2011, (14).
[3] 郝瑞鹏. 浅议轨道工程无缝线路施工技术[J]. 价值工程, 2011, (19).
[4] 王子儒. 移动式钢轨气压焊接头缺陷分析与应对措施[J]. 中国铁路, 2011, (05).
[5] 席悦. 手工电弧焊常见的焊接缺陷成因及预防[J]. 职业, 2011, (12).
Practice of Using Welding Technology to Repair the Main Shaft of Kneading Machine
GAO Yi*
(Yellow River Xin Industry Co., Ltd. Qinghai Langzhong, 811600, China)
In this paper, the main shaft cracking of kneading machine is introduced. Through the analysis of the technical performance of the material and the welding performance of the steel, the scheme of using manual welding, the welding material and the welding construction process are confirmed, and the practice is proved that the technology Feasibility. Due to the special flux and the welding method on both sides of the middle of the project, effective anti-deformation measures are adopted, the welding procedure specifications are strictly enforced, the welding sequence is strictly controlled, and the measured results after welding completely meet the technical requirements Expected results, saving a lot of foreign exchange.
Shaft; Welding; Repair
10.19551/j.cnki.issn1672-9129.2018.01.036
TP421
A
1672-9129(2018)01-0093-02
高毅. 运用焊接技术修复大型混捏机主轴工艺的实践[J]. 数码设计, 2018, 7(1): 93-94.
GAO Yi. Practice of Using Welding Technology to Repair the Main Shaft of Kneading Machine[J]. Peak Data Science, 2018, 7(1): 93-94.
2017-10-10;
2017-12-05。
高毅(1982-),男,陕西咸阳人,大学学历,助理工程师,工作于黄河鑫业有限公司,从事设备管理工作。E-mail:1076627149@qq.com
猜你喜欢
材料保护(2022年5期)2022-12-07
热处理技术与装备(2022年5期)2022-10-26
汽车实用技术(2022年11期)2022-06-20
中国金属通报(2022年1期)2022-06-02
材料科学与工艺(2022年1期)2022-03-11
中国新技术新产品(2020年6期)2020-06-19
山东工业技术(2017年11期)2017-06-13
山东工业技术(2017年5期)2017-03-16
山东工业技术(2017年5期)2017-03-16
汽车文摘(2016年1期)2016-12-10